АЛМАТЫ ЭНЕРГЕТИКА ЖӘНЕ БАЙЛАНЫС ИНСТИТУТЫ
Өнеркәсіптік жылуэнергетика кафедрасы
Нұрипа Қырғызбайқызы Бекалай
МЕТРОЛОГИЯ, СТАНДАРТТАУ ЖӘНЕ САПАНЫ БАСҚАРУ
Дәрістер жинағы
(050717 – Жылуэнергетика мамандықтарының студенттері үшін)
ҚҰРАСТЫРУШЫ: Н.К.Бекалай. Метрология, стандарттау және сапаны басқару. 050717 – Жылуэнергетика мамандығының студенттері үшін дәрістер жинағы –Алматы: АЭжБИ, 2007.– 50 б.
Дәрістер жинағында жылутехникалық өлшеулерді, өндірістік кәсіпорындардағы технологиялық процестерді басқару әдістері мен өлшеу құралдарын метрологиялық қамтамасыздандыру, технологиялық қондырғылардың жұмысын бақылау, энергияның барлық түрлерін өндіру, тарату, қолдану барысында есепке алу, шикізат параметрлері мен өнім сапасын стандарттау негізінде бақылау мәселелері келтіріледі.
Дәрістер жинағы болашақ іс-әрекетін жылуэнергетика саласымен байланыстыруды көздейтін, «Жылуэнергетика» мамандығы бойынша оқитын бакалаврларға арналады.
Материалдар иллюстрациялармен берілген.
Без. 16, кесте.6,әдеб.көрсеткіші. - 20атау.
Алматы 2007
Кіріспе
Ғылым мен техниканың дамуы өлшеу жұмыстарындағы прогреспен тығыз байланысты. Өлшеу - табиғатты зерттеудің, оның заңдарын тағайындаудың негізгі құралы. Мысалы, неміс физигі Ом электр тізбектерінің негізгі заңын (Ом заңын) 1826 жылы дәл өлшеулер жүргізу нәтижесінде ашты.
Автоматты басқару жүйелерін құру үшін, мысалы технологиялық процестерді автоматты басқару үшін, ол процестердің жүру барысы туралы өлшеу ақпаратының дәл және уақтылы болуы өте маңызды.
Өлшеулер туралы, олардың біртектілігін қамтамасыз етудің және қажетті дәлдігіне жетудің әдістері мен құралдары туралы ғылым - метрология.
Метрологияны дамытудың екі бағыты бар:
а)ғылыми-техникалық бағыт, оның мазмұны - өлшеулердің әдістері мен
құралдарын, эталондарды жасау, өлшеулердің дәлдігін бағалау әдістерін жетілдіру;
ә)заңдық бағыт - мемлекет тарапынан регламенттегінген жалпы ережелер
мен нормалар жасау.
Өндірістің әр түрлі элементтерінің өзара қарым-қатынастарының эффективті нормалары мен ережелерін тағайындаудың қағидалары мен әдістері туралы ғылым - стандарттау.
Стандарттау – нақты бір немесе әлеуметті міндеттерге қатысты жалпы бірнеше рет пайдалану үшін ережелерді бекіту арқылы нақты салада тәртіпке келтірудің оңтайлы деңгейіне жетуге бағытталған іс-әрекет.
Стандарттар - техникалық заң. Әр түрлі материалдар, олардан жасалатын нәрселер, технологиялық процестер, техникалық, технологиялық құжаттар, тексеру әдістері т.б. бәрі белгілі бір стандартқа сәйкес келуі керек.
Метрология мен стандарттау өзара тығыз байланысты: бір жағынан өлшеулер белгілі бір стандарттарға сәйкес жүргізілуі керек (мысалы өлшеу құралына, өлшеу әдісіне), екінші жағынан сол стандарттардың орындалуын бақылау үшін қажет әдістер мен құралдарды метрология береді.
Сапаны басқарудың негізгі құралы - өнімнің (қызмет көрсетудің) сапа дәрежесін бақылау. Бұл да метрологиямен тығыз байланысты.
Әлемге аты белгілі фирмалар бәсекелестік сайыстағы өз саясатын "сапаны басқаруға негізделген индустриализация" арқылы құрады, себебі фирманың өнімділігі өнім көлемін ұлғайтуға емес, өнімнің жоғары сапалылығына тікелей тәуелді.
Стандарттау бойынша халықаралық ұйымның (ИСО) тұжырымдауына сәйкес, сапа дегеніміз өнімнің тұрақты тұтыну талаптарын қамтамасыз ете алатын қасиеттері мен сипаттамаларының жиынтығы.
Сапа сертификаты - бақылау куәлігі товардың саны мен сапасын факт жүзінде тексеру нәтижесінде беріледі. Өнімді сертификаттаумен қатар, сапаны басқару жүйесін сертификаттау қағидалары да үнемі даму үстінде (автоматты бақылаудың орнына лазерлік бақылау келіп кірді). Бұл екі құбылыс әлдеқашан ішкі рынок шеңберінен шығып, уақыт талабынан артта қалған экспортерлар үшін сауданың дамуына кедергі болуда. Мұндай артта қалудың көп себептерінің бірі - мамандардың метрология, стандарттау және сапаны басқару саласында білімінің аздығы.
Сондықтан фирмалар мамандардың білімін жетілдіруге және осы салада мамандар даярлауға өте көп қаржы жұмсайды. Жоғарғы оқу орындарында осы пәндерді оқытатын курстар енгізілген. Мысалы, Жапоияда 23 вузда осы курс оқылады, аспирантураларда жоғары білікті мамандар даярланады, фирмалардағы жұмысшылардың 60%-нен көбінің жоғары техникалық және университеттік білімдері бар.
1-дәріс. Метрология, стандарттау және сапаны басқару курсына кіріспе
Жоспары: метрология пәні, оның міндеттері. Энергияның барлық түрін өндірудің, таратудың және қолданудың заманға сай дамуы жағдайындағы өнім сапасын тексеру, стандарттау, бір жүйеге келтіру негіздері. Өлшеулер туралы ғылымның дамуының тарихи этаптары. Стандарттар - техникалық заңдар туралы түсініктемелер, терминдер және анықтамалар.
1.1 Өлшеулер туралы ғылымның даму тарихы
Өлшеу қажеттілігі ерте замандарда пайда болған, күнделікті өмірінде адам әртүрлі шамаларды: арақашықтықты, денелердің өлшемдері мен массасын, өз жерінің ауданын, уақытты өлшей бастады. Бұл - қарапайым, көзбенен шамалайтын өлшеулер болды, өлшем бірлік ретінде әртүрлі дене мүшелері т.б. теңеулер қолданылды. Мысалы, бір қарыс - 25 см, бір қадам - 1метр, бір құлаш - 1,5 метр.
Адам қоғамының дамуы - сауда мен теңіз жолдарының дамуы, өндірістің пайда болуы, ғылымдардың дамуы арнайы өлшеу құралдарын талап ете түсті.
Өлшеулер мен өлшем бірліктерді біртектестіру шаралары жүзеге аса бастады. Барлық елдерде эталон - шамалардың көмегімен әртүрлі шамаларды қалпына келтіру, сақтау және өлшем бірліктерді бір-біріне өткізу мақсатында арнайы метрологиялық мекемелер құрыла бастады.
Қазіргі уақытта Қазақстан Республикасының стандарттау, метрология және сертификаттау жөніндегі Комитеті (ҚР МЕМСТАНДАРТы) қызмет етеді.
1.2 Метрологиялық қамтамасыздандыру жүйесі
Өлшеулердің біртектілігін қолдау үшін елімізде метрологиялық қамтамасыздандыру жүйесі құрылды.
Оның ғылыми негізі - метрология - өлшеулер туралы ғылым.
Ұйымдастырушылық негізі - Қазақстан Республикасының метрологиялық қызметі (оның құрамына мемлекеттік және ведомосттық қызметтер кіреді).
Техникалық негізі - физикалық шамалардың өлшем бірліктерінің мемлекеттік эталондарының жүйесі; үлгілік өлшеу және салыстыру құралдары көмегімен физикалық шамалардың өлшем бірліктерін эталоннан жұмыстық өлшеу құралдарына өткізу жүйесі; өлшеу құралдарын жасау және айналымға шығару кезінде біртектілігін қамтамасыз ететін мемлекеттік сынау жүйесі; өлшеу құралдарын міндетті түрде тексеру және метрологиялық аттестатау жүйесі; заттар мен материалдардың құрамы мен қасиеттерінің стандарттық үлгілерінің жүйесі; физикалық тұрақтылар және заттар мен материалдардың қасиеттері туралы стандарттық анықтамалық мәліметтердің жүйесі.
Құқықтық негізі - өлшем бірліктердің біртектілігін қамтамасыз ететін Мемлекеттік жүйе (ГСИ). Оның құрамына өлшеулерді ұйымдастыруға, бағалау әдістеріне, дәлділігіне қойылатын талаптар мен нормаларды, ережелерді тұжырымдайтын нормативті - техникалық құжаттар комплексі кіреді. Қазақстан Республикасының мемлекеттік стандарттары өлшем бірліктердің біртектілігін қамтамасыз ететін Мемлекеттік жүйенің (ГСИ-дің) заңдық негіздері болып анықталады.
1.3 Физикалық шамалардың өлшем бірліктерінің эталондары
Физикалық шамалардың өлшем бірліктерінің эталондары:
- негізгі және туынды;
- бірінші реттік және екінші реттік;
- жеке және топтық;
- ұлттық және халықаралық болып бөлінеді.
Бірінші реттік эталондар - мемлекеттік негізгі эталондар. Олар өлшем бірліктерді сақтайды, жоғары дәлдікпен өлшеу құралдарына жеткізеді.
Екінші реттік эталондар - эталон-копиялар, салыстырғыш және жұмыстық эталондар.
1.1 К е с т е - Өлшем бірліктердің мемлекеттік бірінші реттік эталондары
|
Физикалық шама |
Өлшем бірлігі |
Эталонның сипаттамасы |
Орт.кв. ауытқуы |
|
Масса
Ұзындық
Уақыт
Жиілік
Тұрақты электр тогының күші
|
Килограмм
Метр
Секунда
Герц
Ампер |
Килограмның ұлттық прототипы (платина мен иридийдің қорытпасынан жасалған кір тас) Криптон-86 атомының белгілі деңгейлері арасындағы өтулер кезіндегі вакуумдағы сәуле шығарудың 1650763,73 толқын ұзындығына тең. 1983 ж. бастап секундтың 1/299 792 548 үлесінде жарықтың жүріп өтетін жолына тең шама алынған. Цезий-133 атомының екі деңгейлері арасындағы өтулер кезіндегі э/м сәуле шығарудың 192 631 770 тербеліс периоды. Цезий-133 атомының екі деңгейлері арасындағы өтулер кезіндегі э/м сәуле шығарудың 192 631 770 тербеліс периодына кері шамаға тең. Токтық таразының бір басына тұрақты тогы бар екі соленоидтың өзара әсерлесу күші, екінші басына массасы белгілі кіртас әсер етеді. Ток күші кіртас массасы, еркін түсу үдеуі және эл.тұрақтысы арқылы есептеледі. (м, кг, с). |
|
1.1 кестенің жалғасы
|
Кернеу
Кедергі
Электрлік сыйымдылық
Индуктивтілік |
Вольт
Ом
Фарад
Генри |
Джозефсон эффекті бойынша (жоғары жиілікті э/м өрісте диэлектриктің жұқа қабатымен бөлінген асқын өткізгіштердің арасында кернеудің пайда болуы). Манганиннен жасалған 10 катушканың кедергілері көмегімен алынады. Конденсатордың көмегімен алынады.
4 индуктивтілік катушкаларының көмегімен алынады |
|
1.4 Физикалық шамалардың өлшем бірліктерінің Халықаралық жүйесі
1970 жылы бұрынғы Кеңес одағында "Физикалық шамалардың өлшем бірліктері" стандарты қабылданды. Оның негізіне өлшем бірліктердің Халықаралық жүйесі (SІ - Systeme Іnternatіonal) алынды. SІ жүйесі Шамалар мен таразылардың Халықаралық Комитетінде 1954 жылы енгізіліп, 1960 жылы бекітілген болатын.
Халықаралық өлшемдер жүйесінің артықшылығы:
а) универсал (ғылым мен техниканың барлық салаларын қамтиды);
ә) барлық өлшем бірліктер біртектестірілген. Мысалы, Паскаль (атм, ат,
мм
сын.бағ., мм су
бағ., бар, дин/см![]() , кгс/см
, кгс/см![]() ). Джоуль (кгс·м, эрг,
кал, ккал, эВ, кВт·сағ.) т.б.;
). Джоуль (кгс·м, эрг,
кал, ккал, эВ, кВт·сағ.) т.б.;
б) жүйенің когеренттілігі (физикалық теңдеулердегі пропорционалдық
коэффициенттері өлшем бірліксіз шамаға тең);
в) СИ жүйесінде массаның (кг) және күштің (Н) өлшем бірліктері нақты
шектелген;
г) белгелі дәрежеде дәлдікпен қолданылады.
1.2 К е с т е - СИ жүйесінің негізгі өлшем бірліктері
|
Физикалық шама |
Өлшем бірлігі |
Өлшем бірліктің қысқартылған белгісі |
|
|
қазақша |
Халықаралық |
||
|
Ұзындық Масса Уақыт Электр тогының күші Термодинамикалық температура Жарық күші Зат мөлшері
|
Метр Килограмм Секунд Ампер Кельвин Кандела моль |
м кг с А К кд моль |
m kg s A K cd mol |
1.3 Ке с т е - СИ жүйесінің қосымша өлшем бірліктері
|
Физикалық шама |
Өлшем бірлігі |
Өлшем бірліктің қысқартылған белгісі |
|
|
қазақша |
Халықаралық |
||
|
Жазық бұрыш Кеңістіктік бұрыш
|
Радиан Стерадиан |
рад ср |
rad cr |
1.5 Құбылысты зерттеудің ғылыми әдістері
Құбылысты зерттеудің ғылыми әдістеріне мыналар жатады:
-бақылау - өлшеудің бірлік көрсетуін алу;
-эксперимент (тәжірибе) - өзгермейтін сыртқы шарттар жағдайында
өлшеулерді бірнеше рет қайталау.
Құбылыстарды физикалық зерттеу төмендегідей сатымен жүргізіледі:
а) жаңа құбылысты алғаш рет бақылау;
ә) белгілі шарттарды орындай отырып, құбылысты көп қайтара зерттеу;
б) құбылыстың моделін (теориясын) құру;
в)ұсынылған теорияны бірнеше қайтара тәжірибе жүзінде тексеру.
Физикалық зерттеулер физикалық объекті мен онда жүріп жатқан процестердің жалпы қасиеттерін зерттеуге негізделген. Бұл қасиеттер сандық жағынан физикалық шамалармен сипатталады.
Өлшеулерді өңдеу барысында екі ұғымды нақты бөліп қарастыру керек: физикалық шаманың шын мәнін және оның эмпирикалық көрінісі - өлшеу нәтижесін.
Физикалық шаманың шын мәні - берілген объектінің қасиеттерін сандық та, сапалық жағынан идеал көрсететін шама (абсолют шындық).
Өлшеу нәтижесі - адамның сана-сезімінің өнімі.
Физикилық шаманың нақты мәні - бұл тәжірибе жүзінде дәлдік класы жеткілікті өлшеу құралының көмегімен табылған мәні, оның шын мәнге жақындығы соншалықты, кейде шын мәннің орнына алынады.
Өлшеу - метрологияның негізгі ұғымы. Өлшеу дегеніміз физикалық шамалардың мөлшерін тәжірибе жүзінде арнайы техникалық құралдар көмегімен анықтау. Өлшеу - өлшеніп жатқан шаманы оның өлшем бірлігі ретінде алынған эталонмен салыстыру процесі. Өлшеулер жалпыға бірдей өлшем бірлігімен жүргізілуі тиіс.
Өлшеулер келесі критерийлер бойынша былай бөлінеді:
а) өлшеніп жатқан шаманың өлшеу уақытына тәуелділігінің сипаты бойынша - статикалық және динамикалық;
ә) өлшеу нәтижелерін алу әдісі бойынша - туру, жанама, ортақ, жалпы;
б) нәтиженің дәлдігі бойынша - максимал дәл өлшеулер, бақылау өлшеулері, техникалық өлшеулер;
в) нәтижені көрсету әдісі бойынша - абсолют және салыстырмалы.
1.6 Өлшеулердің негізгі сипаттамалары
Өлшеу қағидасы - өлшеудің негізіне алынған физикалық құбылыс, немесе физикалық құбылыстар жиынтығы.
Өлшеу әдісі - өлшеу қағидасы мен өлшеу құралдарын қолдану жолдарының жиынтығы.
Өлшеу құралдары - қалыптандырылған метрологиялық қасиеттері бар, зертеуге қолданылатын техникалық құралдар.
Өлшеу дұрыстығы - нәтиженің жүйелі қателіктерін жоққа шығаратын өлшеу сапасы.
Өлшеудің сенімділігі - шын мәннен ауытқулардың ықтималдық сипаттамаларының белгілігі. Өлшеу сенімділігі белгісіз нәтижесінің құндылығы жоқ, ондай нәтиже кейде дезинформацияға әкеліп соқтырады.
Өлшеудің дәлділігі - нәтиженің шын мәнге жақын екенін көрсететін өлшеудің сипаттамасы, оны құралдың дәлдігі және әдістің дәлдігі деп екіге ажыратады. Өлшеу құралының дәлдігі оның көрсетулерінің өлшеніп жатқан шаманың шын мәніне жақындау дәрежесімен анықталады. Өлшеу әдісінің дәлдігі осы әдіс негізделген физмкалық құбылысқа тәуелді.
Өлшеу қателігі - өлшеу нәтижесінің өлшенетін шаманың шын мәнінен ауытқуы. Мұның себебі, өлшенетін шаманың шын мәнінің орнына нақты мәні қолданылатындықтан, физикалық шамаларды өлшеу нәтижесінде олардың тек қана жуық мәні табылады.
Абсолют қателік
Δ= X - A (1.1)
мұндағы Х - өлшеу нәтижесі;
A - өлшенетін шаманың шын мәні.
Салыстырмалы қателік
![]() ,
(%). (1.2)
,
(%). (1.2)
Өлшеу құралдарының қателігін алдын-ала ескеру түзету енгізу арқылы жасалады. Түзету қарама-қарсы таңбамен алынған абсолют қателікке тең
П = - Δ.
Өлшеу қателіктері екі құраушыдан тұрады:
а) жүйелі қателік;
ә) кездейсоқ қателік.
Жүйелі қателік деп белгілі бір шаманы қайталап өлшегенде тұрақты болатын, немесе белгілі заңдылықпен өзгеретін қателіктерді айтады. Мысалы, аспап шкаласын бөліктеу, яғни аспап шкаласына бөлік сызықтарын түсіру кезінде жіберілген қателікті атауға болады. Ондай қателікті анықтап, түзету енгізу арқылы жоюға болады.
Қоршаған ортаның, мысалы, температураның, қысымның, кернеудің өзгеруі жүйелі қателіктің пайда болуына себеп болады.
Кездейсоқ қателіктер деп белгілі бір шаманы қайталап өлшегенде, кездейсоқ өзгеріп отыратын қателіктерді айтады. Оларды тәжірибе жүзінде анықтап, жою мүмкін емес. Мұндай қателіктердің пайда болу себебі де кездейсоқ болады. Мысалы, өлшеу құралдарының қозғалмалы бөліктері мен тіректерінің үйкелісі нәтижесінде пайда болуы мүмкін.
2 - дәріс. Ықтималдықтар теориясының негіздері
Жоспары: ықтималдықтың түсініктемесі. Кездейсоқ шама. Үлестірілу функциясы. Кездейсоқ шама ықтималдықтарының тығыздығы. Математикалық үміт және дисперсия. Тәуелсіз оқиғалардың орындалу ықтималдығы. Кездейсоқ қателіктердің бірқалыпты үлестірілуі. Кездейсоқ қателіктердің қалыпты үлестірілуі. Стьюдент үлестірілуі. Сенімділік интервалы.
2.1 Ықтималдықтар теориясының негіздері
Ықтималдықтар теориясы мен математикалық статистика – жоғары математиканың біртектес бөлімдері. Екеуі де өлшеу нәтижелерін статистикалық өңдеудің бірден-бір инструменті болып табылады.
Ықтималдықтар теориясы физикалық құбылыстардың математикалық сипатын көрсетеді және олардың арасындағы қарым-қатынасты зерттейді.
Математикалық статистика көп қайталанылатын өлшеулер мен бақылаулардың нәтижелерінің шашырауы байқалатын жағдайларда оларды өңдеу әдістерін көрсетеді.
Ықтималдықтар теориясында қолданылатын терминдер мен анықтамалар:
- А оқиғасы – сыртқы жағдай шарттарын өзгертпей, бірнеше қайтара өлшене алатын қандай да бір шаманы бақылау нәтижесі;
- нақты орындалатын оқиға – берілген шарттар комплексінде міндетті түрде орындалатын оқиға;
- мүмкін болмайтын оқиға – берілген шарттар комплексінде орындалмайтын оқиға;
- кездейсоқ оқиға – орындалуы да, орындалмауы да мүмкін оқиға.
Мысалы: тиын жоғары лақтырылды, оның құлауы – нақты орындалатын оқиға, ал “герб” немесе “решка” түсуі – кездейсоқ оқиға.
Р (А)=1 – нақты оқиға,
Р (А)=0 – мүмкін емес оқиға,
0≤ Р (А) ≤1 – кездейсоқ оқиға, (2.1)
Р (А)=![]() , (2.2)
, (2.2)
Р (А)≈![]()
мұндағы nA –А оқиғасы пайда болған сынақтар саны;
n – жалпы сынақтар саны.
(2.2) өрнек ықтималдықтың статистикалық тұрғыдан түсініктемесі болып табылады.
2.2 Кездейсоқ шама
Кездейсоқ шама – бірдей жағдайларда өлшенген физикалық шаманың бір өлшеуден екінші өлшеуге өткенде, еріксіз өзгеріп отыратын мәні.
Олар дискретті және үздіксіз болып бөлінеді. Дискертті
кездейсоқ шамалардың мүмкін болатын мәндері де
дискретті (арасында сан жоқ нақты мәндер). Үздіксіз
кездейсоқ шамалардың мәндері берілген интервалға
үлестірілген болады. Мыс: [а, b] ; [0,![]() ] ; [-
] ; [-![]() ,+
,+![]() ] т.с.с.
] т.с.с.
![]() –
Х, Y кездейсоқ шамалардың мүмкін болатын мәндері.
–
Х, Y кездейсоқ шамалардың мүмкін болатын мәндері.
Егер Х кездейсоқ шама үздіксіз үлестірілген болса, онда оны [х,х+Δх] интервалында табу ықтималдығы интервал көлеміне тәуелді болады.
Р{х ≤ Х ≤ х+ Δх }≈Δх. (2.3)
Х кездейсоқ шаманың мәні х мәнге ие болу ықтималдығы нолге тең
Р{Х = х }=0. (2.4)
Егер үздіксіз кездейсоқ шама [-![]() ,+
,+![]() ] нақты осьтің бәріне
үлестірілген болса, онда интегралдық функцияны қарастыру керек.
] нақты осьтің бәріне
үлестірілген болса, онда интегралдық функцияны қарастыру керек.
Үздіксіз кездейсоқ шамалардың ықтималдығын анықтау үшін мүмкін болатын мәндердің шекті интервалын, немесе көлемі нолге ұмтылатын интервалдарды қарастыру қажет.
2.3 Үлестірілу функциялары және кездейсоқ шама ықтималдықтарының тығыздығы
2.3.1 Үлестірілудің интегралдық функциясы
Х кездейсоқ шаманы бақылау нәтижесінің үлестірілуінің интегралдық функциясы Ғ(х) дегеніміз і-ші тәжірибеде бақылау нәтижесінің хі мәні қандай да бір х-тен кіші болуы ықтималдығының сол х мәніне тәуелділік функциясы
Ғ(х)=Р{ хі
≤ х }=Р{-![]()
![]() хі ≤ х }
(2.5)
хі ≤ х }
(2.5)
Ғ(х) функциясы төмендегі шарттарды қанағаттандырады:
а) Ғ(-![]() )=0; Ғ(
)=0; Ғ(![]() )=1. Яғни Ғ(х)
функциясы мәндерінің өзгеру интервалы [0,1]. Ғ(
)=1. Яғни Ғ(х)
функциясы мәндерінің өзгеру интервалы [0,1]. Ғ(![]() )=1, демек кездейсоқ
шаманың кез-келген мәнін нақты осьте табуға
болатындығының ықтималдығы - нақты орындалатын
оқиға;
)=1, демек кездейсоқ
шаманың кез-келген мәнін нақты осьте табуға
болатындығының ықтималдығы - нақты орындалатын
оқиға;
ә) х2![]() х1 болса, Ғ(х2)
х1 болса, Ғ(х2)
![]() Ғ(х1),
демек ол өспелі функция;
Ғ(х1),
демек ол өспелі функция;
б) Егер кездейсоқ шаманың мүмкін болатын мәндері [а, b] интервалында
орналасқан болса, онда {Ғ(х) =0, х≤а
{Ғ(х) =0, х≥в.
Ғ(х)- үздіксіз функция болғандықтан, оны дифференциалдауға болады;
в) Кездейсоқ шама мәндерінің [х, х+Δх] шекті интервалда табылатындығының ықтималдығы
Р{х≤Х≤х+Δх}=Ғ(х+Δх)-Ғ(х), (2.6)
егер Δх→0, р→0.
2.3.2 Үлестірілудің дифференциал фукциясы
Үлестірілудің дифференциал фукциясы, немесе кездейсоқ шама ықтималдықтарының үлестірілу тығыздығы кездейсоқ шама қасиеттерін сипаттау үшін қолданылады.
Үлестірілудің дифференциал фукциясы өзінің аргументі бойынша интеграл функциядан алынған туынды функция болып табылады.
ƒ(х) =![]() .
(2.7)
.
(2.7)
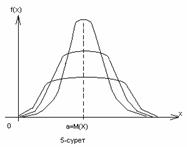
Үлестірілудің дифференциал функциясының графигін үлестірілу қисығы деп атайды. Ол қоңырау кейіптес болады (2.1а-сурет).

а) 2.1Сурет б)
Кез келген процесті математикалық модель түрінде қарастыруға болады. Онда процесс нәтижесінің негізгі параметрлері ретінде орташа мән және стандартты ауытқу алынады. Орташа мән µ (мю) процесс орташа қалай жұмыс істейді деген сұраққа жауап береді. Стандартты ауытқу σ (сигма) процесс нәтижесінің вариабельділік деңгейін көрсетеді. Алғашқы шарт бойынша ауытқу толығымен кездейсоқ деп есептелінеді, демек нәтиженің ығысуына ықпалын тигізетін жүйелі себептер жоқ деген сөз. Бұл жағдайда ауытқулардың процестің орташа мәні айналасында үлестірілуі қалыпты
|
 үлестірілуге
жақын болады.
үлестірілуге
жақын болады.
Геометриялық тұрғыдан қарағанда,
|
функциясының кейпі қоңырау
тәріздес болып келеді (2-сурет),
оның шыңына сәйкес келетін мән
µ процестің орташа мәні болып
табылады. Ал стандартты ауытқу σ
|
нүктесінің арасына сәйкес келеді.
2.2 Сурет Дифференциал функцияны интеграл-
дау арқылы интегралдық функцияны алуға болады (2.1б-сурет).
Ғ(х)
=![]() ƒ(х)dx
(2.8)
ƒ(х)dx
(2.8)
Ғ(+![]() )=1
болғандықтан, төмендегі теңдік орындалады
)=1
болғандықтан, төмендегі теңдік орындалады
![]() ƒ(х)dx
=1. (2.9)
ƒ(х)dx
=1. (2.9)
Демек, үлестірілудің дифференциал функциясының графигі мен абсцисса осі арасында шектелген ауданның мәні S=1. (Бұл - қалыптандыру ережесі).
Үлестірілу функцияларын қолдана отырып, кездейсоқ Х шаманы бақылау нәтижесі немесе δ кездейсоқ қателік мәндері [х1 х2], [δ1,δ2] интервалдарына табылатындығының ықтималдығын анықтауға болады.
Интегралдық функция терминологиясында ықтималдық былай өрнектеледі
Р(х1![]() Х
Х![]() х2) =Р{-
х2) =Р{-![]()
![]() Х
Х![]() х2}-Р{-
х2}-Р{-![]()
![]() Х
Х![]() х1}=Ғ(х2)-Ғ(х1)
(2.10)
х1}=Ғ(х2)-Ғ(х1)
(2.10)
Яғни, бақылау нәтижесінің немесе кездейсоқ қателіктің мәнідерінің берілген интервалда болуының ықтималдығы осы интервал шектеріндегі интегралдық функция мәндерінің айырмасына тең.
Үлестірілудің интегралдық функциясын (2.8) – бойынша ықтималдықтың үлестірілу тығыздығына алмастырсақ, ізделіп жатқан ықтималдық дифференциялдық функция терминологиясында былай жазылады
Р(х1![]() Х
Х![]() х2) =
х2) =![]() ƒ(х)dx-
ƒ(х)dx- ![]() ƒ(х)dx=
ƒ(х)dx=![]() ƒ(х)dx. (2.11)
ƒ(х)dx. (2.11)
Демек, бақылау нәтижесінің, немесе кездейсоқ қателіктің берілген интервалға түсуінің ықтималдығы - үлестірілу қисығымен, абсцисса осімен және осы интервал шектерінде тұрғызылған перпендикулярлармен шектелген фигураның ауданына тең.
2.4 Математикалық үміт және кездейсоқ шаманың дисперсиясы
2.4.1 Математикалық үміт
Бақылау нәтижелері өлшеніп жатқан шаманың шын мәнінің айналасына шоғырланады, және ол мәнге жақындаған сайын, табу ықтималдығы арта түседі. Демек, өлшеніп жатқан шаманың шын мәнінің бағасы ретінде үлестірілу қисығы мен абсцисса осі арасындағы фигураның ауырлық центрінің координатасын алуға болады. Оны бақылау нәтижелерінің математикалық үміті деп атайды.
М[Х]
=mx=![]() х ƒ(х)dx. (2.12)
х ƒ(х)dx. (2.12)
Енді кездейсоқ қателіктің дәлірек анықтамасын былай беруге болады:
δ=Х - М[Х] (2.13)
(кездейсоқ қателік бақылаудың бірлік нәтижесі мен математикалық үмітінің айырмасына тең).
Сонымен, математикалық үміт - Х кездейсоқ шаманың шын орта мәніне
тең (Хц=М[Х]) және үлестірілудің “ауырлық центрін” сипаттайды.
2.4.2 Бақылау нәтижелерінің үлестірілу дисперсиясы кездейсоқ қателіктертің үлестірілу дисперсиясына тең, және ол кездейсоқ қателіктердің математикалық үміт айналасында шашырауын сипаттайды. Яғни, кездейсоқ үлестірілудің “ауырлық центрі” айналасында орналасуын сипаттайды.
D[X] =D[δ]
=![]() δ2ƒ(δ)dδ, (2.14)
δ2ƒ(δ)dδ, (2.14)
D[X]
=![]() (х-М[х])2
ƒ(х)dx. (2.15)
(х-М[х])2
ƒ(х)dx. (2.15)
Механикалық интерпретация бойынша бақылау нәтижелерінің математикалық үміті үлестірілу қисығы мен ОХ осі арасындағы фигураның ауырлық центрінің абсциссасы, ал үлестірілу дисперсиясы ауырлық центрі арқылы өтетін вертикаль ось айналасында айналу инерциясы моментінің аналогы болып табылады.
2.4.3 Бақылау нәтижелерінің орташа квадраттық ауытқы
Кездейсоқ қателіктер шашырауын сипаттау үшін
диспериядан алынған түбірдің оң мәнін
қолданады. Оны бақылау нәтижелердің орташа квадраттық
ауытқуы деп атайды ![]() =+
=+![]() . (2.16)
. (2.16)
Егер Z=х+y; х,у- тәуелсіз кездейсоқ шамалар болса, онда тәуелсіз кездейсоқ шамалардан бақылау нәтижелерінің О.К.А.
![]() =
=![]() .
(2.17)
.
(2.17)
2.5 Кездейсоқ шамалардың (қателіктердің) үлестірілулерінің түрлері
Қателіктердің үлестірілуінің түрлері өте көп. Мысалы, тек қана электрлік және электрлік емес шамаларды әртүрлі аспаптармен өлшеу қателіктерінің өзінде 217 үлестірілудің түрі бар. Мысалы, трапециялық, экспоненциялдық, Стьюдент үлестірілуі т.б. Солардың ішінде біздің қарастыратынымыз:
а) бірқалыпты үлестірілу;
ә) қалыпты үлестірілу (Гаусс үлестірілуі);
б) Стьюдент үлестірілуі.
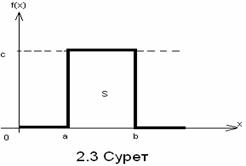
2.5.1 Бірқалыпты үлестірілу
 Кездейсоқ шаманың мүмкін
болатын мәндері, немесе өлшеу құралдарының
кездейсоқ қателіктерінің мүмкін болатын
мәндерінің ықтималдықтары бірдей болып, [а,в]
интервалында жататын болса, үлестірілу бірқалыпты деп аталады.
Кездейсоқ шаманың мүмкін
болатын мәндері, немесе өлшеу құралдарының
кездейсоқ қателіктерінің мүмкін болатын
мәндерінің ықтималдықтары бірдей болып, [а,в]
интервалында жататын болса, үлестірілу бірқалыпты деп аталады.
Онда тығыздық функциясы ƒ (х) былай анықталады
ƒ(х) = {0, егер х<а болса,
{с, егер а ≤х≤в болса, (2.18)
{0, егер х>в болса
мұндағы
с =![]() .
.
Қалыптандыру ережесі бойынша![]() ƒ(х)dx=1, немесе
ƒ(х)dx=1, немесе![]() ƒ(х)dx =1,
яғни S=1.
ƒ(х)dx =1,
яғни S=1.
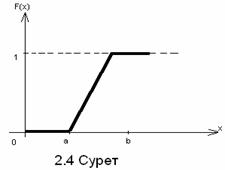 Енді
Ғ(х) интегралдық үлестірілу
Енді
Ғ(х) интегралдық үлестірілу
функциясын анықтайық.
0, егер х<а болса,
Ғ(х)
=![]() , егер а≤х≤в
болса, (2.19)
, егер а≤х≤в
болса, (2.19)
1, егер х>в болса.
Бірқалыпты үлестірілген шаманың
математикалық үміті былай анықталады
 . (2.20)
. (2.20)
Сонымен математикалық үміт ![]() анықтамада
айтылғандай берілген интервалдың ортасына сәйкес келеді (Хц=М[Х]).
анықтамада
айтылғандай берілген интервалдың ортасына сәйкес келеді (Хц=М[Х]).
Бірқалыпты үлестірілген шаманың дисперсиясы былай анықталады
 . (2.21)
. (2.21)
Бірқалыпты үлестірілген шаманың орташа квадраттық ауытқуы
![]() .
(2.22)
.
(2.22)
2.5.2 Қалыпты үлестірілу (Гаусс үлестірілуі)
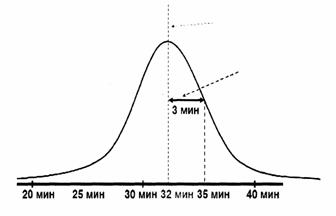
Қалыпты үлестірілу (Гаусс үлестірілуі) ықтималдық теориясы мен математикалық статистиканың негізгі үлестірілуі болып табылады. Ол кездейсоқ шамалардың қасиеттерін өте жақсы ашады. Эксперименттік нәтижелерді өңдеу мен өлшеу қателіктерін бақылау үшін кеңінен қолданылады. Оның себебі орталық шектік теоремамен түсіндіріледі. Бұл теореманы тағайындауға ірі математиктер А. Де Муавр, П. Де Лапас, К.Ф. Гаусс, П.Л. Чебышев, А.М. Ляпуновтар еңбек сіңірген. Бұл теорема бойынша бақылау нәтижелерін құрайтын тәуелсіз әсерлесетін өте көп факторлардың әрқайсысының әсері қалғандарының сомарлық әсерінен кем болса, кездейсоқ қателіктердің үлестірілу қалыпты болады.
Қалыпты үлестірілудің дифференциял функциясы мына теңдеумен беріледі
ƒ(х) = (2.23)
(2.23)
мұндағы х - [-![]() ,+
,+![]() ] интервалында берілген кездейсоқ шама
мәндері;
] интервалында берілген кездейсоқ шама
мәндері;
а = М[х];
![]() 2=D[х];
2=D[х];
![]() >о
- қалыпты үлестірілген шаманың стандарт ауытқуы.
>о
- қалыпты үлестірілген шаманың стандарт ауытқуы.
|
 Қалыптандыру
ережесі бойынша
Қалыптандыру
ережесі бойынша ![]() а=М[х]- тің бірдей мәндерінде
а=М[х]- тің бірдей мәндерінде
![]()
![]()
![]() <
<![]() 2<
2<![]() болған
жағдайда графиктердің
болған
жағдайда графиктердің
аудандарына
қарасақ, ![]() артқан
сайын
артқан
сайын
график «жайыла» түседі.
ƒ(х) =Ғ1(х)болғандықтан,
F(х) =![]() ƒ(х)dx. Демек
ƒ(х)dx. Демек
Ғ(х) =![]()
![]() ехр
ехр dx. (2.24)
dx. (2.24)
Оң жақтағы интеграл ықтималдықтар
интегралы деп аталады (қателіктер интегралы). Ол жақсы зерттелген, мәндері
кестеленген. Есептеулер кезінде қалыптандырылған үлестірілу
қолданылады, ол үшін өлшем бірліксіз аргумент енгізіледі t=![]() ; dx=
; dx=![]() ,
(2.25)
,
(2.25)
ƒ(t)= , (2.26)
, (2.26)
Ғ(t) = . (2.27)
. (2.27)
Бұл функция мәндері де кестеленген. Оның көмегімен қалыпты заң бойынша үлестірілген шаманың өлшеніп жатқан мәнінің берілген интервалға түсуінің ықтималдығын есептейді.
t стандарт ауытқу ![]() -ның үлесімен берілген. Ол Х
шаманың а =М [Х] математикалық үміттен ауытқуын
көрсетеді.
-ның үлесімен берілген. Ол Х
шаманың а =М [Х] математикалық үміттен ауытқуын
көрсетеді.
Параметрлері М [Х] = а,![]() болатын кез келген қалыпты
үлестірілуге параметрлері (0,1) қалыптандырылған
үлестірілу сәйкес келеді.
болатын кез келген қалыпты
үлестірілуге параметрлері (0,1) қалыптандырылған
үлестірілу сәйкес келеді.
 t
t![]() (0) =
(0) =![]() .
.
Эксперименттік мәліметтерді өңдеу үшін
Лапластың қалыптандырылған функциясын
қолданған ыңғайлы.
Ф(t1)
= .
(2.28)
.
(2.28)

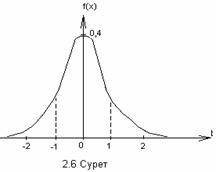
Р![]() =Ф(t1} (2.7а-сурет), Р{- t1<t<t1}=2Ф(t1)
(2.7б-сурет),
=Ф(t1} (2.7а-сурет), Р{- t1<t<t1}=2Ф(t1)
(2.7б-сурет),
Р{t<-t1;t>t1}=1-2Ф(t1) (2.7в-сурет).
t=1 δ=±![]() Ф(1) =0,34 Р{-1
< t < 1}=
Ф(1) =0,34 Р{-1
< t < 1}=![]() = 0,68|68%,
= 0,68|68%,
t=2 δ=±2![]() Ф(2) =0,477 Р{- 2
< t < 2}=
Ф(2) =0,477 Р{- 2
< t < 2}=![]() 0,954|95%,
0,954|95%,
t=3 δ=±3![]() Ф(3) =0,4986 Р{- 3
< t < 3}=
Ф(3) =0,4986 Р{- 3
< t < 3}=![]() 0,997|99%.
0,997|99%.
δ=±3![]() ауытқу кезіндегі қателік
өрескел қателік болып табылады, оны ары қарай өңдеуден
алып тастайды. Бұл «3
ауытқу кезіндегі қателік
өрескел қателік болып табылады, оны ары қарай өңдеуден
алып тастайды. Бұл «3![]() ережесі» деп аталады.
ережесі» деп аталады.
2.5.3 Стьюдент үлестірілуі
Бір физикалық шаманы көп рет (30 дан артық) бақылаулар арқылы анықтау кезінде қалыпты үлестірілуді қолдану заңды. Бірақ тәжірибе жүзінде 20-30 бақылаулармен шектелуге тура келеді. Бұл жағдайда үлестірілу заңы ерекше және бақылау санына тәуелді болады. Бақылаулар соны шектеулі болғанда, кездейсоқ қателіктерді Стьюдент (В.С. Госсет) үлестірілуі дәлірек сипаттайды. ƒ(х) тығыздық функциясы кездейсоқ қателікке ғана емес, сонымен қатар п бақылау санына да тәуелді болады.
Аналитикалық түрде Стьюдент заңы мына теңдеумен өрнектеледі
 ƒ(
ƒ(![]() ,п) =
,п) = . (2.29)
. (2.29)
Г(п) - гамма функция бүтін сандар үшін
төмендегідей қасиеттерге ие
Г(п +1)= п Г(п)жәнеГ(п +1) = п! (2.30)
|
у= . (2.31)
. (2.31)
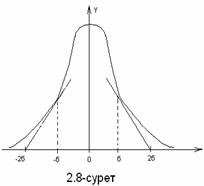
Мұндай теңдеумен берілген қателіктер үлестірілуінің қисығы 2.8-суретте келтірілген. Оның төмендегідей қасиеттері бар:
а) Қателіктер қисығы абсцисса осінен
жоғары жатады, себебі ![]() – ның ешқандай мәнінде y-тің
мәрдері нөлге және теріс мәнге тең болмайды;
– ның ешқандай мәнінде y-тің
мәрдері нөлге және теріс мәнге тең болмайды;
ә) Қисық оy осіне қатысты симметриялы, себебі exp – жұп функция;
б) ![]() =0
жағдайда y максимал мәніне ие болады;
=0
жағдайда y максимал мәніне ие болады;
в)![]() нүктелері
графиктің иілу нүктелері болып табылады;
нүктелері
графиктің иілу нүктелері болып табылады;
г) Иілу нүктесінен тұрғызылған жанама абсцисса
осінен ![]() –ге
тең кесірді қияды.
–ге
тең кесірді қияды.
Метрологиялық жұмыстарда кездейсоқ шама мәндерінің берілген ықтималдықпен төмендегідей интервалдарға түсуіне көп көңіл бөледі.
δ=0 Р=1
δ=±![]() Р=0,683
Р=0,683
δ=±2![]() Р=0,954
Р=0,954
δ=±3![]() Р=0,9973
Р=0,9973
«3![]() ережесі» бойынша қалыпты
үлестірілген кездейсоқ шаманың
ережесі» бойынша қалыпты
үлестірілген кездейсоқ шаманың
±3![]() интервалы
шектерінен шығып кетпейтіндігінің ықтималдығы бірге
жақын (Р=0,9973).
интервалы
шектерінен шығып кетпейтіндігінің ықтималдығы бірге
жақын (Р=0,9973).
2.5.4 Сенімділік интервалы туралы ұғым
Эксперимент нәтижелерін статистикалық өңдеу жолымен алынған бағаның сенімділігі жөнінде сөз болғанда, мынадай мәліметтерді білу керек:
- өлшеніп жатқан шаманың шын мәні анықталатын жинақтың көлемі жеткілікті үлкен ба?
- зерттеліп жатқан құбылыстың кездейсоқтығы мен кездейсоқ қателіктердің болуы салдарынан нәтиженің шашырау дәрежесі жоғары ма?
Мұндай информацияны біле отырып, өрескел
қателіктерді анықтауға және өрескел
қателіктері бар нәтижелерді ары қарай өңдеуден
алып тастауға болады. Өлшеніп жатқан шаманың
күтілген мәнін сипаттайтын ![]() – орташа арифметикалық мәнді
және өлшеніп жатқан шаманың орташа мәнге
қатысты шашырауын сипаттайтын
– орташа арифметикалық мәнді
және өлшеніп жатқан шаманың орташа мәнге
қатысты шашырауын сипаттайтын ![]() – орташа квадраттық ауытқуды
білу арқылы өлшеніп жатқан шаманың шын мәні
жататын интервалды табуға болады. Өлшеу нәтижесінің
көбісі осы интервалда жатады. Бұл интервалдың орны мен
ауқымын өлшеуді қанағаттандыратын
ықтималдықтың мәнімен байланыстыра қарастырудың
мағынасы үлкен. Бұл ықтималдық
таңдалған интервалдың және алынып жатқан
өлшеу сериясының сенімділігін сипаттайды.
– орташа квадраттық ауытқуды
білу арқылы өлшеніп жатқан шаманың шын мәні
жататын интервалды табуға болады. Өлшеу нәтижесінің
көбісі осы интервалда жатады. Бұл интервалдың орны мен
ауқымын өлшеуді қанағаттандыратын
ықтималдықтың мәнімен байланыстыра қарастырудың
мағынасы үлкен. Бұл ықтималдық
таңдалған интервалдың және алынып жатқан
өлшеу сериясының сенімділігін сипаттайды.
Математикалық статистикада қолданылатын сенімділік интервалы дегеніміз өлшегенін жатқан шаманың мәні берілген ықтималдықпен табылатын интервал.
Өлшеніп жатқан Х шаманың үлестірілу
функциясы Ғ(х) белгілі болса, Х тің мәндері (![]() -
-![]() ;
;![]() +
+![]() ) интервалында болатындығының
ықтималдығын сенімділік ықтималдығы деп атайды.
) интервалында болатындығының
ықтималдығын сенімділік ықтималдығы деп атайды.
Р{ ![]() -
-![]() < Х <
< Х <![]() +
+![]() }=Ғ(
}=Ғ(![]() +
+![]() )-Ғ(
)-Ғ(![]() -
-![]() ) =
) =![]() (2.32)
(2.32)
мұндағы ![]() – n өлшеулердің орташа
арифметика мәні;
– n өлшеулердің орташа
арифметика мәні;
![]() –
сенімділік ықтималдығы;
–
сенімділік ықтималдығы;
1-Р=q – мәнділік деңгейі болады.
3-дәріс. Математикалық статистика элементтері
Жоспары: статистикалық таңдаулы және бас жиынтық. Статистикалық үлестірілудің гистрогаммасы.
3.1 Статистикалық таңдаулы және бас жиынтық
Математикалық статистика саны көп бақылаулардың шашырауы бар нәтижелерін өңдеу әдістерін көрсетіп береді. Негізінен ықтималдық теориясына сүйене отырып, эксперимент нәтижесін бір-бірімен байланыстыратын буын болып табылады.
Егер Х - кездейсоқ шама n рет өлшенгенде ![]() ,
,![]() ,…,
,…,![]() мәндерге ие болса, осы өлшеу
нәтижелерінің мәндері статистикалық таңдаулы
жиынтық түзеді.
мәндерге ие болса, осы өлшеу
нәтижелерінің мәндері статистикалық таңдаулы
жиынтық түзеді.
Бас жиынтық кездейсоқ шаманың мүмкін болатын барлық мәндерінен тұрады.
Бас жиынтықтың көлемі шексіз үлкен болуы мүмкін және ол математикалық статистика ұғымдары мен ықтималдық теориясының ұғымдарын бір-бірімен байланыстыратын абстракция болып табылады.
Математика статистикасының негізгі мәселесі- көлемдері шектелген таңдаулы жиынтықтарды қолдана отырып, кездейсоқ шаманың қасиеттерін зерттеу. Экспериментті тек бірнеше рет қана қайталау мүмкіндігі болғандықтан, таңдаулы жиынтық көлемі кіші болып келеді. Кіші көлемді таңдаулы жиынтықтарды қарастырғанда, эксперимент нәтижелерінің сенімділігі туралы сұрақ өте маңызды. Бұл да математикалық статистикасының қарастыру объектсі.
3.2 Таңдаулы жинақтың орта мәні (орташа арифметикалық мәні)
Х – кездейсоқ шаманың М[х] математикалық үмітінің
статистикалық бағасы деп ![]() - таңдаулы жинақтың орта
мәнін айтады
- таңдаулы жинақтың орта
мәнін айтады
![]() =
=![]() (3.1)
(3.1)
мұндағы ![]() - орташа арифметика мәні, ол әдетте
- орташа арифметика мәні, ол әдетте
![]() >0, п→
>0, п→![]() кезде
кезде ![]() →М[х],
яғни орташа арифметика мән кездейсоқ шаманың ең
ықтимал мәні болып табылады. Қолданбалы статистикада орташа
арифметика мәні үлестірілу орталығына сәйкес келеді.
Бақылау нәтижелері берілген шашырау дәрежесімен осы
→М[х],
яғни орташа арифметика мән кездейсоқ шаманың ең
ықтимал мәні болып табылады. Қолданбалы статистикада орташа
арифметика мәні үлестірілу орталығына сәйкес келеді.
Бақылау нәтижелері берілген шашырау дәрежесімен осы ![]() мәнінің екі
жағына топталады.
мәнінің екі
жағына топталады.
3.3 Кездейсоқ шаманың таңдаулы орташа квадраттық ауытқуы
Ықтималдық теориясында орташа квадраттық ауытқу дисперсиядан алынған түбірдің оң мәні ретінде алынады
![]() х=+
х=+![]() ,
(3.2)
,
(3.2)
![]() [х] =
[х] =![]() (х-м[х])2ƒ(х)dx .
(3.3)
(х-м[х])2ƒ(х)dx .
(3.3)
Математикалық статистикада таңдаулы орташа мәннің аналогиясы сияқты дисперсияның статистикалық бағасын жазамыз (жинақ көлемі үлкен кезде)
![]() [х] =
[х] =![]() .
(3.4)
.
(3.4)
Ал жинақ көлемі кіші (<50) болған жағдайда дисперсияның ығыспаған статистикалық бағасы былай жазылады
![]() [х] =
[х] =![]() .
(3.5)
.
(3.5)
Кездейсоқ шаманың орташа квадраттық ауытқуының таңдаулы мәндер жинағы
S[x] =Sx= , немесе Sx=
, немесе Sx=![]() . (3.6)
. (3.6)
3.4 Таңдаулы жинақтың орта мәнінің таңдаулы орташа квадраттың ауытқуы
Х кездейсоқ шаманың таңдаулы
жинағының ![]() орта
мәні де кездейсоқ шама болып табылады. Эксперимент шарттарын
өзгертпей, n өлшеулер алғанда, бәрі бір сол
таңдаулы жинақты аламыз. Орташа мәні
орта
мәні де кездейсоқ шама болып табылады. Эксперимент шарттарын
өзгертпей, n өлшеулер алғанда, бәрі бір сол
таңдаулы жинақты аламыз. Орташа мәні ![]() болатын
болатын ![]() ≤х2≤...≤
≤х2≤...≤![]() таңдаулы
жинағы.
таңдаулы
жинағы.
Тек қана х тің таңдаулы жинағының орта мәні х тің бастапқы мәндеріне қарағанда шашырауы аз болады. Көлемі артқан сайын шашырау азая түседі.
![]() =
=![]() .
(3.7)
.
(3.7)
Орташа арифметикалық мәнінің шашырау
деңгейінің бағасы жеке алынған нәтижелердің
мәндерінің бағасынан ![]() есе кіші
есе кіші
![]() =
= . (3.8)
. (3.8)
Берілген Р – сенімділік ықтималдығы үшін бақылаулар
санының п, еркіндік деңгейінің k=n-1 мәндерінде
tст Стьюдент коэффициентін кестеден алып, сенімділік
интервалының шекарасын табуға болады ![]() = tст·
= tст·![]() .
.
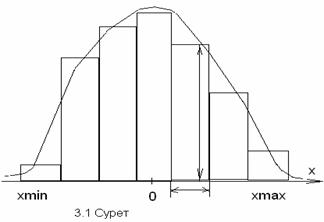
3.5 Статистикалық үлестірілудің гистрогаммасы
Гистрограмма - математикалық статистикадағы үлестірілу функциясы мен ықтималдық тығыздығының аналогы ретінде статистикалық мәндерді көрнекі ұсынудың әдісі болып табылады. Бақылау нәтижелерінің дұрыстығы үлестірілу қалыпты болғанда сенімдірек болады. Сондықтан көп жағдайда, нәтижені өңдеу үлестірілудің қалыптылығын тексеруге келіп тіреледі. Сонда нәтижелерді алғашқы өңдеудің бір негізі гистрогамма тұрғызу болып табылады.
Бақылау нәтижелерінің саны үлкен (n>40) болған жағдайда бұл мәселе мынадай ретпен шешіледі:
а) Статистикалық өңдеу алдында таңдаулы жиынтықты реттеп алады, кездейсоқ шаманың таңдап алынған мәндерін өсу ретімен орналастырады
х1≤х2≤…≤х![]() ;
;
ә) Бақылау нәтижелерінің бүкіл диапазонын і интервалдарға бөліп, оның санын былай тағайындайды:
і=1+3,2lg n.
Ол сан бүтін санға дейін дөңгелектеледі (п-барлық өлшеулер саны);
б) Интервалдардың ұзындығы анықталады ![]() =
=![]() ;
;
в) х сандық осьті анықтап, онда «0» нүктесін белгілейді.
Осы «0» нүктесінен екі жаққа алдымен 0,5(∆Хі)
жарты интервал, содан кейін (∆Хі) бүтін интервалдар
салынады. Шеткі ![]() және
және
![]() мәндерін
тапқанға дейін сала береміз, (
мәндерін
тапқанға дейін сала береміз, (![]() мәннен
мәннен ![]() мәнге қарай і интернавал
салынады);
мәнге қарай і интернавал
салынады);
г) Сан осінің бойында әрбір і-ші интервалға түскен mi кездейсоқ қателіктер саны анықталды;
д) Р![]() =
=![]() бақылау
нәтижесінің і-ші интервалға түсуінің
ықтималдығының статистикалық бағасы
анықталады;
бақылау
нәтижесінің і-ші интервалға түсуінің
ықтималдығының статистикалық бағасы
анықталады;
е) ![]() -
әрбір (∆Хі) интервалдағы үлестірілудің
орташа тығыздығының бағалары анықталады.
-
әрбір (∆Хі) интервалдағы үлестірілудің
орташа тығыздығының бағалары анықталады.
|
|
әрбір интервалға биіктігі сол
интервалға
сәйкес келетін ![]()
![]() мәніне
тең тіктөртбұрыштар
мәніне
тең тіктөртбұрыштар
тұрғызылады. Осылай алынған
график статистикалық
үлестірілудің гистограммасы деп
∆Хі аталады (3.1-сурет).
Таңдаулы жинақ көлемі үлкен болған сайын, гистограмма түрі жақсара түседі. Қарсы жағдайда әрқайсысына жеткілікті таңдаулы мәндер сыятындай етіп кесіндіні үлкейтуге тура келеді.
4-дәріс. Тура және жанама өлшеулер. Олардың қателіктері
Жоспары: өлшеу құралдарының қателіктері. Өлшеу нәтижелерін статистикалық өңдеу.
4.1 Тура өлшеулердегі аспап қателіктерін бағалау
Өлшеу құралдарының көп түрлілігі олардың метрологиялық сипаттамаларының (МС) жекелеп қарастыруын мағынасыз етеді. Сондықтан аспаптық қателікті мына қосынды ретінде қарастырады
∆асп=∆0+∆қос+∆дин+∆ққ (4.1)
∆0 – негізгі қателік;
∆қос – қосымша қателік;
∆дин – динамикалық қателік;
∆ққ – өлшеу объекті мен өлшеу құралының қарым қатынассның қателігі.
Өлшеу құралдарын (ӨҚ) екі топқа бөліп қастырады.
1. Өте мұқият жауапты өлшеулер үшін қолданылатын ө.қ. Мұнда өлшеу қателіктері МС бойынша есептелген қателіктерден аспауы керек. Бұл - лабораториялық және техникалық ө.қ. Олар физикалық шаманың өте аз өзгерісін өлшей алады. Эксперимент шарты бойынша сыртқы факторлар олардың МС-ның елеусіз ғана өзгерісін туғыза алады деп саналады.
Мысалы үлгілік ө.қ. алсақ, олар дискретті нәтижелердің бақылауларын көп қайтара жасауға қолданылмайды.
2. Өлшеу құралдарының таңдаулы тобы әсер ететін факторлардың үлкен диапазонында шаманың динамикалық мәндерін өлшеу үшін қолданылады. Бұл топқа жүйелі қолданылатын барлық техникалық құралдар мен өлшеу түрлендіргіштері кіреді.
Бірінші топтағы ӨҚ үшін МС мына түрлері беріледі:
а) мүмкін болатын негізі қателіктер шегі (әсер етуші шамалардың қалыпты мәндерін көрсету арқылы) (∆0);
ә) динамикалық қателіктер шегі (әсер етуші
шамалардың жұмыстық мәндерінің обласын
көрсету арқылы) (∆![]() ,і);
,і);
б) мүмкін болатын вариациялар шегі ∆п.
Мұндай ӨҚ-ң жалпы қателігі негізгі
және қосымша қателіктердің шектерінің
қосындысына тең ∆![]() =∆0+
=∆0+![]() . (4.2)
. (4.2)
Егер ӨҚ қалыптандырылмайтын болса, онда ![]() негізгі ∆0
қателікке кіреді.
негізгі ∆0
қателікке кіреді.
Негізгі қателік ∆0=±![]() =±
=±![]() (4.3)
(4.3)
∆![]() - соммалық қателіктің шамасы Р=1(100%)
ықтималдықпен аспап қателігі табылатын интервалды
анықтайды.
- соммалық қателіктің шамасы Р=1(100%)
ықтималдықпен аспап қателігі табылатын интервалды
анықтайды.
Ал екінші топтағы Ө.Қ. үшін
әртүрлі шамалардың өлшеу қателіктері
дәлірек анықталады. Жалпы қателік ∆![]() кездейсоқ шама
болғандықтан, оны анықтау берілген Р
ықтималдықпен ол қателік кіретін интервалды анықтаумен
бірдей. Бұл интервалды үш этаппен анықтайды:
кездейсоқ шама
болғандықтан, оны анықтау берілген Р
ықтималдықпен ол қателік кіретін интервалды анықтаумен
бірдей. Бұл интервалды үш этаппен анықтайды:
а) төрт құраушы үшін Мі[х] - математикалық үмітті және Dі[х] - дисперсияны анықтау;
ә) жалпы қателік үшін математикалық үмітті және дисперсияны анықтау
М [∆![]() ]=
]=![]() [∆], (4.4)
[∆], (4.4)
D[∆![]() ]=
]=![]() [∆]};
(4.5)
[∆]};
(4.5)
б) өлшеудің аспаптық қателігінің Р ықтималдықпен табылатын интервалын бағалау
М[∆![]() ]-к
]-к![]() ≤
≤![]() ≤М[∆
≤М[∆![]() ]+к
]+к![]() (4.6)
(4.6)
к - үлестірілу түріне тәуелді коэффицент. Мысалы қалыпты үлестірілу заңы үшін: к = 1 (Р=0,68); к = 2 (Р= 0,95); к = 3 (Р= 0,997).
4.2 Жанама өлшеулер
Көп жағдайда зерттеліп жатқан шама тікелей өлшенбейді, тек қана басқа тікелей өлшенетін физ шамалардың қарапайым немесе күрделі функциясы болып табылады (Жанама өлшеулердің қателіктерін анықтау теориясы мен мысалдарды студенттерге өзіндік жұмыс ретінде тапсырылады).
у= ƒ(х1,х2,...хп),
мұндағы ![]() -
тура өлшеулер нәтижесі. Өлшеу қателігі былай
анықталады
-
тура өлшеулер нәтижесі. Өлшеу қателігі былай
анықталады
∆у= . (4.7)
. (4.7)
Мысалы: тығыздығы ![]() =3200
=3200![]() сұйық диаметрі D = 0,12м,
биіктігі Н=0,25м цилиндр ыдыста тұр. Сұйықтың М
массасын анықтау керек.
сұйық диаметрі D = 0,12м,
биіктігі Н=0,25м цилиндр ыдыста тұр. Сұйықтың М
массасын анықтау керек.
∆D=0,0005(м); ∆Н=0,002(м); ∆![]() =50
=50![]() ; М=
; М=![]() ·V=
·V=![]() ·H·
·H·![]() ;
;

![]() -дің
мәнін дөңгелектеудің қателігі
-дің
мәнін дөңгелектеудің қателігі ![]() деп алынады.
деп алынады.
![]() =3,142
=3,142
![]() болғандықтан,
болғандықтан, ![]()
М=3,142·(0,12)2·0,25![]()
∆М=0,09·9,049=0,814кг
М=М±∆М=> М=(9,049±0,814) кг,
М=(9,05±0,81)кг
Интервалдың шектері кездейсоқ қателік пен белгісіз ықтималдықпен байланысқан сенімділік интервал шектерімен сәйкес келмейді.
4.3 Өлшеу нәтижелерін статистикалық өңдеу
4.3.1 Математикалық статистика тұрғысынан экспериментке қойылатын талаптарымен танысу
Статистикалық өңдеу арқылы біріншіден, эксперименттің ақырғы нәтижесін - зерттеліп жатқан шаманың ең ықтимал мәнін көрсетуі керек. Екіншіден, өлшеу қателіктерін, яғни нақты мәндердің статистикалық өңдеуден кейінгі мәндерінен ауытқуының мүмкін болатын шектерін көрсетуі керек.
Есеп былай қойылады:
а) таңдаулы жинақ көлемін дұрыс
анықтау, яғни n - өлшеулер санын дұрыс жоспарлау (n
mін≈5![]() 6
өлшеу);
6
өлшеу);
ә) ӨҚ дәлдік класын білу;
б) сенімділік интервалының ұзындығын, демек соммалық қателіктің шегі мен осы интервал көрсетілген ықтималдықты білу керек.
Егер Р сенімділік ықтималдыға жоғары, сенімділік
интервалы кең болса, эксперимент нәтижесі анықталмай
қалады да, шешім қабылдауға пайдасыз болады. Сондықтан
сенімділік интервалын тарылтамыз да, анықталатын нәтиже аламыз. Бірақ
сенімділік деңгейі зардап шегеді, кейбір нәтижелер қате
болып, шындыққа жақындамайды. Көп жағдайда Р=1-![]() =0,90, немесе
=0,90, немесе
Р=1-![]() =0,95
алынады. Р=1-
=0,95
алынады. Р=1-![]() =0,99
үшін сенімділік интервалы өте кең. Мұндай жағдай өлшеулері
адам өмірі үшін өте қажетті эксперименттерда
қолданылады.
=0,99
үшін сенімділік интервалы өте кең. Мұндай жағдай өлшеулері
адам өмірі үшін өте қажетті эксперименттерда
қолданылады.
4.3.2 Бақылау нәтижелерінің алғашқы өңделуі:
- нәтиже кестеге жазылады;
- графикер тұрғызылады;
- нәтиженің сапалық сарапталуы жасалады, демек олар алдын ала белгілі мәндермен салыстырылады. (Өрескел қателіктер өңдеудің алғашқы этапында алынып тасталады).
- егер өлшеу құралдарының жүйелік қателіктері бар болса, оларда осы алғашқы этапта енгізіледі.
Осылай алғашқы өңдеуден кейін n -өлшеу нәтижесі қалады: х1≤х2≤...≤хn.
Өлшенген шаманың нақты мәні, демек
өлшеу нәтижесі ![]()
![]() =
=![]() .
.
4.3.3 Өлшеудің кездейсоқ қателіктерінің орташа квадраттық ауытқуын есептеу
S![]() =
= . (4.8)
. (4.8)
Берілген P ықтималдық пен n өлшеулер саны
бойынша t![]() Стьюдент
коэффициентін анықтаймыз (таблица 8 [3]).
Стьюдент
коэффициентін анықтаймыз (таблица 8 [3]).
∆Хкездейсоқ =![]() , Р,
, Р,
S![]() =
=![]() ,
,
Р![]() ,
,
t![]() ·Sx =∆
·Sx =∆![]() - кездейсоқ қателіктің
құраушысы.
- кездейсоқ қателіктің
құраушысы.
Р{![]() } =1-
} =1- ![]() .
.
4.3.4 Аспаптық қателіктің орташа квадраттық ауытқуын есептеу
Аспаптық қателіктің орташа квадраттың ауытқуы аспаптың мүмкін болатын негізі қателігімен беріледі, яғни аспаптық қателіктің мүмкін болатын шегі болып табылады.
Ол қателік мыналардан алынады:
- аспаптың құжаты;
- ГОСТ;
- эталондық өлшеулер құралдары;
- дәлдік класы.
∆п
=![]() (4.9)
(4.9)
мұндағы К- аспапттың дәлдік класы;
Х![]() -
аспаптың өлшеу диапазонына келтірілген қалыптандырушы
мән;
-
аспаптың өлшеу диапазонына келтірілген қалыптандырушы
мән;
∆п - аспаптың қателіктің мүмкін болатын шегі.
Егер [-∆п, ∆п] - аспаптық қателіктің кездейсоқ құраушысының үлестірілу кесіндісі болса, аспаптық қателіктің орташа квадраттық ауытқуы, немесе аспаптық қателік (ГОСТ бойынша) былай анықталады
∆Хп=![]() . (4.10)
. (4.10)
Жалпы жағдай үшін
∆Хп= (4.11)
(4.11)
мұндағы ∆nі - і –нші құралдың аспаптық қателігінің мүмкін болатын шегі.
4.3.5 Тура өлшеудің жалпы қателігін анықтау.
Тура өлшеудің жалпы қателігі деп қателіктің кездейсоқ құраушысын да, ӨҚ арқылы кіретін қателікті де ескеретін жалпы қателік (қателіктің кездейсоқ құраушысы да, ӨҚ қателігі де - тәуелсіз кездейсоқ шамалар)
∆Хі=![]() .
.
n - өлшеулер саны қателіктің тек қана кездейсоқ құраушысына әсер етеді
∆xкезд= ƒ(n),
∆ хөқ≠ ƒ(n)
∆хөқ өлшеу құралының қателігін n - өлшеулер санын арттыру немесе кеміту арқылы өзгерте алмаймыз.
Егер ∆ х 2 кезд >>∆ х 2 өқ , онда аспаптық қателік ескерілмейді, демек эксперимент сапасы нашар. Бұл жағдайда n - өлшеулер санын арттыру керек, егер ∆Хкезд <<∆ Хөқ болса, кездейсоқ қателік ескерілмейді, яғни дәлірек құрал қажет.
4.3.6 Бір реттік өлшеудің қателіктері.
Егер аспап дәлдігі төменірек болса және функциялық шаманың өзгеруі қабілеті аз болса, онда бір реттік өлшеулер жүргізеді.
Электр өлшеуіш құралдар қолданылатын өлшеулер үшін өлшеу қателігі ретінде аспаптық қателіктің мүмкін болатын шегі алады. (∆ Х =∆п).
∆ Х =∆п=±![]() .
(4.12)
.
(4.12)
Мысалы: волтьметрдің дәлдік класы К=0,5, макимал кернеу Иmax=100(В), ал өлшенген кернеу Иөлш=51,0(В) болса, онда өлшеу қателігі
∆И=∆ п=![]() =±0,5(В).
=±0,5(В).
Демек, Р=1 ықтималдығы үшін кернеуді өлшеу диапазоны И=(51,0±0,5)В.
4.3.7 Өлшеу нәтижелерін статистикалық өңдеу
Егер Х![]() - өлшеудің кездейсоқ нәтижелері (к=1,...,n; n -
өлшеулер саны) болса, өлшеу нәтижелерінің
- өлшеудің кездейсоқ нәтижелері (к=1,...,n; n -
өлшеулер саны) болса, өлшеу нәтижелерінің ![]() - орташа
арифметикалық мәні және S
- орташа
арифметикалық мәні және S![]() - орташа квадраттық
ауытқудың бағасы анықталады да, p=1-
- орташа квадраттық
ауытқудың бағасы анықталады да, p=1-![]() ықтималдығы
және k=n-1 еркіндік деңгейі үшін кестеден t
ықтималдығы
және k=n-1 еркіндік деңгейі үшін кестеден t![]() - Стьюдент коэффициенті
табылып, ∆Хкезд=t
- Стьюдент коэффициенті
табылып, ∆Хкезд=t![]() ·S
·S![]() - өлшеудің кездейсоқ
қателігі анықталады. ∆Хөқ<<∆Хкезд
болған жағдайда Р =0,95 ықтималдығы үшін
сенімділік интервалы табылады х =
- өлшеудің кездейсоқ
қателігі анықталады. ∆Хөқ<<∆Хкезд
болған жағдайда Р =0,95 ықтималдығы үшін
сенімділік интервалы табылады х =![]() ±∆х.
±∆х.
5-дәріс. Жылутехникалық шамаларды өлшеу құралдары және олардың қателіктері
Жоспары: өлшеу құралдарының классификациясы. Өлшем бірліктер шамасын эталондардан жұмыстық өлшем құралдарына жеткізу. Өлшем құралдары эталондары және жұмыстық ӨҚ тексеру. Өлшеу жүйелері мен өлшеу түрленгіштерінің метрологиялық сипаттамаларын анықтау. ӨҚ сипаттамалық және динамикалық сипаттамалар. ӨҚ қателіктері. Дәлдік класы.
5.1 Өлшеу құралдарының классификациясы
Өлшеу құралы (ӨҚ) дегеніміз өлшеулер үшін қолданылатын қалыпты метрологиялық қасиеттері бар техникалық құралдар. ӨҚ қолданылуы бойынша төмендегі түрлерге бөлінеді.
5.1 Сурет
Шама дегеніміз қабылданған өлшем бірліктерімен берілген физикалық шаманың белгілі бір мөлшерін қайта өндіру үшін қолданылатын өлшеу құралы.
Мысалы: кіртас – массаның шамасы.
Өлшеулік резистор – электр кедергісінің шамасы.
Қалыпты элемент – ЭҚК-ң шамасы.
Шама өлшеніп жатқан физикалық шаманы салыстырып, оның мәнін алу үшін қолданады.
Өлшеу аспабы - өлшеу информациясының сигналын көзге тікелей көрінетін түрге айналдыратын өлшеу құралы.
Көрсетулердің сипаты бойынша көрсететін және тіркейтін өлшеу аспаптар болып бөлінеді. Көрсетулерді жазуы бойынша аналитикалық, сандық болып бөлінеді. Аналитикалық аспаптар информацияны өлшеніп жатқан шаманың үздіксіз функциясы түрінде көрсетеді (диаграммалар, қисықтар). Сандық аспаптар информацияны сан түріндегі дискретті сигналдар ретінде көрсетеді.
Өлшеу түрлендіргіші - өлшеу информациясының сигналын өңдеуге, сақтауға, одан әрі түрлендіруге немесе бір-біріне өткізуге ыңғайлы, бірақ көзге көрінбейтін түрде өндіретін өлшеу құралы.
Өлшеу жүйелері - автоматты көпарнады өлшеулері мен бақылауы бар, сонымен қатар берілген алгоритммен информацияны өңдей алатын өлшеу құралы.
Өлшеу қондырғылары - өлшеу аспаптары мен өлшеу түрлендіргіштерінен тұратын өлшеу құралы.
Өлшеу құралының үш категориясы бар:
- жұмыстық ӨҚ (Зертханалық және техникалық күнделікті өлшеулерге қолданылады);
- үлгілік ӨҚ (Өлшеу түрлендіргіштерін, өлшеу аспаптарын, жұмыстық шамаларды тексеру және градуирлеу үшін қолданылады);
- эатлондар (Өте жоғары дәлдікпен өлшем бірліктерін өндіру және сақтау үшін қолданылады).
5.2 Өлшем бірліктер шамасын эталондардан үлгілік және жұмыстық өлшеу құралдарына жеткізу
Бұл процесс үлгілік ӨҚ көмегімен іске асады.
Тексеру сұлбасы дегеніміз өлшем бірліктің шамасын мемлекеттік эталонмен немесе үлгілік ӨҚ-нан жұмыстық ӨҚ-на өткізу жүйесін тұжырымдайтын заңмен қабылданған құжат.
Бұл сұлбада шамалардың бір-біріне тәуелділігі, тексеру әдісі, өлшем бірлікті жеткізу дәлдігі көрсетіледі. Тексеру сұлбаларының мазмұны мен құрамы туралы ГОСТ 8.061-80 келтірілген. Тексеру сұлбалары мемлекеттік, ведомоствалық және жергілікті болып бөлінеді. Тексеру сұлбалары мәтіндік және сызбалық бөліктерден тұрады. Сызбалық бөлікте физикалық шаманың аты, мәндерінің диапазоны, белгіненулері, қателіктерінің бағасы, тексеру әдістері көрсетіледі.
5.3 Өлшеу құралдарын (ӨҚ) тексеру әдістері:
-тексеріліп жатқан ӨҚ үлгілік ӨҚ-мен тікелей салыстыру;
-тексеріліп жатқан ӨҚ салыстырушы аспап көмегімен ажырату;
-үлгілік шаманың көмегімен алынған мәнді тексеріліп жатқан ӨҚ-мен тікелей өлшеу;
-тексеріліп жатқан шаманың көмегі мен алынған мәнді үлгілік ӨҚ-мен өлшеу.
5.4 Өлшеу құралдарының метрологиялық сипаттамалары (МС)
ӨҚ-ң өлшеу нәтижесіне және қателіктеріне әсер ететін техникалық сипаттамаларын метрологиялық сипаттамалары (МС) деп атайды. Нормативті техникалық құжаттармен тұжырымдалған МС-лар қалыптандырушы МС деп аталады. ГОСТ 8.009-84 бойынша МС белгілі бір комплекстерге қалыптандырылады (түрі, қолданылу шарттары бойынша).
1. Өлшеуіш аспаптың түрлендіру функциясы – оның шығу сигналының (у) кіру сигналына (х) тәуелділігі:
y=f(x). (5.1)
2. Түрлендірудің номиналды аналитикалық сипаттамасы дегеніміз сыртқа ортаның белгілі (қалыпты) жағдайында кіру сигналы өзгермеген немесе баяу өзгеруі кезіндегі өлшеу аспабының түрлендіру функциясы. Бұл түрлендіру функциясы аспаптың құрылымдық параметрлерін х пен у шамаларымен байланыстырады.
3. Өлшеу құралының сезімталдығы дегеніміз кіру сигналына аспаптың реакциясын сипаттайтын шама. Ол шығу сигналының ∆y өзгерісінің кіру сигналының ∆х өзгерісіне қатынасына тең
![]() .
(5.2)
.
(5.2)
Сызықтық түрлендіру теңдеуі үшін ![]() .
.
ӨҚ салыстырмалы сезімталдығы
![]() . (5.3)
. (5.3)
4. Аспаптың бөлігінің құны – шаманың екі көрші бөліктерге сәйкес келетін мәндерінің айырмасы. Ол сезімталдыққа кері шама
![]() .
(5.4)
.
(5.4)
Мысалы: S=5 бөлік/В болса, С=0,2 В/бөлік.
5. Өлшеу диапазоны - өлшеніп жатқан шаманың ӨҚ-ң мүмкін болатын қателіктері нормаланған облысы.
6. ӨҚ көрсетуі - өлшеніп жатқан шаманың оған сәйкес өлшем бірліктерімен аспаптың есептеу құрылғысынан алынған мәні.
7. Көрсетулер варияциясы – сыртқы жағдай өзгермегендегі белгілі бір шаманың нақты мәнінің әрбір қайталанған аспап көрсетулерінің шамасынан ең үлкен мүмкін болатын айырмасы.
8. ӨҚ сенімділігі – берілген уақыт ішінде аспаптың эксплуатациялық параметрлерін сақтау қабілеті.
Аспаптардың мемлекеттік жүйесі бойынша сенімділік:
-берілген уақыт ішінде аспаптың істен шықпай жұмыс істеу ықтималдығы;
-істен шығу интенсивтілігі;
-істен шықпай жұмыс істеуінің орташа уақыты (ГОСТ 22261-82) бойынша анықталады.
9. ӨҚ экономдылығы - құны, бағасы, қолдану үнемділігі, қарапайымдылығы.
10. ӨҚ қателіктері
ГОСТ 8.009-84 бойынша ӨҚ қателіктерінің төрт құраушысы бар:
-негізгі;
-қосымша;
-динамикалық;
-ӨҚ мен өлшеу объектінің өзара әсерлесуінің қателігі.
10.1 Негізгі қателік:
а) абсолют қателік ![]()
ә) салыстырмалы қателік ![]() %;
%;
б) келтірілген қателік ![]() %
%
мұндағы ![]() - аспаптың көрсетуі;
- аспаптың көрсетуі;
![]() -
шаманың нақты мәні;
-
шаманың нақты мәні;
![]() -
шаманың аспап диапазоны бойынша қалыптандырылған мәні.
-
шаманың аспап диапазоны бойынша қалыптандырылған мәні.
![]()
в) түзету П=-∆;
г) негізгі қателіктің аддитивті бөлігі – а (5.2- суреттегі 1-сызық). Ол сезімталдыққа тәуелді емес;
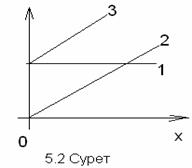
д) негізгі қателіктің мультипликативті бөлігі – bx
![]()
(5.2-суреттегі 2-сызық). Ол сезімталдыққа тәуелді;
е) соммалық абсолют қателік – ∆=a+bx
(5.2- суреттегі 3-сызық).
ж) жүйелік қателік;
и) кездейсоқ қателік.
10.2 Қосымша қателік – әсер етуші факторлардың өзгеруіне аспаптың реакциясы
10.3 Динамикалық қателік – кіру сигналының өзгеру жылдамдығына (жиілігіне) аспаптың реакциясы.
10.4 ӨҚ мен өлшеу объектінің өзара әсерлесуінің қателігі – аспапты өлшеу объектіне қосқанда, өлшеніп жатқан шаманың мәнінің өзгеруінен пайда болатын қателік.
11. ӨҚ дәлдік класы – аспаптың мүмкін болатын негізгі және қосымша қателіктер шегімен және басқа да дәлдікке әсер ететін қаситеттерімен анықталатын метрологиялық жалпылама сипаттама.
8.401-80 ГОСТ бойынша электрлік ӨҚ-ң мүмкін болатын қателіктер шектері және дәлдік кластары былай беріледі:
К=(1; 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0)·10n
мұндағы n=1; 0; -1; -2....
Дәлдік класын арттыру жолдары:
-ӨҚ негізгі параметрлерінің тұрақтылығын арттыру (қасиеттері сыртқы факторларға тәуелсіз материалдар қолдану);
-ӨҚ тез өзгеретін әсер етуші факторлардан қорғау (фильтрация, жылу изоляция, экрандау, амортизациялау);
- Баяу өзгеруші әсер етуші факторларда тұрақтандыру;
- Жүйелік қателіктердің құраушыларын (аддитивті, мультипликативті) коррекциялаудың әдістерін қолдану;
- Бақылау нәтижелерін өңдеуді қарапайымдандыру (кездейсоқ қателік бар кезде).
6-дәріс. Жылуэнергетика объектілерін метрологиялық қамтамасыздандыру
Жоспары: жылуэнергетика объектілері жұмысының ерекшеліктері. Өндірісті метрологиялық қамтамасыздандыру. Метрологиялық қамтамасыздандырудың ғылыми және нормативті негіздері. Өлшеулердің біртектілігін қамтамасыз етудің құқықтық негіздері. Метрологиялық қызтеттің құрылымы мен функциялары.
6.1 Жылуэнергетика объектілері жұмысының ерекшеліктері.
Энергетикаға қуатты энергоблоктар енгізу электростанциядағы судың, пардың, конденсаттың және қоспалар концентрациясының сапасын автоматты тексеріп отыру қажеттігін туғызады. Сонымен қатар, элеткростанциялардың су режимінің және су конденсат тазарту қондырғыларының жұмысының сапасын тексеру қажет. Осыған байланысты су дайындау процестерін автоматтандыру мәселелері туындайды.
Соңғы кезге дейін электростанцияларда қолданылып келген кейбір сапалық көрсеткіштердің химиялық бақылауын қолдан жүргізу әдістері қазіргі заманғы жоғарғы талаптарды қанағаттандырмай келеді. Себебі бұл әдістер көп уақытты талап етеді. Нәтижелердің дәлдігін жеткіліксіз беретіндіктен, су режимін тез тексеруге және су дайындау процестерін автоманттандыруға мүмкіндік бермейді.
Электростанцияларда автоматты өлшеу құралдарын (сұйық анализаторларын) қолдану бугенераторларының қоректік судының, будың, конденсаттың сапасын тексерудің, сонымен қатар турбинаның қоспа суын тұзсыздандыру және конденсатын тазарту процестерін тексерудің сенімділігін арттырады.
Осындай аса маңызды ғылыми-техникалық және халықшаруашылық мәселелерді шешу, соның ішінде өнімнің сапасын жақсарту мәселелері өлшеулердің біртектілігі мен нақтылығына тікелей тәуелді.
6.2 Метрологиялық қамтамасыздандыру (МҚ) жүйесі.
Елімізде өлшеудің біртектілігін қамтамасыз ету үшін өндірісті метрологиялық қамтамасыздандыру (МҚ) жүйесі ендірілген.
Метрологиялық қамтамасыздандырудың ғылыми негізі – метрология – өлшеулер туралы, олардың біртектігін қамтамасыз ету тәсілдері мен құралдары туралы және талап етілетін дәлдікке жету әдістері туралы ғылым.
Метрологиялық қамтамасыздандырудың құқықтық негізі – өлшеулердің біртектілігін қамтамасыз ететін Мемлекеттік жүйе (ГСИ). Оның құрамына өлшемдерді ұйымдастыруға, бағалау әдістеріне, дәлдігіне қойылатын талаптар мен нормаларды, ережелерді тұжырымдайтын нормативті–техникалық құжаттар комплексі кіреді.
Метрологиялық қамтамасыздандырудың ұйымдастырушылық негізі – Қазақстан Республикасының метрологиялық қызметі. Ол мемлекеттік және ведомстволық қызмет болып бөлінеді.
Жылу энергиясын өндіруші саланың алдына қойылған басты мәселе – өнім сапасын арттыру – метрологиялық қызмет көрсету деңгейіне тікелей байланысты. Өнім сапасын метрологиялық қамтамасыздандыру – стандартқа сапаның және сынау әдістерінің ғылыми негізделген критерийлерін енгізу болып табылады.
6.3 Метрологиялық қызмет
Метрологиялық қызметтің негізгі мақсаты мен мәселелері ГОСТ 1.25-76 «Өлшеулердің біртектілігін қамтамасыз ететін Мемлекеттік жүйе. Метрологиялық қызметтің негізгі қағидалары» деген стандартта келтірілген. Осы стандартта метрологиялық қызмет көрсету жүйелерінің құрылымы мен функциялары туралы да аталған.
Мемлекеттік метрологиялық қызмет – елімізде өлшеулердің біртектілігін, нақтылығын қамтамасыз ететін, мемлекеттік метрологиялық ұйымдардың жиынтығы. Мемлекеттік Метрологиялық қызмет құрамына барлық метрологиялық ғылыми-зерттеу институттары, өздерінің филиалдарымен, метрология және стандарттау орталықтары, мемлекеттік бақылау зертханалары кіреді.
Мемлекеттік бақылау зертханалары стандарттарды енгізу және орындалуын тексеру, сонымен қатар өлшеу құралдарының күйін зерттеу жұмыстарымен айналысады.
Метрологиялық қызмет ғылыми-техникалық мәселелерді шешу үшін төмендегідей құқықтық және бақылау функцияларын атқарады:
- физикалық шамалардың бекітілген өлшем бірліктерін қалыптастыру;
- үлгілік өлшеу құралдарын жасау және өте жоғары дәлдікті өлшеу құралдарын жасау;
- тексеру сұлбаларын жасау;
- физикалық тұрақтыларды, материалдар мен заттардың физикалық-химиялық қасиеттерін анықтау, сонымен қатар осы қасиеттердің үлгілік стандарттарын алу;
- жоғары дәлдікті сынау және бақылау әдістері мен құралдарын жасау;
- өлшеу теориясын жасау;
- қателіктерді бағалау әдістерін жасау;
- құрал жасау саласын және өлшем құралын эксплуатациялау күйін бақылау, шамалар мен өлшеу құралдарын тексеру, өндіріс орындарындағы өлшеу күйін ревизиялау.
Метрологиялық қызметтің құқықтары:
- заңды метрология ережелерінің министрліктер мен ведомстволарда сақталуын, орындалуын тексеру;
- Госстандартпен бекітілмеген өлшеу құралдарының сериялық өндірілуін тоқтату;
- талапқа сай емес өлшеу құралдарын айналымын алып тастау;
- өлшеу құралдарын жасау және жөндеу сапасын бақылау.
Мемлекеттік метрологиялық қызметтің мәселелері ӨМЖ (Өлшеулердің біртектілігін қамтамассыздандырудың мемлекеттік жүйесі) көмегімен шешіледі.
6.4 Өлшеулердің мемлекеттік жүйесі
ӨМЖ (ГСИ)-дің негіздері ГОСТ 8.000-72 - де баяндалған.
ӨМЖ (ГСИ) – метрологиялық қамтамасыздандырудың нормативті-құқықтық негізі болып табылады. Ол нормативті-техникалық құжаттар комплексін түзеді және төменгі жағдайларды тағайындайды:
- біркелкі номенклатураны;
- ӨҚ МС бағалау және келтіру әдістерін;
- өлшеулерді стандарттау және аттестациялау әдістерін;
-өлшеу нәтижелерін өңдеп, қалпына келтіру;
-мемлекеттік сынақ, ревизия, экспертиза жүргізу талаптарын.
ӨМЖ (ГСИ)-ге кіретін нормативтік-техникалық құжаттар төменгі жағдайларды тұжырымдайды:
а) физикалық шамалардың өлшем бірліктері;
ә) эталонның көмегімен физикалық шаманың өлшем бірліктерін қалпына келтіру;
б) қажетті дәлдікпен физикалық шамалардың өлшем бірліктерінің мөлшерін жұмыстық ӨҚ-на жеткізу;
в) ӨҚ МС-н тексеру, ревизиялау, эксперттеу нормаларын тұжырымдау;
г) өлшеулер жүргізу әдістерін стандарттау және аттестациялау;
д)өлшеулер нәтижесін өңдеп келтіру.
6.5 Жылулық шамаларды өлшеу құралдарын тексеру сұлбалары
6.5.1 Калориметрдің тексеру сұлбасы 1-разрядты үлгілі калориметр көмегімен жасалады. Оны аттестациялау үшін жылулық эквивалентін анықтау керек.
Аттестация кезінде өлшенетін шамалар:
- электр тогының күші;
- кедергі;
- уақыт;
- калориметрдегі судың температурасының өсімі.
І-разрядты үлгілік калориметр 2-разрядты үлгілік калориметрдің және жоғары дәлдікті жұмыстық калориметрлердің жылулық эквивалентін анықтауға қажетті тазалықпен алынған үлгілік зат – бензойлық қышқылдың жану жылуын анықтау үшін қолданылады.
6.5.2 Термометрлер мен пирометрлерді тексеру сұлбасы
(-263÷6000)ºС интервалындағы температураларды өлшеуге арналған термометрлер мен пирометрлерді тексеру сұлбасы Халықаралық практикалық температуралық шкаланың (ХПТШ) температуралық өлшеулерге қолданылуын қамтиды. Бұл тексеру сұлбасы екі бөлімнен тұрады:
- термометрлер мен термоэлектрлік пирометрлерді тексеру сұлбасы;
- сәуле шығару пирометрлерін тексеру сұлбасы.
Термометрлер мен пирометрлерді тексеру сұлбасының басты мәселесі – негізгі тіреу нүктелері бойынша ХПТШ қайта өндіру. Мысалы, тіреу нүктелерінің бірі – 1064,43 ºС – алтынның қатаю нүктесін жоғары температуралар аймағында толық сәуле шығарғыш бірінші реттік эталонның көмегімен өлшем бірліктерді қайта өндіру үшін пайдаланады.
7-дәріс. Мемлекеттік стандарттау жүйесі
Жоспары: мемлекеттік стандарттау жүйесі. Стандарттаудың мақсаты. Стандарттаудың категориялары, қағидалары, жүйелері, түрлері мен әдістері. Халықаралық стандарттау.
7.1 Қай мемлекетте болмасын халық шаруашылығының дамуы, өндіріс тиімділігін арттыру, өнім сапасын жақсарту, халықтың өмір сүру деңгейін көтеру стандарттаудың әртүрлі әдістері мен формаларын кеңінен қолданумен тығыз байланысты.
Біздің елімізде Мемлекеттік стандарттау жүйесі МСЖ (ГСС) қабылданған.
МСЖ бүкіл ел көлемінде, өндірістің барлық деңгейлерінде стандарттау жұмыстарын жинақтап, реттейді. Оның құрамына төмендегідей мәселелер мен міндеттер кіреді:
- стандарттаудың анықтамасы мен мақсатын көрсететін бір-бірімен байланысқан ережелер мен негіздер жинағы;
- стандарттауды жоспарлау және жүргізу әдістері мен ұйымдастыру негіздері;
- стандарттардың және басқа нормативті-техникалық құжаттардың жасалуы, кіргізілуі, айналымының реті, тәртібі;
- оларға өзгерістер енгізу реті, тәртібі;
- стандарттардың орындалуын бақылау;
- стандарттардың мазмұны, құрамы, жазылуының ережелері.
Стандарттау – барлық мүдделі жақтардың қатысуымен өздерінің іс-әрекеттерін реттеу мақсатымен белгілі бір ережелерді қабылдау және қолдау.
Стандарттау өндірушінің де, тұтынушының да мүддесін толығымен қанағаттандыруы керек: еңбек өнімділігін арттыру, материалдарды, энергияны, жұмыс уақытын тиімді қолданып, өндіріс қауіпсіздігіне және эксплуатация сенімділігіне кепілдік беру.
Стандарттау объектілері: өнім, нормалар, ережелер, талаптар, әдістер, терминдер, белгілеулер тс.с. ғылым мен техникада, өндірісте, құрылыста, ауылшаруашылығында, транспортта, байланыста, саудада т.б. қолданылатын ұғымдар.
Стандарттауды басқару формасы мен стандарттаудың орындалу ауқымына байланысты: мемлекеттік, ұлттық және халықаралық стандарттау болып бөлінеді.
Стандарттау негізінде қабылданған нормалар нормативті-техникалық құжаттар (НТҚ) түрінде тұжырымдалады. Олар:
- стандарттар – компетентті органдар қабылдаған НТҚ, яғни стандарттау объектісіне қойылатын нормалар, ережелер, талаптар комплексі;
- техникалық шарттар - өнімнің маркасына, артикулына, түріне қойылатын талаптар комплексі, яғни өнімге берілетін техникалық құжаттар комплексінің ең қажетті бөлігі.
7.2 Стандарттаудың мақсаты мен мәселелері:
- дайын өнімнің сапалық сипаттамаларын стандарттау негізінде шикізатқа, материалға, жартылай фабрикаттарға, қосалқы бөлшектеріне қойылатын талаптарды тұжырымдау;
- эксплуатация шарттарын ескере отырып, өнімнің сапа көрсеткіштерінің, бақылау және сынақ өткізу әдістері мен құралдарының, өнімнің сенімділік деңгейінің біртұтас жүйесін жасау және тұжырымдау;
- өнімнің түрлерінің, маркасының, өлшемдерінің тиімсіз көптүрлілігін шектеу үшін және сапаның тиімділігін қамтамасыз ету үшін жоспарлау және өндіру сапасына қойылатын талаптар мен нормаларды, әдістерді тұжырымдау;
- өнімді эксплуатациялау және жөндеу эффективтілігін, бірін-бірі ауыстыру деңгейін арттыру;
- өлшеулердің біртектілігін, нақтылығын қамтамасыз ету;
- физикалық шамалардың өлшем бірліктерінің мемлекеттік эталондарын құру;
- құжаттардың бірдей жүйесін құру;
- еңбек қауіпсіздігін, табиғатты қорғау, табиғат ресурстарын тиімді қолдану саласында стандарттар жүйесін құру.
7.3 Стандарттаудың түрлері мен әдістері
Стандарттардың орындалу ауқымы бойынша стандарттаудың түрлері:
- республикалық стандарттау (мемлекеттік және салалық стандарттармен қамтылмаған өнімдерге нормалар мен талаптар орнату үшін қажет);
- салалық стандарттау (сала деп өнімнің белгілі бір түрін өндіретін кәсіпорындар мен ұйымдастықтар жинағын айтады);
- жергілікті стандарттау (аталған кәсіпорында ғана қолданылатын нормалар мен талаптар, ережелер жинағы);
Халықшаруашылығының дамуына тигізетін әсері бойынша стандарттаудың түрлері:
- қолжеткен деңгейі бойынша стандарттау (өндірісте алынып жатқан, меңгерілген өнімнің қасиеттерін сипаттайтын, өндірістің қолжеткен деңгейін көрсететін мәліметтер);
- алдын-ала стандарттау (практикада қолжеткен деңгейден жоғары нормаларды тұжырымдау);
- комплексті стандарттау (өндірістің жоспарлы дамуына ықпал жасайтын, өзара байланысқан талаптар мен нормалар).
Негізгі мәселені шешу әдістері бойынша стандарттаудың түрлері:
- симплификаттау – өнімді талап етілетін сапа көрсеткіштеріне сай, техникалық және экономикаға тиімді мөлшерге дейін қысқарту; Стандарттаудың бұл формасы өндірісті қарапайымдатады, материалдық-техникалық қамтамасыз етуді, қоймалауды, есеп беруді жеңілдететін экономикалық тиімді әдіспен қамтамасыз етеді;
- унификациялау – функциялары бірдей объектілердің типтерінің, түрлерінің, өлшемдерінің санын тиімді қысқарту. Мысалы, өнімді сараптау негізінде функциялары, конструкциясы, өлшемдері бірдей немесе бір-біріне жақын бөлшектерді біртекті типтік (унификацияланған) конструкцияға біріктіру;
- типтеу – ең прогрессивті әдістер мен жұмыс режимдері негізінде типтік (конструктивті), технологиялық, ұйымдастырушы шешім қабылдау;
- агрегаттау – стандартты және унификцацияланған түйіндер мен агрегаттарды компоновкалау негізінде жаңа машиналар, құралдар жасау.
7.4 Стандарттардың категориялары
Стандарттардың орындалу сферасына байланысты мынадай түрлері бар:
- ГОСТ-тар – Мемлекеттік стандарттар (Мемлекеттік стандарттау комитеті бекітіледі);
- ОСТ-тар салалық стандарттар (Министрліктер бекітеді)
- СТП-лар - өндірістік кәсіпорын стандарттары (Аталған кәсіпорын әкімшілігі бекітеді).
Стандарт категориялары өнімнің мына параметрлерін қамтиды:
- жалпы техникалық шарттары;
- жалпы техникалық талаптары;
- параметрлері мен өлшемдері;
- негізгі параметрлер мен өлшемдердің типтері;
- конструкциялары;
- маркалары;
- қабылдау ережелері;
- бақылау (сынақ, сараптау, өлшеу) әдістері;
- маркировкалау, қораптау, транспорттау, сақтау ережелері;
- эксплуатациялау және жөндеу ережелері;
- типтік технологиялық процесстері.
Стандарттаудың негізгі қағидалары:
- көздеген мақсаты мен техникалық экономикалық қажеттілігі;
- ғылыми көзқарас, алдыңғы қатарлы тәжірибені қолдану;
- тиімділігі мен прогрестілігі;
- өзара байланыстылығы;
- комплекстілігі;
- стандартты өнімдердің функцияларын бірін-бірі ауыстыра алатындығы;
- тиімді таңдау мүмкіндігі.
7.5 Стандарттардың мемлекеттік және салалық жүйелері
Комплексті стандарттау негізінде Қазақстан Республикасында стандарттар жүйелері қабылданған. Бұл жүйелердің әрқайсысы бүкіл мемлекеттік масштабтағы немесе белгілі бір саладағы іс-әрекетті қамтиды:
а) ГСС – МСЖ – Мемлекеттік стандарттау жүйесі;
ә) ЕСКД – КҚБЖ – конструкторлық құжаттардың біртекті жүйесі;
б) ЕСТПП - ӨТД БЖ - өндірісті технологиялық даярлаудың біртекті жүйесі;
в) ЕСТД – ТҚБЖ – технологиялық құжаттардың біртекті жүйесі;
г) ГСИ – МӨЖ – мемлекеттік өлшемдердің біртектілігін қамтамассыздандыру жүйесі;
д) ГССБТ – МЕҚСЖ – мемлекеттік еңбек қауіпсіздігі стандарттарының жүйесі т.с.с.
Конструкторлық құжаттардың біртекті жүйесі мыналарды қамтиды:
- жоспарлауды ұйымдастыру талаптары;
- сызбаларды орындау талаптары, әртүрлі ұйымдардың сызбаларын оқып, түсіну мүмкіндігі;
- өндірісті кооперациялауға ықпалы.
Бұл жүйеге кіретін 200 стандарттың негізгілері:
- ГОСТ 2.001-70, 2.101-68...2.121-73. Негізгі қағидалар (өнім түрлері, конструкторлық құжаттар түрлері, сызбаларға қойылатын талаптар);
- ГОСТ 2.201-77. Конструкторлық құжаттардағы өнімнің классификациясы, белгіленуі;
- ГОСТ 2.301-68.-2.317-69 Сызбаларды орындау ережелері;
- ГОСТ 2.401-68...2.427-75. Әртүрлі өнім сызбаларын орындау ережелері;
- ГОСТ 2.501-68...2.503-74. Конструкторлық құжаттар айналымының ережелері (есептеу, сақтау, көбейту, өзгертулер енгізу);
- ГОСТ 2.601-68...2.603-72. Эксплуатациялық және жөндеу құжаттарын жасау ережелері;
- ГОСТ 2.701-68...2.792-74. Сұлбаларды орындау ережелері т.с.с.
ГСИ -МӨЖ мемлекеттік өлшеулердің біртектілігін қамтамасыздандыру жүйесі мыналарды қамтиды:
- физикалық шамалардың өлшем бірлігі;
- мемлекеттік эталондар;
- өлшеу әдістері мен құралдары;
- ӨҚ қалыптандырылған МС-ң номенклатурасы;
- өлшеу дәлдігінің нормалары;
- өлшеу жүргізу әдістемесі;
- заттың, материалдың қасиеттері жөнінде мәліметтің шындығы мен көрсету формасын бағалау әдістері;
- заттар мен материалдардың стандарттық үлгілеріне қойылатын талаптар;
- ӨҚ-на, мемлекеттік сынақтар, тексерулер, метрологиялық аттестациялау жүргізу реті мен ұйымдастыру талаптары;
- метрологиялық терминдер, анықтамалар.
7.6 Халықаралық стандарттау
Қазіргі заманда ISO 9000 және ISO 14000 стандарттар сериясы кәсіпорындардың көбісінің нормасына айналды. Кәсіпорын өзінің өнімінің сапасын үнемі сарапталып және жақсартылып тұратын процестер торабына сүйене отырып көтереді. Сонымен қатар өз іс-әрекетін экологиялық қауіпсіздік пен ресурстарды тиімді қолдану талаптарын назардан тыс қалдырмай ұйымдастуруы қажет. Демек кәсіпорынның техникалық, экономикалық және әлеуметтік мәселелері комплексті түрде шешіледі.
ISO 9000 және ISO 14000 сериясының стандарттары Халықаралық делегация мүшелері (ISO/176 Техникалық Комитеті) даярлаған қоршаған ортаның сапасын қамтамасыз ету және басқару туралы құжаттар пакеті негізінде қабылданған.
ISO 9000 өнімді жоспарлау, өндіру, монтаждау, эксплуатациялау сапасын көтеруді, ал ISO 14000 қоршаған ортаны қорғауды, ластанудан сақтауды қамтамасыз етеді.
ISO 9000 құрамы:
- барлық халықаралық стандарттар және бөлімдері: ISO 9000-9004;
- барлық халықаралық стандарттар және бөлімдері: ISO 10001-10020;
- ISO 8402.
ISO 9000-9004 – Сапа жүйесінің негізгі стандарттары. Оның ішінде ISO 9000 және ISO 9004 сапамен жалпы меңгерудің, сапаны қамтамасыз ету стандарттарының анықтамалары болып табылады. Яғни ISO 9001, 9002, 9003 стандарттарын түсіндіруге көмектеседі. ISO 9000, ISO 9004 – міндетті стандартттар емес, сондықтан сертификат тек ISO 9001, 9002, 9003 бойынша беріледі.
ISO 10011 – Сапа жүйесін тексеру үшін жетекші нұсқалар.
ISO 10012 – Өлшеу құралдарының сапасына талаптар мен кепілдіктер.
ISO 10013 – сапаны меңгеруге жетекші нұсқалар.
ISO 8402 – Сапаны меңгеру және сапаны басқару ісіне сөздік.
Халықаралық комитет ISO/ТС 176 сапаны меңгеру моделі ретінде мына стандарттарды ұсынған:
- ISO 9001 – сапа жүйесі: жоспарлау, өндіру, құрастыру, қолдану, сапасын меңгеру моделі;
- ISO 9002 – сапа жүйесі: өндіру, құрастыру, эксплуатациялау сапасын меңгеру моделі;
- ISO 9003 – сапа жүйесі: соңғы бақылау, сынақ кезіндегі, сапаны қамтамасыз ету моделі.
Отандық экономика субъектілерінің іс-әрекетін белсендендіру үшін әртүрлі стандарттардың жалпы санын қысқарту барысында сапалық менеджменттің бірдей жүйесін құру қажеттігі туындады. Сондықтан Ұлттық стандарттардың осы серияларын енгізу отандық өнімнің бәсекелестік қабілетін арттырады, еліміздің азаматтарының қауіпсіздік құқықтарын қанағаттандыру жағдайларын туғызады, стандарттау және сертификаттау саласындағы заңдық актілерді жүзеге асуру механизмдерін толықтырады.
8-дәріс. Сертификаттау және сапаны басқару
Жоспары: сертификаттау ұғымы. сертификаттау мақсаты және объектілері. Терминдер мен анықтамалар. Өнім сапасы, өнім сапасының базалық көрсеткіштері, өнім сапасының деңгейі, сапаны аттестациялау. Тұтынушының құқығын қорғау. Сертификаттау сұлбасы, жүйесі, шарттары. Сертификацияның реті мен әдістері. Сертификаттау жүргізетін ұйымдар, сынақ зертханалары. Сапа жүйесін сертификаттау.
8.1 Қазіргі заманда, әсіресе нарықтық қатынас жағдайында, әрбір кәсіпорын мен ұйым өзбетінше сыртқы рынокқа шығу құқуғына ие болған кезде, олар өз өнімдерінің сенімділігі мен сапасын бағалау мәселелерімен кездесіп жатыр. Халықаралық тәжірибе бойынша, тек сертификаттау ғана өнім сапасының нормативті-техникалық құжаттар (НТҚ) талаптарына сәйкестігін қамтамасыз ететін бірден-бір инструмент.
Сертификаттаудың халықаралық жалпы қабылданған мағынасы – сәйкестігі тұжрымдау. Әр мемлекетте заң жүзінде тағайындалған актілер: «Өнімді қандай шамаға сәйкестендіру керек? Бұл сәйкестікті кім белгілейді?» - деген сұрақтарға жауап беру керек.
Сертификаттау дегеніміз - өнімнің белгілі талаптарға, стандарттарға және техникалық шарттарға сәйкестігін анықтайтын, тұжырымдайтын құжат.
Сертификаттау – сәйкестік сертификаты арқылы өнім сапасы белгілі стандартқа немесе НТҚ-қа жауап беретіндігіне көз жеткізу үшін жүргізілетін шаралар комплексі (cerfim – дұрыс; facere – жасау).
Үлкен халықаралық атағы бар фирмалар өнімінің жоғары сапалы екенін тұтынушыға дәлелдеу үшін өте көп қаржы мен күш жұмсайды. Өндіруші кәсіпорындар барлық шығынның 1-2% осы мақсатқа бөледі. Кейбір жағдайда осы шығындар сапаға жету шығындарымен шамалас та болады. Бұл кездейсоқ жағдай емес, себебі сертификаттау елдің нарықтық-экономикалық байланыстарының дамуының ең тиімді құралы болып табылады.
Сертификаттаудың пайда болуын ішкі рынокты қолдануға жарамсыз өнімнен шектеу қажеттігінен туып отыр. Қауіпсіздік, денсаулық сақтау және қоршаған ортаны қорғау мәселелері заң шығарушы үкімет алдына мынадай міндеттер қояды:
- айналымға сапасыз өнімдер енгізгені үшін өндіруші және сатушы жақтарының жауапкершілігін арттыру;
- айналымға кіретін өнімнің сипаттамаларының минимал міндеті талаптарға сәйкес болуын бекіту;
Мысалы: ТМД елдерінде қабылданған «Тұтынушы құқығын қорғау»заңы; Еуропа Бірлестігінде қабылданған өнім үшін жауапкершілік туралы заң бірінші аталған мендеттерге сәйкес, ал «Ойыншықтар туралы» заң, «Электромагниттік сәйкестік туралы» заң екінші міндеттерді орындауға арналған.
Бұл заңдар өнімнің заң бойынша реттелетін аймаққа қатысын анықтайды.
Кейбір өнімдер ұлттық заңдар талабына толығымен немесе жартылай сәйкес келмеген жағдайда да, ішкі рынокта айналымда еркін жүре береді, бірақ олар туралы, бұл өнімдер заң бойынша реттелетін аймаққа кірмейтін өнімдер дейді.
Өнімнің заң бойынша реттелетін аймаққа жататындығын тұжырымдайтын ресми құжат беру – сертификаттау – тәуелсіз үшінші жақтың қатысуымен жасалады. (Бірінші жақ - өндіруші, екінші жақ – тұтынушы).
Сараптау оң нәтиже көрсетсе, «Сәйкестік сертификаты» беріледі.
ИСО бойынша үшінші жақ жүргізетін сертификаттауға сәйкес 8 сұлба бар:
а) Өнімнің үлгісін сынау;
ә) Өнімнің үлгісін сынау және соңынан ашық рыноктан алынатын заводтық үлгілерді үнемі қадағалап отыру;
б) Өнім үлгісін сынау, соңынан заводтық үлгіні үнемі тексеріп отыру;
в) Өнім үлгісін сынау, соңынан ашық рыноктан немесе заводтан алынған үлгілерін үнемі тексеріп отыру;
г) Өнім үлгісін сынау, заводтың сапаны басқаруын бағалау, соңынан бұны үнемі тексеріп отыру;
д) Тек қана заводтың сапаны басқаруын бағалау;
е) Өнімнің партиясын тексеру;
ж) 100%-тік бақылау.
Сертификаттау процесінің субъектілері:
Классикалық жүйе бойынша өнім үлгісінің сынағын сынау зертханалары жүргізеді. Сынақ нәтижелері протокол түрінде жазылып, сертификаттау ұйымдарына беріледі. Бұл процесте сынау зертханасының алынған нәтижені талқылауға да, жариялауға да құқығы жоқ. Сертификаттау ұйымы сынақ нәтижелерін заңды талаптармен салыстырып, оң нәтиже шығарса, сәйкестік сертификаты беріледі.
Еуропа елдерінде субъектілердің қарым-қатынасы EN 45000 еуропалық стандарттар сериясымен реттеледі.
Сертификаттау ұйымдары, сынау зертханалары аккредитациядан өтіп отырады. Демек, сертификаттау операцияларын жүргізу құқығына сәйкес екендігінің ресми рұқсатын (лицензиязын) алады.
Аккредитация жүргізетін ұйым EN 45002, EN 45010 стандартына сүйенеді. EN 45001 немесе EN 45011 стандарттарына сәйкес сынау зертханалары тексеріледі.
Аккредитацияның мақсаты:
- сынау зертханалары мен сертификаттау ұйымдарының сапасы мен профессионалдық компетенциясын арттыру;
- сертификаттау нәтижелерін ішкі және сыртқы рынокта таныту;
- конкуренттік қабілеті мен өнімнің ішкі, сыртқы рынокта мәлім болуын қамтамасыз ету.
8.2 Сапаны сертификаттау жүйесі (ССЖ)
Сапаны сертификаттаудың мақсаты:
- тұтынушының мүддесін қорғау;
- тұтынушыға өнім мен қызмет көрсету сапасы туралы толық, объективті информация беру;
- тұтынушыға әртүрлі товарларды бір-бірімен және сапаны бағамен салыстыруға мүмкіндік беру;
- кәсіпорындар мен салалардың маркетингдік жарнамалық қызметтеріне бағаның түзілуін жоспарлау, табыс пен шығысты салыстыру құралдарын жасап беру;
- мемлекеттік ведомстволарға ғылыми-техникалық прогресті болжаудың, жоспарлаудың және қоғамның әлеуметтік-экономикалық дамуына стимул болатын инструмент жасап беру.
ССЖ-ң негізін сапа деңгейін және өнімнің экологиялық тазалығын бағалайтын көп жылдан бері жасалып келген әдістер құрайды.
8.3 Әлеуметтік-экологиялық сертификаттаудың құрамына сапаны сертификаттау және экологиялық тазалықты сертификаттау кіреді. Бұл жағдайда сараптау өнімнің оң қаситтерінің өсуі бойынша және зиянды қасиеттерін азайту бойынша жасалады. Мұнда өндіріс факторларын (зиянды заттар шығару, акустикалық, электромагнитті, иондаушы сәуле шығарулар, адамға және қоршаған ортаға әсері) эксперттеу де кіреді.
«Соңғы нәтиже» бойынша қоғамдық өндірістің пайдасы мен зияны, плюсі мен минусын бағалайтын барлық жұмыстардың комплексі ССЖ бойынша төмендегі этаптармен жүреді.
1. Сапа көрсеткішінің номенклатурасын таңдау (сапа деңгейін - өнімнің салыстырмалы пайдалылығын зерттеу үшін жеткілікті болатындай);
2. Базалық сапа көрсеткіштерін таңдау (тапсырушының ұсынысы бойынша, нарықтық кеңістікте конкуренттік аналогын табу үшін);
3. Құндылық коэффициентін таңдау (қоғам мен тұтынушыға әлеуметтік-экономикалық құндылығын анықтау үшін);
4. Өнімді сертификаттау материалдарын өңдеу (тапсырушының талабы бойынша). Ол материалдарға мыналар жатады:
К – белгілі үлгіге қатысты сапа деңгейі;
К![]() –
орташа регионалдық нарықтық деңгейге қатысты сапа
деңгейі;
–
орташа регионалдық нарықтық деңгейге қатысты сапа
деңгейі;
К![]() –
өнім бағасына қатысты сапа деңгейі.
–
өнім бағасына қатысты сапа деңгейі.
Осы көрсеткіштер анықталып, әр өнім үшін нормативті құжат толтырылады.
5. Сертификаттың жазылуы және берілуі.
Сертификаттаумен қатар «ССЖ-ң сапалық белгісі» – сәйкестік белгісі беріледі.
Арнайы тапсырыс бойынша аталған кәсіпорын шығаратын бүкіл өнімнің сапасы туралы мәліметтер негізінде кәсіпорын Разряды есептеледі, жаңа ғылыми-техникалық жетістіктерді қолдану деңгейі бойынша өндіріс Класы анықталады.
А Қосымшасы
Қазақстан Республикасының мемлекеттік стандарттары:
- ҚР СТ 1.0-2000 ҚР стандарттаудың мемлекеттік жүйесі. Негізгі жағдайлар – ҚР СТ 1.0-98 ауыстырылып жазылған;
- ҚР СТ 1.2-2002 ҚР мемлекетінің стандарттау жүйесі. Мемлекеттік стандарттарды зерттеу тәртібі – ҚР СТ 1.2-98 ауыстырылып жазылған
- ҚР СТ 1.3-2000 ҚР мемлекетінің стандарттау жүйесі. Техникалық шарттардың мемлекеттік тіркелуі және бекітілуі, келісілуі, зерттелу тәртібі – ҚР СТ 1.3-93 ауыстырылып жазылған;
- ҚР СТ 1.5-2000 ҚР мемлекетінің стандарттау жүйесі. Стандарттың құрылуына, мазмұнына, дайындалуына жалпы талаптар – ҚР СТ 1.5-93 ауыстырылып жазылған;
- ҚР СТ 1.1-2001 Стандарттар мен нормативтік құжаттарды енгізу тәртібі – ҚР СТ 1.1-94 алғаш рет енгізілген;
- ҚР СТ 1.2-2001 Аймақтық ғылыми-техникалық бағдарламалардың, салалық және мемлекеттік метрологиялық қамтамасыз ету мен нормативтік бөлімдердің қалыптасуы және жүзеге асырылуы – алғаш рет енгізілген;
- ҚР СТ 1.14-2000 ҚР мемлекетінің стандарттау жүйесі. Ғылыми-техникалық, инжинерлік және басқа қоғамдық бірлестіктердің стандарттары. Негізгі жағдайлар алғаш рет енгізілген;
- ҚР СТ 1.15-2000 ҚР мемлекетінің стандарттау жүйесі. Стандарттау бойынша техникалық комитеттер. Құрылуы, жұмыс істеу тәртібі. Жалпы жағдайлар – РД 50 ҚР 2-93 алғаш рет енгізілген;
- ҚР СТ 1.16-2000 Стандарттау, сертификаттау ережесі бойынша және сертификатталған өнім үшін нормативтік құжаттардағы міндетті талаптардың сақталуы үшін мемлекеттік қадағалау мен бақылауды жүзеге асыру тәрібі. Негізгі жағдайлар алғаш рет енгізілген;
- ҚР СТ 1.17-2000 Зерттеу зертханалары мен сертификаттау бойынша акредиттелген органдардың қызметін мемлекеттік бақылау жүргізудің әдістемесі;
- ҚР ПР 50.1.27-97 ҚР мемлекетінің стандарттау жүйесі. ҚР-ның мемлекеттік символдары бейнеленетін материалды – құрастырушы заттары анықталған өндіріске лицензия беру шарты және тәртібі алғаш рет енгізілген;
- ҚР СТ 2.3-2001 Физикалық шамалардың өлшем бірліктерінің эталондары;
- ISO 9000 Өнімді жоспарлау, өндіру, монтаждау, эксплуатациялау сапасын қамтамасыз етуге ықпалын тигізетін Халықаралық стандарттар сериясы;
- ISO 14000 Қоршаған ортаны қорғау, ластанудан сақтау мәселелерін және өндіріс орнының әлеуметтік-экономикалық қажеттерін қамтамасыз етуге ықпалын тигізетін Халықаралық стандарттар сериясы;
- ISO 8402 Сапамен басқару және сапаны қамтамасыз ету мәселелері бойынша сөздік болып табылатын Халықаралық стандарттар;
- ҚР СТ 2.11-2000 Қазақстан Республикасының калибрлеу жүйесінің мақсаты, міндеттері және құрылымы.
Б Қосымшасы
«6 СИГМА» концепциясы
Қазіргі заманда өндіріс кәсіпорындарында өнім сапасына және ресурстарды үнемдеу мәселелеріне өте жоғарғы талаптар қойылады. Сапа менеджменті жүйесінің (СМК) стандарттары дамып, өндіріске енгізіле бастаған сәтте ең көп қолданылатын ISO 9000 сериялы стандарттардың ішінде алдымен әскери, содан кейін автомобиль және машина жасау, сонымен қатар жартылай өткізгіштер өндіру, энергияның түрлерін өндіру, тарату, тұтынушыға жеткізу саласында сапаны көтеруді қамтамасыз ететін стандарттар қолға алына бастады. Қызмет көрсету және интеллектуальды өнім өндіретін мемлекеттік және қоғамдық ұйымдарда өршелене түскен бәсекелестік оларды сұранысты қалыптандыратын және жоғарылататын жаңа жолдар іздеуге мәжбүр етті.
Стандарттарда қолданылатын негізгі ұғым – сапа менеджменті (сапаны басқару) жүйесінің (СМК) ерекшелігі – мұнда талап тікелей өнім сапасына емес, өндірісті басқаруды ұйымдастыру жүйесіне қойылады. Өнімнің жоспарланған және тұрақты сапа деңгейін қамтамасыз ететін бірден-бір инструменті өндірісті басқаруды ұйымдастырудың дұрыс жолға қойылған жүйесі болып табылады. ISO 9000 сериялы стандарттарда процестерді жетілдіру әдістері іс жүзінде талданып айтылмаған. Бірақ мұнда компаниялар жұмысын тиімдендіруге іс-әрекет бастауға негіз жасалынған. Негізгі базалық процесс ретінде мұнда үздіксіз жетілдіру принципін жүзеге асыру іс-әрекеттері келтірілген. 80-ші жылдардың ортасында өндірісте процестердің вариабельділігін төмендету арқылы ақаусыз өнім дайындау жолында күрес бағдарламасы жүзеге аса бастаған кезде «6 сигма» концепциясы дүниеге келді [1,2]. Бұл концепция процестерді тиімдендірудің анық және нақты методологиясын ұсынады.
«6 сигма» методологиясы – қазіргі заманғы сапа инжинирингінің ең тиімді инструменттерінің бірі. Грек алфавитінен алынған сигма әріпі орташа квадраттық ауытқудың белгіленуі. Оның метрологиялық мағынасы кез келген процестің өз мақсатынан ауытқу дәрежесін, айнымалылық шамасын білдіреді.
«6 сигма» - басқару философиясы. Мұнда негізгі назар аударылатын мәселе - өнім ақауларын жою. Оған қол жеткізудің жолы - өлшеу нәтижелерін дұрыс сараптау және процестерді жетілдіру.
Кез келген процесті математикалық модель түрінде қарастыруға болады. Онда процесс нәтижесінің негізгі параметрлері ретінде орташа мән және стандартты ауытқу алынады. Орташа мән µ (мю) процесс орташа қалай жұмыс істейді деген сұраққа жауап береді. Стандартты ауытқу σ (сигма) процесс нәтижесінің вариабельділік деңгейін көрсетеді. Алғашқы шарт бойынша ауытқу толығымен кездейсоқ деп есептелінеді, демек нәтиженің ығысуына ықпалын тигізетін жүйелі себептер жоқ деген сөз. Бұл жағдайда ауытқулардың процестің орташа мәні айналасында үлестірілуі қалыпты үлестірілуге жақын болады. (А.1 Сурет).
 |
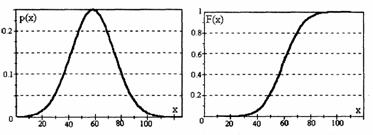
А.1Сурет Қалыпты үлестірілудің тығыздығы А.2 Сурет.Орташа мәні мен стандартты
мен функциясы ауытқуы
уақыт
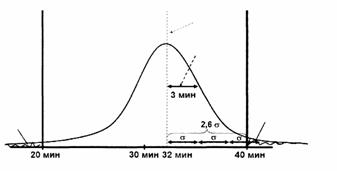
А.3 Сурет «2,6 σ» деңгейіне сәйкес келетін А.4 Сурет «6 σ» деңгейіне сәйкес келетін
процесс процесс
Геометриялық тұрғыдан қарағанда қалыпты үлестірілудің тығыздық функциясының кейпі қоңырау тәріздес болып келеді, оның шыңына сәйкес келетін мән – процестің орташа мәні болып табылады. Ал стандартты ауытқу – орташа мән мен графиктің майысу нүктесінің арасы.(А.2 Сурет).
Әрбір процесс үшін белгілі бір бақылау шектерінің мәндері беріледі (А.3 Сурет). Айталық, сол шектен шығып кету процесс үшін жағымды емес делік. Сонда орташа мән мен жақын орналасқан бақылау шегінің арасына процестің сигмасына тең қаншама көп интервал сиса, өнім ақауы соншама аз болады (А.4 Сурет).
Алты сигма деңгейіне сәйкес жұмыс істеген компания өндіретін бір миллион өнімге келетін дефектілер саны 3,4 ақау болады. «Жұмыс жылында» шамамен 525 000 минут болса, алты сигма деңгейіне сәйкес жұмыс істеген компанияның уақыт шығыны (простой) жылына 1,5 минуттан аспайды.
«6 сигма» коцепциясы өнімнің дефект санының өндіріс шығындары мен тұтынушыны қанағаттандыру деңгейі арасындағы тура корреляцияға негізделген. Бұл методологияны алғаш қолданған корпорациялар Motorola және General Electric болды. Нәтижесінде олар жылына 6 млрд долл. кіріс ала бастады. АҚШ-тың «6 сигма» акдемиясының бас директоры М.Хэрридің келтірген мысалына қарасақ, 100 шаршы метр кілемді «3 сигма» концепциясы бойынша тазаласа, 0,25 шаршы метр жері тазаланбай қалады. Ал «6 сигма» коцепциясымен тазаласа, түйрегіштің басындай ғана жірі тазаланбай қалады. М.Хэрридің келтірген кестесі мынадай:
Б.1 К е с т е
|
Концепция |
Бір миллион өнімге келетін дефектілер саны |
Сапа төмендігінен келетін зиян, сату көлемінің %-мен |
Ескерту |
|
6 σ |
3,4 |
<10 |
Халықаралық дәреже |
|
5 σ |
233 |
10-15 |
|
|
4 σ
|
6210 |
15-20 |
Өндіріс салаындағы орташа дәреже |
|
3 σ |
66807 |
20-30 |
|
|
2 σ |
308537 |
30-40 |
Бәсекелестігі төмен дәреже |
|
1 σ
|
690000 |
|
|
Бұл методологияның басты жағы – алға өрлеу стратегиясы. Тұтынушыға бет бұру арқылы фирманың іс-әрекетін жақсартуға біртіндеп қадам жасау.
Алға өрлеу стратегиясы (DMAIC) төмендегі фазалардан тұрады:
- Define – анықтау. (Проектінің мақсаты мен ауқымын анықтау. Процестің функционалдық қабілеті мен тұтынушылардың қажеттігі және талаптары туралы барлық информацияны жинақтау);
- Measure - өлшеу. (Өндірісті жетілдіруге бағытталатын нақты күштер мен шараларды белгілеу үшін қазіргі әл-ахуал туралы информациялар жинақтау);
- Analyze – сараптау. (Дефектілердің пайда болу себептерін анықтау және оларды мәліметтермен бекіту);
- Improve – жетілдіру. (Түбегейлі мәселелерді шешуге, сынауға және ендіруге бағытталған шараларды жүзеге асыру);
- Control – басқару. (Процесті функционалдау арқылы немесе жұмысты орындау әдістерін стандарттау есебінен қол жеткізген жетістіктерді жоғалтып алмай ұстап отыру. Болашақ жетістіктерді болжау, жетістіктерге жету жолында алған сабақтарды ескеріп, жоспар жасау).
Сараптау және шешімдер қабылдау барысында бұрыннан белгілі, сапаны басқару мәселесі айналасында қолданылып келген тәсілдерді жаңғыртып қолдануға болады. Оларға жататыны: диаграммалар, матрицалар, Парето, «балық скелеті», байланыс диаграфы, Тагути бойынша шығындар функциясы, сонымен қатар, ИСО стандарттарының 9000 сериялары және өзін-өзі бағалау.
«6 сигма» проекті бойынша жұмыс істеу табысты болу үшін жұмыс орнында төмендегідей жағдайлар жасалуы керек:
- барлық іс-әрекетті бірінші басшы өз қолына алғаны жөн;
- фокуста әрдайым тұтынушы ғана тұруы керек;
- басшылықты және тренингті тәжирибелі эксперттер жүргізуі керек;
- жинақталған мәліметтерді тиімді қолдану;
- командалық әдістерге негізделген өзара көмек және өзара түсінушілік атмосферасын қалыптастыру керек.
90-жылдардың ортасында «6 сигма» концепциясы консалтингті бизнестегі сапаны басқарудағы ең сұранысы көп бағыттардың біріне айналды [3]. Себебі басқа әдістермен және сапа менеджментінің басқа концепцияларымен салыстырғанда онда «табысты енгізулердің» «жалпы енгізулер санына» қатынасы ең жоғарғы болып табылады [4]. Мұндай жетістікке жетудің ең басты факторы – жоғарғы ұйымдастырушылық, оның мағынасы мынада:
- барлық іс-әрекет әрқайсысының белгіленген мақсаты, орындалу уақыты, бекітілген бюджеті, үлестірілген жауапкершіліктері және өкілеттіліктері бар жобалардың шеңберінде жүргізіледі; жазулардың жүргізілуіне және қауіптіліктердің анық болуына талаптар қойылады;
- жобаға алынған персоналдың білімі мен мышығына қойылатын талаптар нақты анықталған және категориялары бойынша классификацияланған;
- жобаның орындалу барысы арнайы қабылданған өлшенетін көрсеткіштер жүйесінің («метрика») көмегімен бақыланып отырылады.
Процестердің жоғары ұйымдастырушылығы кәсіпорынға экономиялық тиімділік келтіруімен қатар, менеджмент мәдениетіне және кәсіпорынды ұйымдастыруға жаңа көзқарас туғызады [6]. Сонымен қатар, ол процестерді тездететін және құнын арзандататын инструменттер жиынтығы болып табылады. Оның негізгі инструменттері қазірдің өзінде сапа мамандарына кеңінен таныс. Мысалы: дәл уақтылы (just in time), 5S, кайдзэн (үздіксіз жетілдіру концепциясы), құндылықтарды жасау ағынын басқару (value stream management), покэ-ёка (қателіктерден сақтандыру әдісі) [3] т.с.с.
Соңғы кезде «6 сигма» концепциясы Жапонияның «Үнемдеп басқару» концепциясымен интеграцияланып, Lean Six Sigma коцепциясы түрінде табысты қолданылып жүр. Бұл интеграция негізінде «6 сигма» концепциясының кейбір ақаулары толықтырыла түседі.
1. «6 сигма» концепциясының негізгі нысынасы – ақаулар – кәсіпорынның көп шығындарының бірі ғана. Ал «Үнемдеп басқару» концепциясының классикалық теориясында шығындардың жеті түрі белгіленген. Олар: шектен тыс өндіріс, күту, транспорттау, құндылығы жоқ іс-әрекет, қордың болуы, адамдардың орын ауыстыруы, ақаулықтар жасау [1,3,6]. Көп авторлар шығынның қосымша көздерін атайды. Мысалы: «жалған экономия» - арзан және сапасыз материалдар мен шикізатты қолдану [3], «көптүрлілік» - процестерде унификацияланбаған элементтерді қолдану нәтижесі [1].
2. «6 сигма» концепциясында, бір жағынан, сапа мен тұтынушының қанағаттандырылуы және, екінші жағынан, процестің орындалу жылдамдығы мен ұзақтығы арасында параллель жүргізілмейді. Ал, тұрмыс қызметін көрсету саласында процестің орындалу жылдамдығы мен ұзақтығы тұтынушының қанағаттандырылуымен тікелей байланысты. Сондықтан, «Үнемдеп басқару» концепциясында негізгі ресурстардың бірі болып табылатын уақытты сараптау - шешуші бағыт болып есептеледі.
3. «6 сигма» концепциясының инструменттер жиынтығы шешілетін мәселелер ауқымын тарылтады. Мұнда процесті жетілдіру негізінен статистикалық әдістермен процестің вариабелділігін төмендету есебінен жүзеге асады. «6 сигма» методологиясында процесті жетілдірудің кейбір шешуші моменттері назардан тыс қалады. Мысалы: өнімсіз іс-әрекетті қысқарту, күту уақытын азайту, қорды және транспорттық шығынды азайту, жұмыс орындарын оптимизациялау т.с.с. Мұның бәрі «Үнемдеп басқару» концепциясында толық жүзеге асырылады.
Бұл интеграция негізінде жетілдірілген жаңа сапа концепциясы – Lean Six Sigma концепциясы пайда болды. Мұнда «іс-әрекетті қалай ұйымдастыру керек?» деген сұраққа жауап «6 сигма» концепциясынан алынды, ал «не істеу керек?» деген сұраққа жауап «Үнемдеп басқару» концепциясынан алынды. Ол төмендегі кестеден жақсы көрініп тұр:
Б.2 К е с т е
|
Концепцияның негізгі элементтері
|
«6 сигма» концепциясы
|
«Үнемдеп басқару» концепциясы
|
Интегралданған Lean Six Sigma коцепциясы |
|
Басшылардың міндеттерінің формаланғандығы
|
√
|
|
√
|
|
Ресурстардың үлестірілуінің формаланғандығы |
√ |
|
√ |
|
Жауапкершіліктер мен өкілеттіліктердің үлестірілуінің және персоналды оқытудың формаланғандығы |
√ |
|
√ |
|
Жобаға алынған мамандардың градациялануы («қара белбеу» категорясы т.с.с.) |
√ |
|
√ |
|
«Жобаны анықтау, таңдау, орындау» түріндегі концепцияны жүзеге асыру |
√ |
|
√ |
|
Процестерді жетілдірудің қысқа уақытты жобалары – кайдзэн |
|
√ |
√ |
|
«Метрикаларды» қолдану арқылы мониторинг жасау |
√ |
√ |
√ |
|
Жобаларды орындауда DMAIC қағидасын қолдану |
√ |
|
√ |
|
Процестердің вариабельділігін төмендету үшін статистикалық әдістерді қолдану |
√ |
|
√ |
|
Процесте шығындарды және өнімсіз іс-әрекеттерді анықтау және жою |
|
√ |
√ |
|
Процестің функционалдық жылдамдығын арттыру |
|
√ |
√ |
|
«Көптүрлілікке» байланысты шығындарды азайту |
|
√ |
√ |
|
«Жалған экономия» нәтижесінде болатын шығындарды жою |
|
√ |
√ |
Интегралданған Lean Six Sigma концепциясы процесті жетілдіруді жүзеге асыру барысында өлшеу көрсеткіштері – метрикалардың жиынтығын және біріктірілген әдістер мен инструменттер жиынтығын қолданады. Lean Six Sigma концепциясында табысты қолданылынып жүрген әдістер мен инструменттер жиынтығы төменгі кестеде мысал ретінде келтірілген:
Б.3 К е с т е
|
D – анықтау |
M - өлшеу |
A – сараптау |
I – жетілдіру |
C – басқару |
|
QFD
«Тұтынушы дауысы»
Кано анализі
Процесті карталау
Финанстық анализ
Приоритеттерді белгілеу
|
Бақылау карталары
Диаграммалар
Парето
Гистограммалар
Процесс циклдерінің тиімділігін бағалау
Мәліметтер жинау жоспары |
Парето диаграммалары
Исикава диаграммалары («балық скелеті»)
FMEA
Өнімсіз шығындарды анықтау
«Уақыт ұстағыштарды» идентификациялау
Шектегіштерді бағалау |
FMEA
Кайдзэн
Покэ-ёка
Партия мөлшерін негіздеу
5S
Гипотетикалық тестілеу
Шешім қабылдау таңдау матрицасы |
Бақылау карталары
Покэ-ёка
Процесті сырт көзбен бақылау
Оқу жоспары
Ақпараттандыру жоспары
Стандарттау жоспары |
Батыста Lean Six Sigma коцепциясын қолдану тәжірибесі бойынша кәсіпорындар өз күшімен қысқа мерзім ішінде (бір жыл шамасында) төмендегідей жетістіктерге жетуде:
- өнім мен қызмет көрсетудің өзіндік құны 30-60%-ке төмендеді;
- қызмет көрсетудің уақыты 50%-ке азайды;
- ақауы бар өнімнің саны шамамен 2 есе кеміді;
-қосымша шығынсыз жалпы орындалған жұмыс көлемі 20%-ға дейін артты;
- жобалау жұмыстарының құны 30-40%-ға төмендеді;
- жобаларды орындау уақыты 70%-ға қысқарды.
Қандай жағдайда осындай нәтижелерге қол жеткізуге болады? Процестердегі жоюға болатын шығындардың бар екенін көрсететін екі белгінің бірі – кәсіпорында болып жатқан кез келген өзгерістердің болуы. Мысалы, өндіріс көлемінің ұлғаюы немесе азаюы, ассортименттің көбеюі, ұйымдастырушылық өзгерістер, инновациялар т.с.с. Екінші белгі – процестердің жеткіліксіз құжаттандырылуы, сонымен қатар процеске араласатын қызметкерлер тарапынан процестің мақсаты мен мағынасын жеткілікті түсінбеушіліктерінің орын алуы [9].
Батыстың бетке тұтар компанияларында қолданылып, табысқа жеткізіп жүрген осы әдіс біздің жағдайда жұмыс істей алар ма екен? Lean Six Sigma концепциясын қолдану кезінде жоғарыда келтірілген инструменттер мен метрикалар жиынтығын жетік білу міндетті ме?
Бұл әдістің жұмыс істеуі барысында қиындықтардың пайда болуы көп жағдайда мәліметтерді дайындау және жинақтау жұмыстарының дұрыс жүргізілмегеніне байланысты. Lean Six Sigma коцепциясын жүзеге асыру кезінде де, қарапайым статистикалық әдістерді қолданғанда да, табысқа жеткізер бірнеше қағиданы бөліп көрсетер болсақ, олар: басшылардың қызығушылығы; Ресурстардың бөлінуі; Табысты жұмыс істеп отырған жобалардың тәжірибесі.
Мұндағы ресурстар деп тұрғаны персоналдың ақылы уықыты, оларды оқытуға және жобаларды даярлауға, орындауға керек құралдар алуға қажетті қаржы шығыны. Жоба лидері іс-әрекетті бақылау және басқару үшін қажетті білім көлемін меңгерумен қатар, табысты жұмыс істеп тұрған жобалардың біріне қатысып, тәжірибе жинақтауы керек.
«6 сигма» концепциясының шеңберінде кәсіпорынның ұйымдастырушылық мәдениетіне жаңа инфраструктура енгізіледі. Болашақ жобаларды жүзеге асыру үшін қызметкерлер таңдалынып алынады. Таңдау барысында оқыту және тренингтер механизмі қолданылады. Бұл басқарушы кеңестің функциясына кіреді. Басқарушы кеңес жобаларды таңдайды, бекітеді, оларды енгізу стратегиясын жоспарлайды. Басшылар да «6 сигма» бағдарламасын бақылауға және басқаруға қажетті минимал білім беретін оқу курсынан өтеді.
Мамандардың классификациясы шығыс күрес түрлеріндегі «белбеулер» градациясына ұқсас алынған. Жобаны жақтайтын және оның нетижесіне жауап беретін «чемпион» - ең жоғарғы басшылардың бірі, ол 1-2 апталық танысу курсынан өтеді. «Жасыл белбеу» базалық статистикалық білімін бір немесе екі табысты аяқталған жобаға қатысып, дәлелдеген қызметкерге беріледі. «Қара белбеу» статистикалық анализдің жетілдірілген әдістерін меңгерген, бір немесе бірнеше табысты аяқталған жобаға лидер ретінде қатысқан маманға беріледі. Ең жоғарғы дәреже – «Қара белбеулі шебер». Мұндай дәрежесі бар маман басқа «белбеулерді» оқыту құқығына ие.
Компанияда дәстүлі орныққан ұйымдастырушылық құрылғы бола тұра, «белбеулердің» қажеті не?
«6 сигманың» жетілдіру жобалары процестің айналасына шоғырландырылған, және бір ғана департамент шеңберімен шектелмеген. «Қара белбеу» алған маман өз міндеттерінен босатылып, толығымен «6 сигма» жобаларына өткізіледі. Демек, енді ол департаменттерге қатысты сыртқы консультанттың ролін атқарады:
- ол тәуелсіз, өз ойын жалтақтамай айта алады, процесті нақты бағалай алады;
- сапаны жақсарту мәселелерінде эксперт ретінде өзін көрсете алады;
- маманның алдағы карьерасы «6 сигма» концепциясының шеңберінде жүзеге асырған табысты жобаларына тәуелді болғандықтан, оның жоғарғы мотивациясы бар.
Бұл маман өз компаниясы үшін сыртқы консультанттан да құндырақ, себебі ол өз компаниясының жұмыс спецификасына қанық.
Lean Six Sigma коцепциясын қолдану кезінде жоғарыда кестеде келтірілген инструменттер мен метрикалар жиынтығының бәрін жетік білу міндетті емес. 20/80 қағидасы бойынша барлық жобалардың 80%-ын жүзеге асыру барысында мамандар меңгерген инструменттердің 20%-ы ғана қолданылады.
Lean Six Sigma концепциясын қолданудың табысты болуы кәсіпорынның ұдайы жетілдіру, бәсекелестерді басып озу жолындағы талпынысына, шығынды азайтудың, сапаны көтерудің жаңа концепциялары мен әдістерін үйреніп, қолдануға қызығушылығына тікелей тәуелді.
Талапқа сәйкес келетін " Алты сигма " әдісі параметрдің тұрақтылығы осындай деңгейге ие болады, процесс параметрінің және орнатылған шектерінің орта көрсеткішінің арақашықтығы олардың тербелістері алты стандартты ауытқуға тең. Демек егер процесс тұрақтылығының мөлшерін 6 саны ретінде қабылдаса сан үлкейген сайын, процесс тұрақтылығы соншалық болады. Дайындаушылардың ұсынысымен келісе отырып, "6 сигма" жобасын жүзеге асыру үшін келесі 6 қадамды істеу керек:
- шығу параметрі процестің жүзеге асыру жетістіктерінің негізгі сипаттамаларын қарастыратын бір немесе бірнеше маңызды өнеркәсіптік процессті таңдау;
- процесстің шығу параметрлерін уақытында өзгеруін бақылау методологиясын дайындау;
- пайдаланушылар талабын қанағаттандыратын терминді жоба есептерін және белгілі финанс параметрлерінің жетістіктерін орнату;
- шығу параметріне әсер ететін таңдалған процеске негізгі кіру параметрін орнату;
- кіру параметрін өзгерту керек, ол үшін процестің шығу параметріне дұрыс әсер ету керек;
- мониторинг және бақылау механизмін таңдау.
Б Қосымшасында қолданылатын әдебиеттер тізімі
1. George M.L. Lean Six Sigma for Service. How to Use Lean Speed & Six Sigma Quality to Improve Services and Transactions. – N.Y., McGrow-Hill Co., 2003.
2. Фомичев С.К., Старостина А.О., Скрябина Н.И. Основы управления качеством. – Киев: Издательство МАУП, 2002. – 193 с.
3. George M.L. Lean Six Sigma: Combining Six Sigma Quality with Lean Speed. – ASQ Quality Press, 2002.
4. Donald W.A. The Certified Quality Engineer Handbook. – ASQ Quality Press, 2002.
5. Вумек Д., Джонс Д.Т. Бережливое производство: Пер. с англ. – М.:Альпина Бизнес Букс, 2004.- 473 с.
6. Tapping D., Luyster T., Shuker T. Value Stream Management: Eight Steps to Planning, Mapping, and Sustaining Lean Improvements. – N.Y.: Hroductivity Press, 2002.
7. Хаммер М., Чампи Дж. Реинжиниринг корпорации: Манифест революции в бизнесе: Пер. с англ./ Под ред. И с предусл. В.С. Катькало. – С.-Петербург: Издательство С.-Петербургского университета, 1997.-332 с.
8. Адлер Ю.П., Шпер В.Л. «Шесть сигм»: еще одна дорога, ведущая к храму // Методы менеджмента качества. -2000.-№ 10.
Әдебиеттер тізімі
1.Бурдун Г.Д., Марков Б.Н. Основы метрологии.- М.: Издательство стандартов, 1986. -318с.
2.Тюрин Н.И. Введение в метрологию.- М.: Издательство стандартов,1985.
3. Преображенский В.П. Теплотехнические измерения и приборы.- М.: Энергия, 1978.
4. Крылова Г.Д. Основы стандартизации, сертификации, метрологии. - М.: ЮНИТИ-ДАНА, 2001.-711с.
5. Никифоров А.Д., Бакиева Т.Л. Метрология, стандартизация и сертификация. - М.: Высшая школа,2002.-422с.
6. Шоқаева С. Метрология және өлшеулер. - Алматы, 1998.
7. Әміров Ж.Қ., Иванов Э.А., Жанқозин Ә.Ж., Рысбаев М.Т. Метрология, стандарттау және сапамен меңгеру.- Алматы: ҚР ІІМ Академиясы Ғ3 және РББ, 2000.-190б.
8. Авдеев Б.Я., Антонюк Е.М., Душин Е.М. и др. Основы метрологии и электрические измерения. Под ред. Душина Е.М. - Л.: Энергоатомиздат, 1987.
9. Кассандрова О.Н., Лебедев В.В. Обработка результатов наблюдений. -М.: Наука, 1983.-104с.
10. Бурумкулов Ф.Х., Мировская Е.А. Основы теории вероятности и математической статистики. - М.: Издательство стандартов, 1981.
11. Аубакиров Т.О. Практикум по метрологии, стандартизации и управлению качеством. - Алматы: МГП "Демеу", 1992.- 96с.
12. Аскаров Е.С.Стандартизация, метрология и сертификация: Учебное пособие.-Алматы, 2005.-278с.
Мазмұны
Кіріспе
1-дәріс. Метрология, стандарттау және сапаны басқару курсына кіріспе
1.1 Өлшеулер туралы ғылымның даму тарихы
1.2 Метрологиялық қамтамасыздандыру жүйесі
1.3 Физикалық шамалардың өлшем бірліктерінің эталондары
1.4 Физикалық шамалардың өлшем бірліктерінің Халықаралық жүйесі
1.5 Құбылысты зерттеудің ғылыми әдістері
1.6 Өлшеулердің негізгі сипаттамалары
2 – дәріс. Ықтималдықтар теориясының негіздері
2.1 Ықтималдықтың негіздері
2.2 Кездейсоқ шама
2.3 Үлестірілу функциялары және кездейсоқ шамаықтималдықтарының тығыздығы
2.4 Математикалық үміт және кездейсоқ шаманың дисперсиясы
2.5 Кездейсоқ шамалардың (қателіктердің) үлестірілулерінің түрлері
3-дәріс. Математикалық статистика элементтері
3.1 Статистикалық таңдаулы және бас жиынтық
3.2 Таңдаулы жинақтың орта мәні (орташа арифметикалық мәні)
3.3 Кездейсоқ шаманың таңдаулы орташа квадраттық ауытқуы
3.4Таңдаулы жинақтың орта мәнінің таңдаулы орташа квадраттың ауытқуы
3.5 Статистикалық үлестірілуінің гистрогаммасы
4-дәріс. Тура және жанама өлшеу. Олардың қателіктері
4.1 Тура өлшеулердегі аспап қателіктерін бағалау
4.2 Жанама өлшеулер
4.3 Өлшеу нәтижелерін статистикалық өңдеу
5-дәріс. Жылутехникалық шамаларды өлшеу құралдары
және олардың қателіктері
5.1 Өлшеу құралдарының классификациясы
5.2 Өлшем бірліктер шамасын эталондардан үлгілік және жұмыстық
өлшеу құралдарына жеткізу
5.3 Өлшеу құралдарын (ӨҚ) тексеру әдістері
5.4 Өлшеу құралдарының метрологиялық сипаттамалары
6-дәріс. Жылуэнергетика объектілерін метрологиялық қамтамасыздандыру
6.1 Жылуэнергетика объектілері жұмысының ерекшеліктері
6.2 Метрологиялық қамтамасыздандыру жүйесі
6.3 Метрологиялық қызмет
6.4 Өлшеулердің мемлекеттік жүйесі
6.5 Жылулық шамаларды өлшеу құралдарын тексеру сұлбалары
7-дәріс. Мемлекеттік стандарттау жүйесі
8-дәріс. Сертификаттау және сапаны басқару
А Қосымшасы
Б Қосымшасы
Әдебиеттер тізімі