МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ КАЗАХСТАН
Некоммерческое акционерное общество
АЛМАТИНСКИЙ УНИВЕРСИТЕТ ЭНЕРГЕТИКИ И СВЯЗИ
П.И. Сагитов
ЭЛЕКТРОПРИВОД ПРОМЫШЛЕННЫХ МЕХАНИЗМОВ
Учебное пособие
Алматы 2012
УДК 621.31 (078.8)
С 13 Учебное пособие. П.И.Сагитов:
Электропривод промышленных механизмов.
АУЭС. Алматы, 2012.- 95 с. Ил. 44, библиогр.- 9 назв.
ISBN 978-601-7098-99-5
В учебном пособии по курсу “Электропривод промышленных механизмов” рассмотрены электроприводы основных типовых промышленных установок и механизмов, которые условно разделены на непрерывные механизмы и механизмы циклического действия. Приведены примеры выбора типа электроприводов и расчета мощности приводного двигателя для конкретных механизмов.
Пособие рассчитано для студентов, бакалавров электроэнергетических специальностей, различных форм обучения.
ББК 31.2я73
Рецензенты: зав. каф. ЭАТК КазНТУ, д-р техн. наук, проф. Бекбаев А.Б;
д-р техн. наук, проф. Жумагулов К.К.
Печатается по дополнительному плану издания НАО «Алматинского университета энергетики и связи» на 2012 г.
ISBN 978-601-7098-99-5
© НАО Алматинский университет энергетики и связи, 2012 г.
Содержание
|
|
Введение |
4 |
|
1 |
Электропривод механизмов непрерывного действия с постоянной нагрузкой |
7 |
|
1.1 |
Анализ нагрузок. Построение нагрузочных диаграмм. Расчет мощности двигателя |
7 |
|
1.2 |
Характерные особенности работы электроприводов в установившемся режиме |
17 |
|
1.3 |
Требования к электроприводу и выбор его типа |
21 |
|
2 |
Электропривод механизмов непрерывного действия с переменной нагрузкой |
26 |
|
2.1 |
Электропривод механизмов непрерывного действия с моментом нагрузки, зависящим от скорости |
26 |
|
2.2 |
Электропривод механизмов непрерывного действия с моментом нагрузки, зависящим от времени |
39 |
|
2.3 |
Электропривод механизмов с ударным характером нагрузки |
42 |
|
2.4 |
Электропривод непрерывных станов |
47 |
|
3 |
Электропривод механизмов циклического действия |
51 |
|
3.1 |
Электропривод механизмов подъемных и тяговых лебедок |
59 |
|
3.2 |
Статические и динамические нагрузки электроприводов механизмов передвижения и поворота |
68 |
|
3.3 |
Выбор мощности двигателей для механизмов циклического действия |
72 |
|
3.4 |
Электропривод продольно-строгальных станков |
76 |
|
3.5 |
Электропривод реверсивных станов |
90 |
|
|
Список литературы |
98 |
Введение
Технический прогресс в промышленности сопровождается все увеличивающимся многообразием технологических процессов, механизмов по их назначению и принципам действия, ужесточением режимных характеристик производственных процессов, сокращением технологических циклов, повышением точности обработки и т. д. Очевидно, что в этих условиях преимущество электроэнергии, как энергоносителя, по своим специфическим свойствам полностью соответствует задачам создания высокопроизводительных орудий труда и новых технологий, обеспечивающих этот технический прогресс.
Одним из основных потребителей электроэнергии является электрический привод - электромеханическое устройство, приводящее в действие рабочие органы машин и управляющее ее технологическим процессом. Подавляющее большинство технологических процессов в современном промышленном и сельскохозяйственном производстве реализуется посредством механической энергии, получение которой наиболее удобно посредством электромеханического преобразования. Совершенство системы электромеханического преобразования энергии, совершенство электропривода, в конечном итоге, связано с эффективностью общественного производства в целом.
Создание совершенного электропривода базируется на принятии принципиальных решений по выбору типа электромеханического устройства и системы управления им с учетом особенностей технологического процесса, условий работы машины и отдельных ее механизмов, действующих в этом процессе. Объясняется это обилием технологических процессов, их взаимосвязей и принадлежностей к различным отраслям народного хозяйства. К тому же в одном технологическом процессе может принимать участие множество различного рода рабочих машин. В то же время одна и та же машина может работать в совершенно отличающихся технологических процессах.
Машины, определяемые [1] как механические устройства с согласованно работающими частями, осуществляющие определенные целесообразные движения для преобразования энергии, материалов или информации, по виду выполняемых ими функций делятся на энергетические, предназначенные для преобразования энергии (например, электродвигатели, электрогенераторы, турбины и т. п.), и рабочие, осуществляющие изменение формы, свойств, состояния и положения предмета труда или сбор, переработку и использование информации. К рабочим машинам относятся технологические машины-орудия (типа металлорежущих станков, прокатных станов, сельскохозяйственных, текстильных, строительных машин и т. д.).
Механизм как совокупность подвижно-соединенных тел (звеньев), совершающих под действием приложенных сил определенные целесообразные движения, выполняет либо главное (рабочее), либо вспомогательное движение, реализующее вместе с главным технологическую или подъемно-транспортную операцию. Важно отметить, что определенный механизм может быть в составе различных технологических или рабочих машин.
Обилие технологических процессов, машин, механизмов делает задачу изучения особенностей электроприводов и принятия принципиальных решений в части электропривода конкретных механизмов практически неразрешимой. В основу анализа и синтеза систем электромеханических устройств должны быть положены принципы, опирающиеся на классификацию механизмов по ряду признаков, часть из которых имеет отношение к характеристике механизма, другая - к требованиям непосредственно к электроприводу.
Признаками характеристик механизма, определяющими выбор принципиального решения системы электропривода, могут быть следующие:
- режим работы по времени (см. рисунок 1.1 а) - непрерывного (кривая 1) и циклического (кривая 2) действий. Под непрерывным режимом работы механизма понимается продолжительный режим его работы, в течение которого полностью завершается технологическая операция. Время непрерывного действия механизма должно быть не менее постоянной нагрева Тн приводного двигателя. Циклический режим характеризуется чередованием периодов работы tр и пауз tп в течение цикла tц технологической операции;
- режим работы по скорости (см. рисунок 1.1 б) - нереверсивный (кривая 1) и реверсивный (кривая 2). Заметим, что данный режим оказывает влияние на принципиальное решение системы электропривода, хотя при выборе приводного двигателя по нагреву в случае, например, механизмов непрерывного действия существенного значения не имеет;
- характер изменения нагрузки по времени - постоянный (см. рисунок 1.1в, кривая 1), переменный (см. рисунок 1.1 в, кривая 2), ударный (см. рисунок 1.1 г, кривая 1), случайный (см. рисунок 1.1 г, кривая 2);
- характер изменения нагрузки по скорости - постоянный (см. рисунок 1.1д, активная нагрузка, кривая 1), типа сухого трения (реактивная нагрузка) М = sin(w) (см. рисунок 1.1 д, кривая 2), переменный типов M = bwn (см. рисунок В.1 д, кривая 3) и ( см. рисунок 1.1 е)
Признаками, определяющими выбор системы управления электроприводами, могут быть следующие:
- регулирование координат не требуется; необходимо регулирование скорости w, ускорения e, момента М, пути S и т.д.;
- точность регулирования не требуется, требуется регулирование с ограниченной точностью, имеется необходимость прецизионного, высокоточного регулирования;
- плавность регулирования координат;
- способ регулирования - ручной, полуавтоматический, автоматический, программный.
В курсе электропривод типовых промышленных механизмов рассматриваются названные характерные признаки, присущие разнообразным производственным механизмам, которые условно делят на две группы: механизмы непрерывного действия и механизмы циклического действия.
 |
Рисунок 1.1 - Режимы работы механизмов
При делении на группы механизмов непрерывного и циклического действия учтены особенности режимов нагрузки в соответствии с приведенной классификацией.
В первой главе учебного пособия изложены вопросы электроприводов механизмов непрерывного действия с постоянной нагрузкой, во второй главе - с нагрузкой, зависящей от скорости и времени, в третьей главе рассматриваются электроприводы механизмов циклического действия при различных нагрузках на валу приводного двигателя.
1 Механизмы непрерывного действия с постоянной нагрузкой
1.1 Анализ нагрузок. Построение нагрузочных диаграмм. Расчет мощности двигателя
При классифицировании производственных механизмов была выделена группа, особенностью которой является постоянство нагрузки при непрерывном характере работы. К этой группе относятся механизмы рабочих машин, выполняющие транспортирующие функции (конвейеры ленточные и цепные, рольганги, канатные дороги, эскалаторы и т. д.), и механизмы металлорежущих станков (типа токарных, карусельных, сверлильных и т.п.), выполняющие главные движения, механизмы непрерывных прокатных станов и т. п.
Функции назначения, конструктивные элементы этих механизмов различны. Различна и природа возникновения статических нагрузок. Однако постоянство нагрузки в течение длительного режима их работы при заданной скорости позволяет выявить общность в определении мощности Рc (кВт) на валу приводного двигателя, которая определяется следующим образом
![]()
 или
или  , (1.1)
, (1.1)
где Fcmax, Mcmax - максимальное статическое усилие (Н) или момент сопротивления (Нм);
V,w - заданные скорости перемещения (м/с) или вращения (рад/с) рабочего органа машины;
h - КПД механизма;
k = 1,2 – 1,3 - коэффициент запаса, учитывающий дополнительные усилия, вызванные особенностями работы механизма.
Так как рассматриваемый класс производственных механизмов имеет продолжительный режим работы, то при расчете мощности приводных двигателей не учитываются переходные процессы и связанные с ними динамические усилия. Однако в ряде случаев при проектировании систем управления электроприводами данных механизмов должны быть учтены особенности процессов работы, обусловленные, например, пуском или торможением, т. е. динамическими режимами.
По характеру статических нагрузок указанную группу механизмов можно разделить на механизмы с распределенными и сосредоточенными усилиями. В первом случае это в большинстве своем механизмы транспортирующих машин типа конвейеров, рольгангов, эскалаторов, канатных дорог и т. д. Во втором случае - механизмы типа главных приводов токарных, карусельных и других типов станков.
Остановимся подробнее на ряде конкретных примеров. Конвейеры (или транспортеры) предназначены для непрерывной транспортировки насыпных и штучных грузов по заданной трассе в соответствии с технологическим процессом. В конструкцию каждого конвейера входят следующие устройства: несущий и тянущий органы, которыми могут быть стальная или текстильная лента, цепь, ковши, каретки, скребки и т. п.; приводная станция, включающая приводной двигатель, передачу, ведущий барабан. Натяжная станция, в состав которой входят натяжной барабан, горизонтальные направляющие, ролики, по которым перемещается лента.
В зависимости от исполнения тянущего органа (лента или цепь) различают ленточные и цепные конвейеры. В ленточных конвейерах лента выполняет функции несущего и тянущего органов. Цепные конвейеры могут иметь различные несущие органы, по которым различают их типы: скребковые, ковшовые, подвесные и т. д.
Современные типы конвейеров имеют скорости перемещения груза до 6 м/с (ленточные) при производительности более 20 000 т/ч.
Эскалаторы также являются одним из видов транспортирующих машин, предназначенных для перемещения людей. На рисунке 1.1 представлен эскалатор с одной рабочей ветвью. Ступени лестничного полотна связаны шарнирами с двумя замкнутыми цепями 2, которые приводятся в движение ведущей звездочкой 3. Нижняя звездочка 4 связана с натяжным грузом. Вал ведущей звездочки соединен через редуктор и цепную передачу с приводным двигателем 5. Привод эскалатора снабжен тормозами: рабочими и аварийным. Рабочие тормоза расположены непосредственно у двигателя, аварийный - у ведущей звездочки (рассчитан на случай обрыва кинематической цепи). Поручни 6 эскалатора приводятся в движение через соответствующую кинематическую цепь от приводного двигателя. Скорость движения полотна эскалатора выбирается в пределах 0,45-1 м/с. Увеличение верхнего предела скорости не приводит к росту производительности, так как ухудшается заполнение полотна конвейера и создает неудобства пассажирам при входе и выходе с эскалатора.
Канатные дороги являются весьма распространенным транспортным средством в горных, лесных и заболоченных местностях при строительстве гидротехнических сооружений, горных разработках и как вид пассажирского транспорта, особенно для спортивных и туристических целей.
Различают два вида канатных дорог: кольцевые непрерывного действия (многокабинные) и маятниковые (двухкабинные). В первом случае тянущий канат находится в непрерывном движении, а кабины автоматически или ручным способом присоединяются в местах загрузки и выгрузки. Во втором случае кабины, имеющие жесткое присоединение к тянущему органу, движутся навстречу друг другу с одновременной остановкой на конечных станциях. Этот тип канатных дорог по характеру относится к механизмам циклического действия, а не непрерывного в связи с общностью характера статической нагрузки. Отметим также, что в целом ряде случаев протяженность трасс маятниковых канатных дорог такова, что циклы работы электропривода превышают 10 мин, т. е. режим работы приводного двигателя по нагреву приближается к продолжительному. Современные канатные дороги отличаются большой производительностью (до 800 пассажиров в час) и высокими скоростями движения (до 10 м/с).
Рисунок 1.1 - Эскалатор
Рольганги - механизмы, предназначенные для транспортирования различного рода изделий с помощью вращающихся роликов. Особенно широкое распространение рольганги имеют в металлургической промышленности для перемещения прокатываемого металла (рабочие рольганги, расположенные непосредственно у клетей стана; удлинительные или рабочие вспомогательные, являющиеся продолжением основных рабочих; транспортные). Следует отметить, что определенное число названных типов рольгангов работает в повторно-кратковременном режиме и относится к механизмам циклического действия. Однако характер статической нагрузки и методы ее определения одинаковы для рольгангов непрерывного и циклического действия. Можно привести еще ряд примеров механизмов непрерывного действия с постоянной распределенной нагрузкой.
Для таких механизмов характерно наличие многих движущихся элементов: роликов, катков, барабанов, звездочек и т. д., при вращении которых возникают основные потери энергии. Кроме них, потери возникают из-за деформации тянущих органов, их частичного проскальзывания в приводных барабанах. Однако эти дополнительные потери существенно меньше основных и не учитываются. При перемещении груза с постоянной скоростью как при качении роликов по неподвижной опоре (стальные направляющие в эскалаторах, опорные канаты в канатных дорогах), так и при качении по закрепленным роликам (тянущий канат в канатных дорогах, лента в конвейерах (см. рисунок 1.3), изделие на рольганге) возникают силы трения в подшипниках роликов и момент сопротивления качению.
В общем случае результирующая сила сопротивления движению роликов на наклонном участке определяется, как
Fр = c(G + G0 ) cosb, (1.2)
где G - вес транспортируемого груза,
G0 - собственный вес несущих и тяговых элементов (роликов, канатов, ленты, цепи и т. д.),Н;
b -угол наклона участка по отношению к горизонту;
c = kp (2f + mdp) / Dp - общий коэффициент сопротивления роликов;
f - коэффициент трения
качения, м (при качении стального ролика по стальной опоре (0,5 - 0,8)
• 10![]() , при качении
горячего металла по роликам - 1,5 -10-3, холодного - 10-3);
, при качении
горячего металла по роликам - 1,5 -10-3, холодного - 10-3);
m - коэффициент трения скольжения в подшипниках ролика (для подшипников качения (0,01--0,03);
dp - диаметр цапф ролика, м;
Dp - диаметр ролика, м;
kp - 1,2 -коэффициент, учитывающий дополнительное трение о реборду катка (для механизмов без реборд kp = 1).
 |
Для ленточных конвейеров и канатных дорог расчетным путем трудно определить величину коэффициента трения качения f стали по резине (резиновая лента - в конвейерах, резиновый бандаж катков - в канатных дорогах). Строго говоря, ввиду многообразия факторов, влияющих на основное сопротивление, вычисление точного значения коэффициента c невозможно. Эту величину обычно рассчитывают по эмпирическим формулам или принимают на основе данных опытного массового измерения. Так, согласно [2], для различных типов конвейерных установок при различных условиях эксплуатации с = 0,02 - 0,08.
Кроме основной силы сопротивления Fp, при расчете суммарного статического усилия Fc необходимо учитывать дополнительные сопротивления Fб, обусловленные трением в барабанах шкивов или звездочек, а также сопротивление Fг от продольной составляющей транспортируемого груза и веса движущихся частей установки. Первая составляющая Fб определяется в зависимости от приложенной к подшипнику равнодействующей силы. Если принять угол обхвата барабана равным 180° и пренебречь его собственным весом, усилие на тянущем органе от трения в подшипниках может быть определено следующим образом:
Fб=2Тнабmdб/Dб , (1.3)
где Тнаб - натяжение тянущего органа на набегающей стороне барабана, Н;
dб - диаметр цапфы подшипника, м;
Dб - диаметр барабана (шкива или звездочки), м.
Вторая составляющая Fг
обусловлена подъемом или спуском перемещаемых грузов и может быть определена
следующим образом
F r= ±Lу(q+q0 ) sinb , (1.4)
где L - длина наклонного участка, м;
q0 - вес погонного метра груза, Н/м;
q - вес погонного метра несущих и тянущих органов, Н/м.
В (5) знаки «+» или «-» принимаются соответственно при движении на подъем или на спуск.
Тяговое усилие, необходимое для приведения в движение механизма, определяется как результирующее усилие сопротивления движению на всех участках механизма, т. е.
Fc= åFpi+åFбi ± åFri , (1.5)
где индекс «i» относится к значению соответствующих величин на 1-м участке трассы.
При расчете суммарного тягового усилия и места установки приводного двигателя механизмов непрерывного действия распределенным характером нагрузки строится эпюра натяжения по всей трассе методом расчета по контуру или по точкам.
Рассмотрим в качестве примера построение эпюры натяжения конвейера, кинематическая схема которого представлена на рисунке 1.3.
|
|

Весь контур, образуемый тяговым элементом (в данном случае лентой), разбивают на прямолинейные и криволинейные участки, нумеруют точки сопряжения этих участков (см. рисунок 1.3, а), начиная от точки сбегания тягового элемента с приводного барабана (шкива или звездочки в общем случае).
Выполняя последовательный обход контура по точкам, определяют натяжение на набегающей и сбегающей ветвях тягового элемента у привода, по величине которых находят общее сопротивление, а следовательно, потребное тяговое усилие. Во всех случаях удобно начинать обход контура от точки наименьшего натяжения в обе стороны к приводу. Величина наименьшего натяжения принимается в зависимости от типа транспортной установки и условий ее работы.
При определении натяжения в точках контура пользуются следующим правилом: натяжение тягового элемента в каждой последующей по его ходу точке равно сумме натяжения в предыдущей точке и сопротивлению на участке между этими точками, т. е.
Ti = Ti-1 + åFi . (1.6)
Для рассматриваемого примера (см. рисунок 1.3) минимальное натяжение при установке двигателя на барабане Б может иметь место в точках 1 или 3. Если сопротивление на участках 1-2 и 2-3, равное с(Gо,1-2+С0,2-3)×cosb, оказывается больше, чем усилие Gо,2-3×sinb, обусловленное наклоном участка 2-3, то минимальное натяжение имеет место в точке 1, т.е. T1= То (предварительное натяжение).
В других точках натяжения будут следующими
T1 = T0 ,
T2 = T0 + G0,1-2,,
T3 = T2 +cG0,2-3 cosb - L2-3 q0 sinb,
T4 = T3 + cG0,3-4 cosb,
T5 = T4 +2T4 m dб /Dб ,
T6 = T5 + c(G0,5-6 + G5-6 ) cosb , (1.7)
T7 = T6 + c(G0,6-7 + G6-7 ) cosb + L6-7 (q + q0 )sinb ,
T8 = T7 + c(G0,7-8 + G7-8 ) cosb ,
T1¢ = T8 +2T8 m dб /D .
Характер изменения величины натяжения по контуру можно изобразить графически в виде диаграммы (рисунок 1.3, б), в которой по оси абсцисс в масштабе отложены длины участков трассы конвейера, а по оси ординат - величины натяжения (длины участков в поворотных пунктах принимаются равными нулю).
Из построенной диаграммы следует, что наибольшее натяжение имеет место на верхней рабочей ветви конвейера. Поэтому именно в этом месте, следующем за наиболее нагруженным участком, целесообразна установка приводного двигателя. Статическое усилие, равное
Fc = T¢1 – T0 , (1.8)
должно быть положено в основу расчета мощности приводного двигателя. При установке приводного двигателя в другом месте существенно будет загружена обратная ветвь конвейера и возрастет усилие натяжного устройства. Для цепного конвейера имеется возможность снизить величину максимального натяжения установкой дополнительной приводной звездочки на участке 6-7. Рассмотренный принцип определения тягового усилия может быть положен в основу расчета приводных двигателей электроприводов, эскалаторов и канатных дорог. Что касается электропривода рольгангов, то здесь имеется определенное отличие, связанное с необходимостью учета увеличения нагрузки при буксовании (проскальзывании) роликов по металлу.
Момент статического сопротивления при транспортировании металла по рольгангу определяется практически аналогично рассмотренным ранее механизмам, т. е. на горизонтальном участке
Мс = (zр Gр + Gмет)m dш/2 +Gмет f 10-3 / ih , (1.9)
где Gр - вес ролика, Н;
Gмет - вес транспортируемого изделия, который при групповом приводе принимается равным весу всего изделия, а при индивидуальном приводе в силу факторов, плохо поддающихся учету, определяется на основе опытных данных.
Так, в [3] приведена таблица относительного веса металла на один ролик рольганга согласно данным бывшего ГПИ Тяжпромэлектропроекта;
zр - количество роликов рольганга;
i - передаточное отношение редуктора;
h - КПД механизма, принимаемый равным 0,5 hн при нормальном транспортировании, так как момент двигателя при этом невелик.
При буксовании, имеющем место при чрезмерных ускорениях и замедлениях, при набросе изделия на ролики, при упоре изделия в борта рольганга, статический момент двигателя равен
Мc, = (zp Gp + Gмет)m dш +Gмет m Dp /2 ih , (1.10)
где m - коэффициент трения металла о ролики при буксовании (например, при горячей прокатке m = 0,15-0,3, при холодной прокатке m = 0,1-0,15); Dp - диаметр ролика, м.
Рассмотрены примеры и методы расчета статических нагрузок механизмов с распределенными усилиями, характерными признаками которых являются непрерывность действия и постоянство нагрузок по времени и скорости в течение продолжительного периода. Примерами механизмов непрерывного действия с постоянной сосредоточенной нагрузкой являются механизмы металлорежущих станков (например, токарных, карусельных, сверлильных и т. д.).
Придание заготовке, обрабатываемой на станке, необходимой формы и размеров осуществляется перемещением режущей кромки инструмента относительно заготовки. Разделяют главное движение, за счет которого производится резание металла и движение подачи, которое обусловливает перемещение инструмента или заготовки для снятия нового слоя. Указанные движения являются основными, или рабочими. Кроме них, в стайках имеются так называемые вспомогательные движения, необходимые для наладочных операций, подвода и отвода инструмента и т. д.
В зависимости от вида обработки в металлорежущих станках основные движения осуществляются различными способами. Например, в случае токарной обработки это сочетание вращательного движения заготовки - главное движение и поступательного движения инструмента - движение подачи. А при сверлении движение инструмента имеет и вращательный, и поступательный характер при неподвижной заготовке.
Особенности вида обработки, основные и вспомогательные движения позволяют правильно оценить такие технологические показатели работы станка, как статические усилия, режимы резания, диапазоны регулирования скорости при обработке изделия, время работы при выполнении каждой операции, т. е. дают возможность сформулировать требования к электроприводу данного типа станка и правильно спроектировать его. Названные технологические показатели рассмотрим на примере токарных станков.
 В процессе токарной обработки изделия 1 (см. рисунок
1.4) возникает усилие, приложенное под некоторым углом к режущей кромке
инструмента 2. Это усилие представляется в виде трех составляющих:
В процессе токарной обработки изделия 1 (см. рисунок
1.4) возникает усилие, приложенное под некоторым углом к режущей кромке
инструмента 2. Это усилие представляется в виде трех составляющих:
а) тангенциального FZ или усилия резания, воспринимаемого главным приводом станка, приводом шпинделя, в котором закреплена заготовка;
б) радиального Fу, создающего давление на
суппорт (с режущим инструментом);
в) осевого FX или усилия подачи, непосредственно преодолеваемого механизмом подачи.
Для расчета усилия FZ(H) и скорости резания VРЕЗ (м/с) используются эмпирические формулы [4]
FZ=9.81CFtXFSYFVnРЕЗ , (1.11)
 , (1.12)
, (1.12)
CF, CV-коэффициенты, характеризующие обрабатываемый материал, резец и вид обработки;
t - глубина резания (см. рисунок 1.4), мм;
S - подача, перемещение резца за один оборот изделия, мм/оборот;
T - стойкость резца (время работы между двумя заточками), мн;
m, n, XF, XV, YF, YV - показатели, зависящие от свойств обрабатываемого металла, материала резца и вида обработки.
Значения технологических параметров для соответствующих видов обработки определяются по справочнику или задаются технологами. В целом ряде случаев могут быть заданы скорости, усилия и мощности резания, определяемые согласно (1.1), при FC = FZ. Использование формул (1.11) и (1.12) возможно лишь при определенных условиях заточки режущего инструмента. При отклонении от этих условий необходимо вводить поправочные коэффициенты.
Важно отметить, что большим по величине скоростям соответствуют меньшие значения усилий резания. Это приводит к практическому постоянству мощности резания. Кроме того, при обработке изделий имеют место продолжительные режимы работы с длительностью более 10 мин. Последние обстоятельства и позволили отнести токарные станки в группу механизмов непрерывного действия с постоянной нагрузкой. На основании технологических данных всегда можно выделить наиболее тяжелый с точки зрения нагрева двигателя режим работы, характеризуемый максимальными статическими усилиями при соответствующей скорости резания.
Но в общем случае на основании эскиза обрабатываемой детали, на котором приведены геометрические размеры и операции (переходов), выполняемые на станке для данного изделия с заданными глубинами резания и подачи определяют усилия FZ и мощности РZ, и строят нагрузочную диаграмму. Паузы в работе станка учитывают время на установку и снятие детали, измерения размеров и т. д.
По эскизу детали, для которой выполняются операции, к примеру: подрезка, обточка цилиндрической поверхности - задаются величины для каждой операции S, t, V, F и определяются значения Рc на основании (1.1).
Затем строится нагрузочная диаграмма, по которой на основании, например, метода средних потерь или эквивалентной мощности (если это возможно), проверяется предварительно выбранный двигатель по нагреву, а затем по перегрузочной способности.
Радиальное усилие FY и осевое FX определяются аналогично (1.11). Однако по величине они существенно меньше FZ, особенно FX. Суммарное усилие, преодолеваемое приводом подачи, равно
![]() . (1.13)
. (1.13)
Мощность привода подачи Рп (кВт), согласно (1-1), равна
 или
или
![]() ,
(1.14)
,
(1.14)
где Vп - скорость подачи, м/с;
ω- угловая скорость обрабатываемого изделия, рад/с.
Мощность
подачи Рп существенно меньше мощности резания
![]() , так как скорость подачи Vп во много раз меньше скорости резания Vрез.
Технологическое или машинное время обработки определяется следующим образом
, так как скорость подачи Vп во много раз меньше скорости резания Vрез.
Технологическое или машинное время обработки определяется следующим образом
![]() ,
(1.15)
,
(1.15)
где I-длина прохода, мм;
п-число оборотов изделия в минуту;
S-подача, мм/оборот.
Время tM может быть сокращено, как показывает (1.15), не только увеличением скорости резания, но и увеличением подачи. Последнее обстоятельство связано с распространенным в последнее время так называемым силовым резанием металлов.
|
|
Аналогично токарной обработке могут быть рассмотрены вопросы расчета усилий и при сверлении изделия 1 (см. рисунок 1.5), где режущему инструменту 2 одновременно сообщаются два движения: главное 3 (вращение сверла) и подачи 4 (продольное перемещение сверла). Скорость резания и усилия при сверлении могут быть определены по форму-
лам, приведенным в [4].
1.2 Характерные особенности работы электроприводов в установившемся режиме
В целом ряде случаев для приведения в движение механически не связанных друг с другом секций (конвейеры большой протяженности), для уменьшения натяжения в тянущем органе односекционного конвейера, для снижения мощности приводных двигателей и т. д., для механизмов непрерывного действия с постоянной (в основном с распределенной) нагрузкой применяются многодвигательные электроприводы. При этом возникают вопросы распределения нагрузки отдельных приводных двигателей и согласования скоростей их вращения. Особенно большое значение приобретают эти вопросы при наличии механической связи приводов посредством ленты, цепи, каната и т. д., обладающих конечной упругостью.
Поясним сказанное на примере цепного и ленточного конвейеров. При этом не будем принимать во внимание трение в нерабочих ветвях конвейера и подшипниках барабанов.
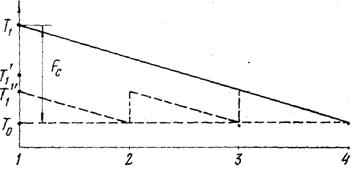
При однодвигательном приводе максимальное натяжение (см. рисунок 1.6) имеет место на входе приводной звездочки Т1 = Т0+FC. При этом двигатель выбирается, исходя из величины усилия FC.
При установке второго двигателя, допустим, полная нагрузка распределится поровну между двигателями звездочек в силу предполагаемой идентичности их механических характеристик и равенства скоростей. В этом случае максимальное натяжение на входе станет равным Т1˝=Т1 - FC /2.
При включении третьего двигателя максимальное натяжение станет равным Т1˝=Т1-2FC/3, т.е. существенно будет уменьшено по сравнению с однодвигательным вариантом привода цепного конвейера. Меньше (и притом значительно) будет и усилие, воспринимаемое двигателем, т.е. возможен выбор приводного двигателя меньшей одиночной мощности. Соответствующим подбором мест установки звездочек 2 и 3 на трассе конвейера можно получить равенство натяжения в набегающих ветвях.
Иначе распределяются натяжения в случае применения многодвигательного привода для ленточного конвейера. При приведении в движение только барабана его двигатель воспринимает полное усилие FC и развивает момент MC в соответствии с характеристикой, представленной на рисунке 1.6.
Наибольшее натяжение ленты, равное FC + T0, имеет место на набегающей ветви барабана 1. Натяжение ленты между барабанами 1-2 и 2-3 равно Т0. При включении дополнительно двигателя барабана 2 рабочие точки на характеристиках (в случае их идентичности) смещаются: 1' , 2' вместо 1, 2. Моменты двигателей барабанов 1 и 2 при этом становятся равными 1/2Мс. Натяжение между барабанами 1 и 2 становятся равным T0 + FC/2, а между барабанами 2-3 сохраняется прежним - T0.
При одновременном приводе трех барабанов их двигатели развивают моменты 1/3МC (см. рисунок 1.6 рабочие точки 1˝, 2˝, 3˝ на характеристике). Натяжение между барабанами 1-3 сохраняется неизменным - T0+FC, между барабанами 1-2 и 2-3 становятся соответственно равными 2/ЗFC+T0 и 1/3FC+T0.
Таким образом, применение многодвигательного привода ленточного конвейера существенно снижает усилия, воспринимаемые каждым двигателем. Однако, при этом сохраняется неизменным натяжение в рабочей ветви конвейера и увеличивается натяжение в нерабочей ветви. Но разница в натяжении набегающей и сбегающей ветвей ленты барабанов существенно уменьшается, что, конечно, улучшает условия оцепления барабана с лентой и позволяет снизить начальное натяжение последней.
 |
В рассмотренных примерах имело место снижение единичной установленной мощности приводных двигателей. Их характеристики предполагались идентичными. В случае же применения двигателей с характеристиками неравной жесткости двигатели не будут загружены равномерно.
Справедливость последнего утверждения покажем на примере ленточного конвейера при наличии двух приводных двигателей (допустим, асинхронных) барабанов 1 и 2, механические характеристики которых не идентичны (см. рисунок 1.7).
В этом случае
![]() ,
,
![]() ,
(1.16)
,
(1.16)
где F1, F2, М1, М2 - усилия и моменты соответственно двигателей 1 и 2.
На рабочих участках механических характеристик справедливо выражение
![]() ,
(1.17)
,
(1.17)
![]() ,
,
![]() .
.
На основании (1.16) и (1.17) можно записать
 ,
,
![]()
 ,
,
 .
(1.18)
.
(1.18)
Таким образом, нагрузки приводных двигателей распределяются пропорционально жестокостям их механических характеристик. Если учесть, что рассматриваемый класс механизмов непрерывного действия работает в длительном режиме, то, очевидно, перегрузка любого из двигателей недопустима. Но избежать этого при не идентичности механических характеристик можно лишь выравниванием их, что возможно при использовании в качестве приводных асинхронных двигателей с фазным ротором, двигателей постоянного тока или асинхронных короткозамкнутых с муфтами скольжения.
В случае конвейеров небольшой мощности возможно применение асинхронных двигателей с повышенным скольжением.
Распределение нагрузок между приводными двигателями еще более осложняется, если учесть изменение сечения тянущего органа ленты конечной жесткости в зависимости от величины натяжения. Вновь обратимся к примеру двухдвигательного привода ленточного конвейера (см. рисунок 1.7 а). Так как натяжение Т1 больше натяжения Т2, то плотность ленты на барабане 1 меньше, чем на барабане 2, т.е. γ1 < γ2.
![]() .
(1.19)
.
(1.19)
При сохранении постоянства секундного объема тянущего органа даже в первом приближении (одинаковость сечений Q1 и Q2 ленты при обхвате барабанов 1 и 2) приводит к неравенству скоростей перемещения ленты, т.е. V1≠V2. Причем V1>V2. К тому же сечения Q1 и Q2 отличаются друг от друга (Q1<Q2, ибо T1>T2), что еще в большей степени сказывается на неравенстве скоростей линейного перемещения ленты на входах барабанов 1 и 2 (V1>V2), а следовательно, на неравенстве угловых скоростей вращения барабанов и приводных двигателей ω1>ω2, так как V1= ω1Rб и V2 = ω2Rб - радиус барабанов 1 и 2 (полагаем их одинаковыми). В выражении (1.19) не учитывается толщина ленты.
 |
Обозначим отношение угловых скоростей ω2 и ω1
 . (1.20)
. (1.20)
Механические характеристики двигателей (см. рисунок 1.7,б - прямые 1,2) полагаем идентичными и прямолинейными. В этом случае
s1+s2=2sн , (1.21)
где S1, S2, SН - соответственно скольжения первого и второго двигателей и номинальное, рисунок 1.7,б. Там же обозначены моменты М1 и М2 двигателей.
В соответствии с характеристиками двигателей
![]() и
и
![]() (1.22)
(1.22)
или с учётом (1.20)
 ,
(1.23)
,
(1.23)
на основании (1.21),
![]() ,
(1.24)
,
(1.24)
или
 .
(1.25)
.
(1.25)
С другой стороны, при прямолинейных механических характеристиках справедливо соотношение
 ,
,
 .
(1.26)
.
(1.26)
Таким
образом, при вытяжке ленты при полностью идентичных механических
характеристиках двигатели барабанов будут иметь различные нагрузки. Так,
например, при ![]() % и
% и
![]() (каждого
двигателя) для
(каждого
двигателя) для ![]() первый
двигатель оказывается недогруженным на 40 %, а второй - на 40 % перегруженным.
первый
двигатель оказывается недогруженным на 40 %, а второй - на 40 % перегруженным.
Вновь должна быть решена задача выравнивания нагрузок двигателей, что возможно, например, смягчением характеристик двигателя барабана 2 (cм. рисунке 1.7,б, кривая 2).
Рассмотренные особенности работы многодвигательных электроприводов в установившихся процессах существенно сказываются на характере распределения нагрузок между приводными двигателями.
1.3 Требования к электроприводу и выбор его типа
Рассмотренные особенности работы механизмов непрерывного действия с постоянной нагрузкой в установившихся и динамических режимах позволяют определить требования к электроприводам этих механизмов и выбор их типа, которые могут быть сформулированы следующим образом:
- для большого числа механизмов непрерывного действия не требуется регулирования скорости. Сюда, прежде всего, относятся конвейеры, эскалаторы, канатные дороги небольшой протяженности и т. д. В этом случае широко применяются короткозамкнутые асинхронные двигатели, которые также используются и в главных электроприводах некоторых типов токарных ставков, где регулирование скорости осуществляется механическими средствами;
- для ряда механизмов с распределенным характером нагрузок требуется неглубокое регулирование скорости в диапазоне D = 2:1 с целью изменения темпа технологического процесса. Здесь применяются асинхронные двигатели с фазным ротором и короткозамкнутые с регулированием скорости посредством различного рода регуляторов напряжения;
- для механизмов металлорежущих ставков: токарных, карусельных и т.д. (главных приводов и в случае индивидуального привода подач) - требуется в большинстве случаев широкое регулирование скорости в диапазоне для главных приводов DГ = (100-150):1 и приводов подач DП = (6000-8000):1. В последующем это требование к электроприводу станков будет рассмотрено особо;
- как отмечалось, для механизмов (особенно с наружной установкой): конвейеров, канатных дорог, приводов подач ставков - характерен большой по величине момент трения покоя, что обусловливает применение асинхронных электродвигателей с повышенным пусковым моментом и скольжением;
- для исключения (или, по крайней мере, уменьшения) явления раскачивания груза, для обеспечения плавности протекания переходных процессов при пуске и торможении механизмов, транспортирующих людей, с большими приведенными к валу двигателя маховыми массами большой протяженности, с конечной эластичностью тянущих органов требуется ограничение ускорения или замедления (ограничение темпа динамических процессов).
В этих случаях целесообразно применение двигателей с фазным ротором с большим количеством 7 (или 9) ступеней сопротивления в роторной цепи, асинхронных короткозамкнутых двигателей с тиристорными регуляторами напряжения, дросселями насыщения, муфтами скольжения (электромагнитных, порошковых, гидравлических). В ряде случаев с целью создания подтормаживания в процессе пуска используются тормозные устройства - колодочные или гидравлические толкатели. При многодвигательном приводе используется поочередный пуск двигателей.
При жестких требованиях по ограничению ускорений применяют двигатели постоянного тока с различного рода преобразователями, в том числе и тиристорными. Сформулированные требования к электроприводам механизмов непрерывного действия с постоянной нагрузкой в определенной степени очевидны, за исключением, пожалуй, требований к регулированию скорости электроприводов механизмов с сосредоточенным характером нагрузки.
В
качестве примера рассмотрим электропривод токарного станка. Токарные
станки в общем случае предназначены для обработки деталей разных размеров из
различных материалов. При этом используются многообразные инструменты и технологические
операции. В этом случае естественным является выбор определенной скорости
резания ![]() (1.12),
при которой токарная обработка является экономичной.
(1.12),
при которой токарная обработка является экономичной.
Показатели этой экономичной обработки связаны с регулированием скорости главных приводов и приводов подачи, которые характеризуются диапазоном и плавностью регулирования, условиями нагрузки (например, постоянством мощности главных приводов, требованиями к жесткости характеристик, надежностью и т. д.).
Диапазон регулирования DГ скорости вращения главного привода определяется следующими параметрами:
- пределами скоростей резания, м/мин,
![]() ,
(1.27)
,
(1.27)
где d-диаметр изделия, мм ;
n, ω –скорости вращения шпинделя, об/мин или рад/с.
При
постоянном d, максимальной ![]()
![]() и минимальной
и минимальной ![]() скорости
скорости
вращения шпинделя равны
![]() ,
,
![]() .
(1.28)
.
(1.28)
-
пределами диаметров обрабатываемого изделия при постоянной
![]()
 ,
,
 .
(1.29)
.
(1.29)
Полный
диапазон ![]() определится как
определится как
 (1.30)
(1.30)
и лежит в пределах (100-150):1.
Для
привода подачи диапазон ![]() определяется
требуемым диапазоном линейных скоростей и лежит в пределах (для токарных,
карусельных станков [4]) (50-7000):1.
определяется
требуемым диапазоном линейных скоростей и лежит в пределах (для токарных,
карусельных станков [4]) (50-7000):1.
Плавность
регулирования скорости определяется коэффициентом регулирования ![]() ,
который для обычно используемого на практике геометрического ряда скоростей
равен
,
который для обычно используемого на практике геометрического ряда скоростей
равен
 , (1.31)
, (1.31)
где z –число скоростей;
z-1- число интервалов между скоростями.
Стандартом установлены значения ![]() =1,26; 1,41; 1,58. Теоретически возможно
регулирование скорости с
=1,26; 1,41; 1,58. Теоретически возможно
регулирование скорости с ![]() =1.
=1.
Для обеспечения требуемых значений плавности и диапазона скоростей применяются способы механического ступенчатого, электромеханического ступенчатого и электрического бесступенчатого регулирования.
Механическое регулирование скорости вращения главного привода станка осуществляется посредством переключения шестерен коробки скоростей, которое производится либо вручную, либо дистанционно с помощью электромагнитных муфт, серводвигателей или гидравлических механизмов.
При ступенчатом регулировании скорости каждому значению скорости вращения шпинделя станка соответствует определенный диапазон изменения диаметров изделия. Необходимо отметить, что, хотя при таком регулировании на основании геометрического ряда скоростей и происходит понижение скорости резания, потери эти сохраняются неизменными для любых соседних интервалов скорости вращения. Однако ступенчатое механическое регулирование скорости не обеспечивает для большинства диаметров обработки выгодную скорость. Следовательно, станок не может обеспечить максимально высокую производительность. Попытки повысить плавность регулирования посредством увеличения количества ступеней приводят к сложной кинематической схеме станка, что сказывается не только на стоимости коробки скоростей, но и на точности работы станка.
Электромеханическое регулирование скорости позволяет в целом ряде случаев существенно упростить кинематическую схему станка при одновременном увеличении числа ступеней. При этом полный диапазон Dг регулирования скорости достигается сочетанием электрического De и механического Dм регулирований, т. е. Dг = De*Dм при обеспечении условия: каждой скорости двигателя соответствует определенная скорость шпинделя, не повторяющаяся ни при одной из остальных скоростей двигателя.
При
применении многоскоростного асинхронного двигателя это условие не всегда
выполнимо. Допустим, наименьшей скорости двигателя ω01 соответствуют
4 скорости вращения шпинделя согласно, например, 4 ступеням механического регулирования:
ω1, ω2, ω3, ω3,![]() ω4. При
скорости двигателя 2ω01=ω02 и
при соответствующих положениях передач скорости шпинделя будут равны: 2ω1,
2ω2, 2ω3, 2ω4. Аналогично
определяются скорости вращения шпинделя и при двух других скоростях двигателя
(в случае применения трех - или четырехскоростного двигателя). Очевидно, что
правильный геометрический ряд скоростей может быть получен лишь при
определенных сочетаниях величин полного диапазона регулирования Dг, числа переключений коробки скоростей Dм и коэффициента плавности регулирования φ.
ω4. При
скорости двигателя 2ω01=ω02 и
при соответствующих положениях передач скорости шпинделя будут равны: 2ω1,
2ω2, 2ω3, 2ω4. Аналогично
определяются скорости вращения шпинделя и при двух других скоростях двигателя
(в случае применения трех - или четырехскоростного двигателя). Очевидно, что
правильный геометрический ряд скоростей может быть получен лишь при
определенных сочетаниях величин полного диапазона регулирования Dг, числа переключений коробки скоростей Dм и коэффициента плавности регулирования φ.
Так как выпускаемые промышленностью многоскоростные двигатели имеют синхронные скорости типа 1500/1000/750 о6/мин или 1500/1000/750/500 об/мин, то геометрический ряд скоростей шпинделя нарушается. Однако в средней части диапазона скоростей интервалы меньше, чем в крайних. Если учесть, что средние скорости обычно чаще используются на практике, то нарушение геометрического ряда в этой области не является недостатком. Конечно, применение многоскоростных двигателей должно диктоваться существенным упрощением кинематической цепи, ибо стоимость таких двигателей существенно выше односкоростного, но главное - больше габариты, особенно возрастающие при стремлении выполнить условия правильности геометрического ряда.
В тяжелых станках (например, карусельных) упрощение кинематической цепи главного привода очень важно. Обычно с этой целью используется двигатель постоянного тока независимого возбуждения, в котором регулирование скорости в диапазоне De осуществляется посредством изменения тока возбуждения при неизменном напряжении на якоре и постоянной мощности на валу, что отвечает требованиям технологии.
Электрическое бесступенчатое регулирование скорости не является целесообразным для главных приводов универсальных, токарных, карусельных станков, требующих сравнительно большого диапазона DГ в пределах (100-120):1. В этом случае, если учесть максимально возможный диапазон регулирования скорости посредством тока возбуждения (4-6):1, даже (6-8):1, диапазон изменения скорости посредством напряжения на якоре двигателя составит примерно (25-12):1. Это приведет к необходимости применения 'приводных двигателей, установленная мощность которых будет превышать мощность резания в 10-25 раз. Естественно, использование (например, для токарного станка) двигателя мощностью в несколько десятков тысяч киловатт не только не рационально, но и немыслимо. Поэтому чисто электрическое регулирование скорости двигателя для главных приводов станков (типа токарных, универсальных, карусельных и т. д.) не является оправданным.
Электрическое бесступенчатое регулирование скорости целесообразно в индивидуальных приводах подач указанных станков, где на значительной части диапазона регулирования сохраняется постоянство момента статического сопротивления. В этом случае установленная мощность двигателя (кВт)
![]() ,
(1.32)
,
(1.32)
где Мн - наибольший момент на валу двигателя, Нм;
ωмакс - максимальная скорость,
соответствующая наибольшей скорости подачи ![]() станка, рад/с.
станка, рад/с.
Здесь целесообразно использование в качестве приводных двигателей постоянного тока с питанием от различного рода преобразователей, типа генератора управляемого выпрямителя, магнитного усилителя и т. д., выбор которых обусловлен технико-экономическими соображениями. Возможно и применение асинхронных двигателей с электромагнитными муфтами скольжения. Принципиально в приводах подач так же, как и в главных, могут быть использованы все виды регулирования скорости: механическое и электромеханическое ступенчатое, электрическое бесступенчатое.
Имеет смысл отметить еще одно обстоятельство относительно требований, предъявляемых к системам управления электроприводами механизмов непрерывного действия с сосредоточенным характером нагрузки. В ряде случаев и в главных приводах, и в приводах подач требуется довольно значительная жесткость механических характеристик двигателя, особенно в области низких по величине скоростей: падение скорости не должно превышать 5 – 10 % при изменении нагрузки от нуля до номинальной. Необходимость использования замкнутых систем регулирования в этих случаях очевидна. Все более широкое распространение находят инвариантные системы регулирования в приводах таких станков.
2 Механизмы непрерывного действия с переменной нагрузкой
2.1 Электропривод механизмов непрерывного действия с моментом нагрузки, зависящим от скорости
Анализ нагрузок. Определение мощности двигателя
Наиболее характерными примерами указанных механизмов являются механизмы центробежного типа рабочих машин, предназначенных для транспортировки жидкости - насосы, газа - вентиляторы и дымососы, сжатого воздуха - компрессоры, а также центрифуги.
В общем виде мощность Рс. (кВт) на валу механизма центробежного действия может быть определена следующим образом
![]() ,
(2.1)
,
(2.1)
где Q - производительность (или подача) механизма, ![]() ;
;
Н- напор (или давление газа или жидкости на выходе 'механизма), Н/м2;
η - КПД механизма.
Основной эксплуатационной характеристикой рассматриваемых механизмов является зависимость напора Н от производительности Q при неизменной скорости вращения привода.
Для каждого конкретного механизма Q - Н характеристика может быть определена из каталога. Вместе с тем имеет смысл проанализировать названные параметры с целью нахождения их зависимости от скорости вращения привода. Учитывая общность конструкций и принципа действия механизмов непрерывного действия центробежного типа, остановимся на анализе работы одного из них, например, насоса. Главными частями центробежного насоса (см. рисунок 2.1) являются рабочее колесо 1 с лопатками 2 на валу привода и корпус 3 спиральной формы.
Корпус имеет патрубок 4 для присоединения к всасывающему трубопроводу 5 и патрубок 6 для присоединения к нагнетательному трубопроводу 7.
В месте, где всасывающая труба примыкает к корпусу, создается разрежение, под действием которого вода подсасывается в насос. Вращающее колесо подхватывает жидкость и направляет ее в нагнетательную трубу. При вращении рабочего колеса жидкость, залитая в насос перед его пуском, увлекается лопатками и под действием центробежной силы и силы Кориолиса движется от центра колеса к его периферии вдоль лопаток, затем подается через спиральную камеру в нагнетательную трубу. Частицы жидкости участвуют в двух движениях: вращательном вместе с колесом, приобретая окружную скорость, •и вдоль лопаток, приобретая относительную скорость. На рисунке 2.2 представлена схема кинематики процесса в колесе насоса. Частица жидкости, двигаясь вдоль лопатки и вращаясь вместе с ней, за время поворота лопатки вместе с колесом из положения А в положение В описывает траекторию А-В, так что на выходе из колеса направление абсолютной скорости (как геометрической суммы окружной и относительной скоростей) касательно к этой траектории.
Теоретическое давление Рт, (или напор НТ (Н/м5) центробежных машин определяется согласно формуле Эйлера [7] следующим образом
![]() ,
(2.2)
,
(2.2)
где γ - плотность перекачиваемой жидкости, кг/м3;
νокр , νабс , νокр 2 ,
νабс 2![]() -
окружные и абсолютные скорости частицы жидкости на входе в рабочее колесо и
выходе из него, м/с;
-
окружные и абсолютные скорости частицы жидкости на входе в рабочее колесо и
выходе из него, м/с;
α1 и α2 - углы между векторами абсолютной и окружной скоростями (см. рисунок 2.2).
 |
Для насосов α1 принимается равным 90°, так как при этом имеет место максимальная величина А.
В этом случае
![]() .
(2.3)
.
(2.3)
Давление Рт, по существу, выражает количество энергии, затрачиваемое на перенос 1 м3 жидкости (или газа), так как
![]()
Действительное давление Рд, или напор Hд, отличается от теоретического вследствие необходимости преодоления гидравлических сопротивлений внутри насоса, что учитывается гидравлическим КПД - ηг (0,7-0,9); а также различия траекторий движений частиц между лопатками, которое учитывается поправочным коэффициентом k<1, т. е.
![]() .
(2.4)
.
(2.4)
Окружная скорость (см. рисунок 2.2)
![]() ,
(2.5)
,
(2.5)
где R2 - радиус (внешний) колеса;
ω - скорость вращения колеса.
Абсолютная скорость может быть определена из параллелограмма скоростей (см. рисунок 2.2) на основании теоремы синусов следующим образом
![]() .
(2.6)
.
(2.6)
Таким образом, действительное давление РД (действительный напор НД) на основании (2.4) с учетом (2.5) и (2.6) связано с ω следующим образом
![]() ,
(2.7)
,
(2.7)
где k1 определяется геометрическими размерами колеса насоса
(R2,,α2, β2), плотностью перекачиваемой жидкости γ, коэффициентом k и кпд ηг.
Напор Н, развиваемый насосом, пропорционален квадрату скорости ω и при разных скоростях определяется соотношением
![]() .
(2.8)
.
(2.8)
Производительность (подача) Q насоса может быть выражена через сечение (см. рисунок 2.2) колеса (без учета толщины лопаток)
![]() , (2.9)
, (2.9)
где η0 - объемный КПД насоса, учитывающий утечки жидкости через различного рода зазоры в насосе, η0 = 0,9 - 0,98. На основании (2.8) с учетом (2.5) и (2.6)
 (2.10)
(2.10)
или
![]() ,
(2.11)
,
(2.11)
где κ2 - коэффициент, учитывающий геометрические размеры колеса (D2, b2,, α2, ,β2) и η0,
т. е. производительность Q прямо пропорциональна скорости ω и при различных ее значениях может быть представлена соотношением
![]() . (2.12)
. (2.12)
Давление (напор) и производительность (подача) на основании (2.8) и (2.12) связаны зависимостью
![]() .
(2.13)
.
(2.13)
Соотношение мощностей Рс насоса при различных скоростях вращения и постоянном КПД η на основании (2.1), (2.8), (2.12) и (2.13) имеет вид
 .
.![]() (2.14)
(2.14)
Зависимости давления (напора), производительности (подачи) и мощности от скорости вращения при постоянном КПД известны под названием закона пропорциональности.
Отметим, что этот закон справедлив лишь при изменении скорости вращения в пределах 20% от номинальной. При больших отклонениях ω коэффициенты κ1, и κ2 также изменяются существенно и пропорциональности не наблюдается.
На рисунке 2.3 представлены универсальные эксплуатационные характеристики Q-Н центробежного насоса при различных скоростях вращения. Там же нанесены кривые одинаковых КПД. Точка А соответствует значениям Q и H при данной скорости вращения ω и наибольшим КПД η1, по которым проектировался и строился насос.
Характеристики Q - Н обычно снимаются экспериментально и задаются графически, так как теоретический их расчет затруднителен.
Работа центробежного насоса зависит от характеристики трубопровода, представленной на рисунке 2.3 кривой 3. Эта характеристика показывает связь расхода воды и полного давления, создаваемого насосом. Полное давление определяется затратами на преодоление статического напора (подъем жидкости на требуемую высоту) и потерь давления ΔPГ во всасывающей и нагнетательной трубах (см. рисунок 2.1), т. е.
![]() ,
(2.15)
,
(2.15)
где ![]() -
сумма высот всасывания и нагнетания.
-
сумма высот всасывания и нагнетания.
При отсутствии статического напора характеристика трубопровода имеет вид кривой 4 на рисунке 2.3. Точки пересечения характеристик насоса и трубопровода являются рабочими точками установки. При отсутствии статического напора характеристика трубопровода - и большую производительность.
Расчет мощности привода наиболее удобно осуществлять на основе универсальных
характеристик Q - Н механизма и характеристик
трубопровода рисунок 2.3, по точкам пересечения которых можно судить о
производительности, напоре, скорости вращения и КПД в разных условиях
эксплуатации. Q - Н характеристики при скоростях вращения механизма,
отличных от номинальной, определяются на основе каталажной Q - H
характеристики и закона пропорциональности. Мощность при этом, как отмечалось,
пропорциональна скорости согласно (2.14), а момент привода М![]() ω2,
хотя в общем случае эта зависимость может быть и не квадратичной, а в степени κ,
т. е.
ω2,
хотя в общем случае эта зависимость может быть и не квадратичной, а в степени κ,
т. е.
 ,
,
где ωСН и МСН - соответственно номинальные скорость и момент механизма согласно паспортным данным.
Значение показателя степени κ может быть определено по Q - Н характеристикам насоса и магистрали. Для максимальной и минимальной производительностей, полученных регулированием скорости, при предположении постоянства КПД можно записать
 ,
,
 ,
(2.16)
,
(2.16)
или
 .
.
Из последнего выражения следует
![]() ,
(2.17)
,
(2.17)
т.е. момент статического сопротивления зависит от скорости вращения, в степени κ (в частном случае κ=2). Отметим, что в любом случае пусковые моменты составляют величину 30 – 35 % от номинального, существенно меньшую, в отличие от механизмов непрерывного действия с постоянной нагрузкой.
Для заданных технологических параметров (производительности, напора, скорости вращения, характеристики трубопровода) выбирается приводной двигатель, мощность которого принимается несколько большей мощности механизма (2.1)
![]() ,
(2.18)
,
(2.18)
где κ = 1,2 - 1,3 - коэффициент запаса, учитывающий не поддающиеся расчету факторы (например, набивка сальников).
Электропривод механизмов непрерывного действия с моментом нагрузки, зависящим от скорости. Выбор типа электропривода и способы регулирования производительности
Большая группа механизмов с моментом нагрузки, зависящим от скорости, не требует регулирования производительности, а следовательно, и скорости приводного двигателя.
В качестве примеров таких механизмов можно привести вентиляторы производственных и бытовых помещений, насосы бытовых магистралей и пожарные, компрессорные установки и т. д.
Наиболее типовым приводным двигателем является в этом случае асинхронный короткозамкнутый, особенно в наружных установках и в помещениях с химически активной средой. При необходимости ограничения пускового тока применяются активные или индуктивные сопротивления в статорной цепи.
С целью плавного пуска и ограничения величин пусковых токов применяются также асинхронные электродвигатели с фазным ротором. Широкое распространение, особенно при комплексном решении вопросов электроснабжения и выбора типа приводного двигателя, получили синхронные двигатели, с целью получения оптимальных режимов регулирования коэффициента мощности производственного участка.
Однако для целого ряда механизмов данной подгруппы требуется регулирование производительности в процессе технологического режима, например: для насосов с целью поддержания заданного уровня концентрации жидкости, для дымососов при различных условиях топки котлов, для центрифуг при работе с материалом различной твердости и т. д.
Регулирование производительности механизмов с вентиляторным моментом на валу, как правило, осуществляется не в широких пределах (в диапазоне D=1(2-3):1), что в свою очередь обусловливает не очень глубокое регулирование скорости (примерно также в этих пределах). При этом в большинстве практических случаев не требуется жесткого поддержания скорости вращения на заданном уровне.
Принципиально регулирование производительности Q возможно механическим или электрическим способом.
Механический
способ регулирования производительности связан с изменением характеристики
трубопровода. В качестве примера на рисунке 2.4 представлены
характеристики (кривые A и В) трубопровода при различных его
сечениях и Q-H характеристика насоса. Кривая А
соответствует номинальному режиму работы насоса (Qн, Hн) с максимальным КПД (точка А).
Для уменьшения производительности насоса в трубопроводе изменяется положение
задвижки, тем .самым уменьшается сечение трубопровода, а следовательно, гидравлическое
сопротивление (кривая В). Рабочая точка перемещается в положение В,
соответствующее новой производительности Qв
и напору Нв. Давление Нв, развиваемое насосом
при работе в точке В, расходуется на подъем жидкости на требуемую высоту
и преодоление сопротивления трубопровода (напор Нв), а также
частично поглощается прикрытой заслонкой (напор ![]() ). При данном способе регулирования
производительности потери мощности, связанные с введением в цепь трубопровода
заслонки, равны
). При данном способе регулирования
производительности потери мощности, связанные с введением в цепь трубопровода
заслонки, равны
![]() .
(2.19)
.
(2.19)
При
анализе потерь мощности полагаем КПД механизма постоянным и давление
(напор) в точках А и В равным (![]() ).
).
С учетом соотношения
 (2.20)
(2.20)
имеем
 .
(2.21)
.
(2.21)
С
учетом равенства ![]() и
обозначения
и
обозначения ![]() потери мощности равны
потери мощности равны
![]() (2.22)
(2.22)
Из равенства ![]() определим
определим ![]() , при котором имеет место
максимум потерь
, при котором имеет место
максимум потерь ![]() . В действительности потери еще
больше, если учесть, что НB>НH и КПД меньше в
точке В по сравнению с точкой А.
. В действительности потери еще
больше, если учесть, что НB>НH и КПД меньше в
точке В по сравнению с точкой А.
Отсюда следует, что данный способ регулирования производительности характерен значительными потерями мощности, связанными с увеличением гидравлического сопротивления в месте изменения параметров трубопровода (в рассмотренном примере - его сечения), поэтому он неэкономичен и применяется, как правило, в установках малой мощности (около десятка кВт).
 |
Электрический способ регулирования производительности механизмов с нагрузкой, зависящей от скорости, осуществляется путем изменения скорости вращения приводного двигателя. Этот способ регулирования экономически оправдан в случае, если относительные потери (ΔР/РН) в электроприводе при регулировании скорости его вращения меньше относительного изменения, например, давления ΔН/НН в устройстве регулирования характеристик трубопровода насоса.
На основании закона пропорциональности в виде (2.14) можно записать

![]() ,
(2.23)
,
(2.23)
где Р2 и Р2н, ω и ωн - соответственно мощности на валу приводного двигателя при скоростях ω и номинальной ωн, причем ω<ωн.
Электромагнитная мощность приводного двигателя
![]() ,
(2.24)
,
(2.24)
где ω0 - скорость идеального холостого хода.
С учетом (2.19)
 . (2.25)
. (2.25)
При пренебрежении механическими потерями и в стали потери при регулировании скорости двигателя с целью изменения производительности будут равны
 . (2.26)
. (2.26)
Максимальная величина указанных потерь имеет место при ω =2ω0 /3 и равна
 .
(2.27)
.
(2.27)
При пренебрежении разности между ω0
и ωн
![]() .
.
Таким образом, при электрическом способе регулирования производительности механизмов с моментом нагрузки, зависящим от скорости, посредством изменения скорости вращения приводного двигателя его потери имеют ограниченный максимум в пределах 15-17% P2н. Эта величина существенно меньше потерь мощности при механическом способе регулирования посредством изменения характеристик трубопровода. Энергия скольжения при электрическом способе регулирования либо рассеивается в виде тепла в приводном двигателе и дополнительных регулировочных устройствах, либо возвращается на вал его или в сеть посредством различного рода преобразующих машин.
Характерным примером для первого случая является регулирование скорости асинхронного двигателя посредством изменения сопротивлений в цепи ротора, где, согласно (2.22), при скорости ω = 2/3ω0 имеют место максимальные потери, равные 15-17% от номинальной мощности. Данный метод используется при неавтоматическом, ступенчатом регулировании производительности в диапазоне D =(2-3):1.
Применяется способ регулирования производительности механизмов рассматриваемой подгруппы, при котором энергия скольжения рассеивается в виде тепла в роторной цепи приводного асинхронного двигателя, осуществляется способ изменением величины питающего напряжения. Известно достаточно много различных методов изменения напряжения посредством различного рода регуляторов напряжения, включенных в статорную цепь.
Относительная простота конструкции, удобство включения в систему автоматического регулирования, возможность плавного изменения скорости двигателя делают применение указанных устройств оправданным в установках с вентиляторным моментом на валу в диапазоне до D = 2:1.
Условие выбора двигателя по нагреву может быть записано следующим образом
![]() ,
,
где
![]() -
потери энергии скольжения при регулировании скорости;
-
потери энергии скольжения при регулировании скорости;
ΔP2Н - номинальные, допустимые потери скольжения
при работе двигателя с номинальным моментом МН на характеристике со
скольжением![]()
![]() .
.
Таким образом, условием для выбора двигателя является
![]() (2.28)
(2.28)
или
![]()
![]() (2.29)
(2.29)
с учетом (2.15)
 .
(2.30)
.
(2.30)
Из анализа (2.30) следует, что потери скольжения имеют максимальную
величину
 (2.31)
(2.31)
при скорости
![]() .
.
В частности, при κ = 2
 ,
,
что соответствует величине потерь при реостатном регулировании скорости асинхронного двигателя.
При регулировании скорости посредством изменения питающего напряжения в случаях, когда требуемое минимальное значение скорости ω2<ω2макс при выборе двигателя в (2.29), следует подставлять значение ω2макс, при ω2>ω2макс - величину ω2, так как именно при этом имеют место максимальные потери скольжения. И еще одно обстоятельство связано с данным способом регулирования. Увеличение s'н приводит к снижению номинального момента и габаритов двигателя, но одновременно снижается верхний предел регулирования скорости, а следовательно, и производительности.
Условие обеспечения наибольшей скорости ω1макс в заданном диапазоне регулирования D можно записать в следующем виде (при прямолинейных механических характеристиках двигателя)
![]() или
или
![]() ,
(2.32)
,
(2.32)
где ωмакс, s1, М1 - максимальная скорость, скольжение и момент статической нагрузки;
γ – коэффициент, учитывающий падение напряжения на регулирующем напряжении устройства при ω1 (γ = 1,05-1,3).
Результат совместного решения (2-29) и (2-33) позволяет определить
 ,
,
 ,
(2.33)
,
(2.33)
откуда можно найти оптимальное значение ω1, при котором МН будет минимальным. Отметим еще раз, что применение метода плавного автоматического регулирования скорости посредством изменения питающего напряжения оправдано в установках малой и иногда средней мощности с вентиляторным моментом на валу в диапазоне до D = 2:1.
В установках средней мощности возможно применение двухдвигательного асинхронного электропривода. При этом один из двигателей имеет поворотный статор. Диапазон регулирования D = (2 - 3):1.
В [9] показано, что результирующий момент двухдвигательного электропривода связан с углом поворота в статоре одного из двигателей относительно другого следующим образом
![]() ,
(2.34)
,
(2.34)
![]() ,
,
где МНС - момент двигателя в нормальной схеме включения с добавочным сопротивлениемR'/2 в роторной цепи;
U1- напряжение, подводимое к двигателю;
r2',xκ,r1—параметры двигателя.
Введение добавочного сопротивления в цепь роторов двигателей делает их механические характеристики более мягкими, обеспечивая больший диапазон регулирования.
Механические характеристики двухдвигательного электропривода аналогичны характеристикам двигателя при регулировании скорости посредством изменения приложенного напряжения. При θ = 0 суммарное напряжение на зажимах двигателей равно нулю и соответственно М = 0. При 0<θ<π/2 результирующий вращающий момент привода меньше момента, развиваемого двигателем в 'нормальной схеме включения при данном скольжении (один из двигателей работает в двигательном режиме, другой - в генераторном). При π/2<θ<π момент привода больше момента каждого из двигателей (оба двигателя работают в двигательном режиме). При θ = π механическая характеристика привода складывается из механических характеристик отдельных двигателей, работающих в нормальной схеме включения.
Условия выбора двигателей по нагреву те же, что и при регулировании скорости посредством изменения напряжения, а именно:
![]() ,
(2.35)
,
(2.35)
где ΔPН - максимальные потери скольжения.
В установках средней и большой мощности в сочетании с требованиями плавного и глубокого регулирования скорости в диапазоне D=10:1 (а иногда и более) применяются системы генератор - двигатель или управляемый преобразователь - двигатель. Механические характеристики электропривода с вентиляторным моментом на валу, получающим питание по системе Г-Д более приемлемы для использования.
В системах управляемый преобразователь - двигатель возможно получение механических характеристик электропривода с плавным регулированием скорости, но в данных системах существенным становится вопрос о величине коэффициента мощности, так как
![]() .
.
Однако область применения управляемых вентильных преобразователей существенно увеличивается и завоевывает все большую признательность (примером может служить электропривод воздуходувок аэродинамических труб). Объясняется это рядом известных преимуществ указанных систем по сравнению с системой Г-Д и применением специальных мер, допустим, так называемой искусственной коммутации с целью улучшения энергетических показателей.
В начале рассмотрения электрического способа регулирования производительности отмечались два пути его реализации посредством изменения скорости вращения приводного двигателя: с рассеиванием энергии скольжения в регулировочных устройствах и с реализацией энергии скольжения посредством возврата ее на вал приводного двигателя или в сеть.
Первый путь реализации электрического способа регулирования производительности становится очень неэкономичным для установок большой и даже средней мощности из-за больших потерь энергии скольжения, больших мощностей и габаритов регулировочной аппаратуры.
Более экономичным и целесообразным является второй путь реализации электрического способа регулирования производительности посредством каскадных схем, которые находят широкое применение для электроприводов нагнетателей крупных газовых магистралей, нагнетателей аэродинамических труб, гребных винтов и т. д.
Рассмотренные методы регулирования производительности механизмов с моментом нагрузки, зависящим от скорости, должны быть подвергнуты тщательному анализу с целью отыскания оптимального варианта при выборе типа электропривода.
2. 2 Электропривод механизмов непрерывного действия с момен-том нагрузки, зависящим от времени
Анализ нагрузок. Выбор типа электропривода
В общем случае нагрузка электроприводов таких механизмов может носить детерминированный характер типа циклического (см. рисунок В.1а, кривая 2), ударного В.1 г (кривая 1), позиционного (см. рисунок В.1 д) при ωср=const или случайного (см. рисунок В.4, кривая 2). К механизмам с детерминированной переменной нагрузкой относятся механизмы поршневых компрессоров и насосов, ткацких станков, прессов, ковочных машин и т. д.
Случайный характер нагрузки характерен для механизмов шаровых мельниц, камнедробилок, бурильных установок, сельскохозяйственных молотилок и других подобных рабочих машин.
Из-за ограниченности объема рассмотрены лишь электроприводы механизмов с детерминированной переменной нагрузкой позиционного и ударного типа.
Электропривод механизмов с нагрузкой позиционного типа
Анализ нагрузок указанных электроприводов проведен на примере работы поршневого компрессора, схема действия которого представлена на рисунке 2.5 а.
 |
Одноступенчатый компрессор простого действия имеет открытый с одного конца цилиндр 1, в котором движется поршень 2, приводимый в действие кривошипно-шатунным механизмом. На другом конце цилиндра в его крышке размещены всасывающий 3, открывающийся в сторону поршня, и нагнетательный 4, открывающийся в сторону нагнетательного трубопровода, клапаны.
Индикаторная диаграмма на рисунке 2.5 б отображает работу компрессора в одном цикле, затрачиваемую на процессы всасывания, сжатия и нагнетания. Теоретически рабочий процесс осуществляется следующим образом. При движении поршня вправо через клапан 3 происходит всасывание воздуха (линия 1 - 2 на диаграмме). Давление р1 при этом равно атмосферному. При обратном ходе поршня всасывающий клапан закрывается, происходит сжатие воздуха в цилиндре по линии 2 - 3 при адиабатном процессе (процесс идет без охлаждения), по линии 2 - 4 при изотермическом процессе (при постоянстве температуры при полном охлаждении воздуха) или по линии 2 -5 при политропном, имеющем место в действительности при охлаждении цилиндра, процессе. По окончании процесса сжатия при давлении Р2 клапан 4 открывается, сжатый воздух выталкивается из цилиндра в нагнетательный трубопровод. Линия 5-6 называется линией нагнетания.
Реальный процесс отличается от теоретического вследствие влияния ряда факторов, в частности, так называемого вредного пространства (объем V0), обусловленного наличием в цилиндре всасывающих и нагнетательных клапанов; сопротивления клапанов при всасывании и нагнетании и т. д. Вредное пространство уменьшает производительность компрессора, так как сжатый воздух, оставшийся в нем к концу процесса нагнетания, расширяется (линия 6-7) при движении поршня вправо. Процесс всасывания начинается при достижении давлением величины Р1 , при этом количество воздуха уменьшается на объем Vрас. Отличие реального процесса от теоретического оценивается величиной объемного КПД η0. Площадь диаграммы 7-2-5-6-7 равна в масштабе работе Ак (Н-м) компрессора, затрачиваемой на получение сжатого воздуха, которая может быть определена следующим образом
 , (2.36)
, (2.36)
где т - показатель политроны, согласно уравнению PVm=const;
P1 и P2 - начальная и конечная величины давлений, Н/м2;
V1 - начальный объем воздуха (рабочий объем цилиндра), м3.
Для заданных (производительности компрессора Q (м3/c) и Р1 средняя мощность компрессора Рк (кВт) может быть определена следующим образом
 ,
(2.37)
,
(2.37)
где η0 - КПД механической части компрессора.
Если известна индикаторная диаграмма рабочего цикла компрессора, то
![]() , (2.38)
, (2.38)
где Aинд - работа, совершаемая компрессором за один цикл, Нм;
Pср - среднее давление за цикл, Н/м2.
По индикаторной диаграмме
![]() ,
,
где Р- площадь диаграммы, мм2;
l - длина диаграммы, мм;
М - масштаб, мм-м2/Н.
Мощность приводного двигателя компрессора с учетом коэффициента запаса κ определяется аналогично выражению (2.38)
![]() .
(2.39)
.
(2.39)
Для насосов поршневого типа средняя мощность привода (кВт) равна
![]() ,
(2.40)
,
(2.40)
где Р - давление, создаваемое насосом, Н/м2;
Q - производительность,м3/c;
![]() -
полный КПД насоса, определяемый аналогично насосам центробежного
типа.
-
полный КПД насоса, определяемый аналогично насосам центробежного
типа.
Мощность и момент на валу механизма поршневого типа связаны со скоростью вращения ω привода следующим образом. При работе на магистраль, где поддерживается постоянный напор Н, поршень при каждом ходе преодолевает постоянное среднее усилие независимо от скорости. Если учесть, что производительность (м3/с) механизма
![]() ,
(2.41)
,
(2.41)
где F - площадь поршня, м2;
Sп - ход поршня, м;
n = 30ω/π - число двойных ходов поршня, мин,
то средняя мощность механизма при H = соnst связана со скоростью следующим образом
![]() .
.
Среднее значение момента при постоянном противодавлении
![]() ,
,
т.е. не зависит от скорости.
Отметим, что мгновенные значения мощности и момента зависят от положения поршня и кривошипно - шатунного механизма. В первом приближении изменения Мс носит синусоидальный характер.
Для сглаживания нагрузок, особенно в компрессорах одинарного действия, применяют маховик. Вопросы расчета мощности приводного двигателя маховикового электропривода рассмотрены ниже. При отсутствии необходимости сглаживания нагрузок выбор типа электропривода для механизмов позиционного действия может быть произведен на основе рекомендаций, данных относительно механизмов с моментом нагрузки, зависящим от скорости.
2.3 Электропривод механизмов с ударным характером нагрузки
Ударный характер нагрузки возникает в механизмах таких рабочих машин, как ковочные прессы, молоты, ножницы и т. д.
На рабочем участке в предположении линейности механической характеристики электропривода механизмов с ударным характером нагрузки и при пренебрежении электромагнитной инерцией (Tя=0) на основании [5] момент можно записать в виде
![]() ,
(2.42)
,
(2.42)
 (2.43)
(2.43)
на участке холостого хода
![]() ,
(2.44)
,
(2.44)
 .
(2.45)
.
(2.45)
Для установившегося цикла работы на основе (2.42), (2.44) можно записать
![]() , (2.46)
, (2.46)
 .
(2.47)
.
(2.47)
С учетом (2.46) и (2.47) максимальное значение момента двигателя
 . (2.48)
. (2.48)
Из
(2.48) следует, что Мд макс существенно зависит от величины
электромеханической постоянной времени привода Тм. При ![]()
![]() ,
при
,
при ![]()
![]() механическая
инерция привода оказывает сглаживающее действие на нагрузку двигателя. Малая
ее величина при отмеченных резких колебаниях момента нагрузки может привести к
существенному завышению (например, в 6 - 10 раз) мощности выбранного двигателя,
недоиспользованию его по нагреву, резким толчкам момента и тока и существенной
неравномерности вращения привода. Увеличение Тм с целью
сглаживания нагрузки возможно уменьшением жесткости β механической характеристики
двигателя при данном суммарном моменте инерции JΣ,
так как Tм =JΣ/β.
Однако при этом возрастает колебание скорости и снижается среднее ее значение.
Наиболее радикальным средством увеличения механической инерции привода
является введение дополнительных маховых масс - применение маховика. Являясь
аккумулятором кинетической энергии, маховик при повышении нагрузки отдает
часть накопленной при холостом ходе энергии. Увеличение маховых масс привода,
приводит к снижению установленной мощности. В идеальном случае при
механическая
инерция привода оказывает сглаживающее действие на нагрузку двигателя. Малая
ее величина при отмеченных резких колебаниях момента нагрузки может привести к
существенному завышению (например, в 6 - 10 раз) мощности выбранного двигателя,
недоиспользованию его по нагреву, резким толчкам момента и тока и существенной
неравномерности вращения привода. Увеличение Тм с целью
сглаживания нагрузки возможно уменьшением жесткости β механической характеристики
двигателя при данном суммарном моменте инерции JΣ,
так как Tм =JΣ/β.
Однако при этом возрастает колебание скорости и снижается среднее ее значение.
Наиболее радикальным средством увеличения механической инерции привода
является введение дополнительных маховых масс - применение маховика. Являясь
аккумулятором кинетической энергии, маховик при повышении нагрузки отдает
часть накопленной при холостом ходе энергии. Увеличение маховых масс привода,
приводит к снижению установленной мощности. В идеальном случае при ![]() .
Однако, на практике инерционность маховика лимитируется конструктивными
возможностями (размерами и прочностью кинематической дели). Выбор двигателя,
полностью используемого по нагреву и перегрузочной способности, и определение
момента инерции маховика не являются однозначными. Оптимальное решение дает
расчет, основанный на наилучшем использовании двигателя по нагреву и
перегрузочной способности, полном использовании маховика, обеспечении
допустимой неравномерности вращения привода, получении наименьших
эксплуатационных и капитальных затрат. Кроме того, критерием правильности
выбора двигателя и момента инерции маховика является равенство скоростей и
моментов двигателя в начале и конце цикла, равенство затраченной в рабочем
периоде и запасенной в течение холостого хода кинетической энергии.
.
Однако, на практике инерционность маховика лимитируется конструктивными
возможностями (размерами и прочностью кинематической дели). Выбор двигателя,
полностью используемого по нагреву и перегрузочной способности, и определение
момента инерции маховика не являются однозначными. Оптимальное решение дает
расчет, основанный на наилучшем использовании двигателя по нагреву и
перегрузочной способности, полном использовании маховика, обеспечении
допустимой неравномерности вращения привода, получении наименьших
эксплуатационных и капитальных затрат. Кроме того, критерием правильности
выбора двигателя и момента инерции маховика является равенство скоростей и
моментов двигателя в начале и конце цикла, равенство затраченной в рабочем
периоде и запасенной в течение холостого хода кинетической энергии.
Решение указанной задачи существенно упрощается, если предварительно выбрать двигатель, исходя из требуемой величины средней скорости механизма ωср и момента Мср согласно нагрузочной диаграмме, т. е. принять номинальный момент двигателя равным
![]() .
.
Энергия, затрачиваемая на совершение технологической операции в течение рабочего периода tp цикла tц и задаваемая обычно технологами, в общем случае определяется работой двигателя и маховых масс привода, т. е.
![]() ,
(2.49)
,
(2.49)
где φ1 и φ2 - начальные и конечные положения механизма при совершении рабочего периода цикла.
Разность ![]() , как отмечалось, составляет для
рассматриваемых механизмов незначительную величину по сравнению с полным циклом
2π (5-10%) и может быть с достаточной степенью точности принята равной 0
(φр=0).
, как отмечалось, составляет для
рассматриваемых механизмов незначительную величину по сравнению с полным циклом
2π (5-10%) и может быть с достаточной степенью точности принята равной 0
(φр=0).
Если принять допущение М0=0, то график изменения нагрузки механизма в течение рабочего периода работа по преодолению сил сопротивления совершается только маховыми массами и, так как
![]()
 , определяется так
, определяется так
 ,
(2.50)
,
(2.50)
где  -
неравномерность хода.
-
неравномерность хода.
Полный момент инерции JΣ из (2.50) равен
 .
(2.51)
.
(2.51)
Если учесть, что величины максимальной и минимальной скоростей для линейных механических характеристик
![]() ,
(2.52)
,
(2.52)
![]() ,
(2.53)
,
(2.53)
то (2.50) можно записать следующим образом
 .
(2.54)
.
(2.54)
В течение холостого хода энергия маховых масс привода должна быть полностью восстановлена, что при допущении М0=0 и на основании равенства М=JΣdω/dt может быть выражено таким образом
 ,
(2.55)
,
(2.55)
или с учетом ![]()
 .
(2.56)
.
(2.56)
Третьим условием при расчете и выборе электропривода маховика, которое должно быть выполнено совместно с условиями (2.51) и (2.56), является требование допустимости потерь, т. е. потери в течение цикла не должны быть больше номинальных
 .
(2.57)
.
(2.57)
На основании (2.54), (2.56) и (2.57) определяются полный момент инерции JΣ, величины максимальной ωмакс и минимальной ωмин скоростей, т. е. неравномерность хода j.
Для реального графика нагрузки при ![]() полный момент инерции
привода равен
полный момент инерции
привода равен
 ,
(2.58)
,
(2.58)
где ![]() - коэффициент формы.
- коэффициент формы.
Момент инерции маховика
![]() ,
(2.59)
,
(2.59)
где Jпр - момент инерции электропривода за исключением маховика.
Предварительно выбранный двигатель в последующем проверяется по нагреву и перегрузочной способности согласно построенной с учетом рассчитанной величины момента инерции маховика нагрузочной диаграммы электропривода М=f(t).
Если оказывается невозможным обеспечить требуемые величины скольжения предварительно выбранным двигателем, то потребуется применение либо асинхронного короткозамкнутого двигателя с повышенным скольжением, либо асинхронного двигателя с фазным ротором, либо двигателя постоянного тока с введенным в его якорную цепь дополнительным сопротивлением. Поскольку при работе на искусственной механической характеристике из-за потерь снижается мощность на валу двигателя, номинальная его мощность Рн выбирается следующим образом
![]() .
(2.60)
.
(2.60)
Здесь Рр - расчетная статическая мощность;
κи - коэффициент, учитывающий повышение потерь и ухудшение вентиляции при работе на искусственной характеристике,
 ,
(2.61)
,
(2.61)
где sис- скольжение на искусственной характеристике.
Однако наличие постоянно включенных сопротивлений в целом ряде случаев, например, многоступенчатом графике с неравномерным распределением нагрузки по ступеням, не обеспечивает должного выравнивания нагрузки двигателя. Отмеченный недостаток можно устранить применением регуляторов нагрузки в электроприводах маховика. Один из примеров таких регуляторов дан в [б] представлена принципиальная схема электропривода с жидкостным регулятором, в котором возможно изменение расстояния между неподвижными и подвижными контактами, что приводит к регулированию сопротивления в цепи ротора двигателя. При увеличении нагрузки на валу двигателя возрастает ток его статора и, как следствие, момент вспомогательного двигателя, посредством которого осуществляется перемещение траверсы с контактами. Сопротивление в роторной цепи увеличивается, и двигатель переходит на работу на искусственной характеристике, для которой характерен больший перепад скорости Δω и, следовательно, более полное использование энергии маховика с лучшим выравниванием нагрузки двигателя. Перемещение вниз траверсы с электродами осуществляется под действием ее собственного веса. Отметим, что использование такого рода регулятора нагрузки вследствие значительной его инерционности и достаточно сложного обслуживания ограничено. На практике находят применение регуляторы, в которых регулирование величины сопротивления в роторной цепи осуществляется посредством релейно - контакторной аппаратуры. И еще больший эффект возможен в замкнутых системах автоматического регулирования при наличии различного рода обратных связей (например, по току, скорости и т. д.).
2.4 Электропривод непрерывных станов
Непрерывные станы состоят из нескольких рабочих клетей, расположенных по-разному, в зависимости от технологии и назначения стана. В таких станах всегда имеется группа клетей, в которых прокатка металла осуществляется одновременно. Такая группа называется непрерывной.
Производительность непрерывных станов значительно выше, чем реверсивных, так как прокатка происходит на больших скоростях за один проход. Кроме того, при прокатке в один проход (пропуск) металл практически не успевает остыть, что уменьшает расход электроэнергии (горячий металл более пластичен). Потери энергии сокращаются также в связи с отсутствием частых пусков, реверсов, торможений, характерных для реверсивных станов.
В настоящее время все заготовочные, тонколистовые, сортовые, проволочные и трубные станы строятся как непрерывные. При одновременной прокатке металла в клетях непрерывной группы связь между ними осуществляется через металл. Захват металла в отличие от реверсивных станов происходит на рабочей скорости, что сопровождается ударным набросом нагрузки и ее сбросом при выходе металла из валков.
В процессе непрерывной прокатки количество металла, входящего в очередную клеть, должно быть равно количеству металла, выходящего из предыдущей клети
F1V1 = F2V2 =…= FnVn. (2.62)
Если условие (2.62) не соблюдается, неизбежно возникает растяжение или сжатие металла между клетями. Скорость выхода из предыдущей клети равна скорости входа металла в последующую
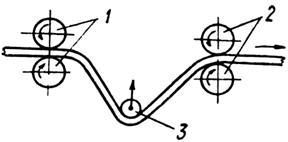 |
1 - первая клеть; 2 - вторая клеть; 3 - датчик величины петли.
Рисунок. 2.6 - Схема прокатки с петлеобразованием
Обычно
D1
=
D2
(диаметр валков),
тогда где ![]() ,
где
,
где ![]()
коэффициент вытяжки.
Прокатку, где строго соблюдается приведенное соотношение частот вращения валков, называют свободной или непринужденной. Кроме непринужденной прокатки, возможна прокатка с натяжением между клетями и петлеобразованием.
При прокатке с натяжением
![]() ,
, ![]() ,
,
где М- момент прокатки без натяжения;
Т- сила натяжения.
Из (2.64) следует, что под действием натяжения момент в предыдущей клети уменьшается, а в последующей - увеличивается.
Если приводы валков непрерывного стана имеют мягкие механические характеристики, то при прокатке с натяжением происходит самовыравнивание скоростей. Однако самовыравнивание не обеспечивает полностью требований прокатки 1- необходимо автоматическое регулирование.
При прокатке с петлеобразованием (см. рисунок. 2.6)
применяют обычно автоматическое регулирование величины петли.
Ударное приложение
нагрузки характерно для непрерывных станов и возникает при захвате металла,
что сопровождается колебаниями частоты вращения валков.
При определенных соотношениях
электромеханической и электромагнитной
постоянной цепи якоря (![]() )
этот процесс носит колебательный
характер и приводит к колебаниям
натяжения полосы между клетями.
)
этот процесс носит колебательный
характер и приводит к колебаниям
натяжения полосы между клетями.
Электропривод станов холодной прокатки
При горячей прокатке невозможно получить лист хорошего качества толщиной меньше 1 мм. Этому препятствует окалина, толщина которой становится соизмеримой с толщиной листа. Лишь при холодной прокатке можно получить тонкий лист с блестящей поверхностью, равномерный по толщине.
Подавляющая часть холоднокатаного листа получается при рулонном производстве (т. е. при размотке рулона полосы перед прокаткой и при смотке ее в рулон после выхода из валков последней клети), что позволяет осуществить непрерывный поток.
Как и при горячей прокатке, различают два типа станов: непрерывные (см. рисунок. 2.7) с числом клетей от трех до двадцати и реверсивные (см. рисунок. 2.8) с одной клетью.
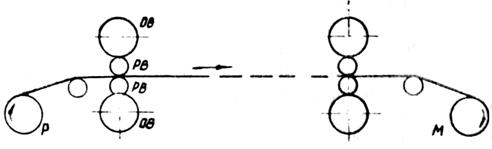 |
Р- разматыватель; М - моталка; РВ - рабочие валки; ОВ - опорные валки.
Рисунок 2.7 - Непрерывный стан холодной прокатки
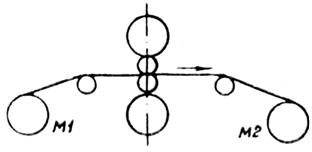 |
Рисунок. 2.8 - Реверсивный стан холодной прокатки (четырехвалковый)
Непрерывные станы - высокопроизводительные, предназначенные для массового производства. Реверсивные станки компактные и легче перенастраиваются с одной программы на другую.
Краткие технологические сведения
Последовательность технологических операций при холодной прокатке:
а) травление полосы (для очистки от окалины);
б) холодная прокатка;
в) отжиг (для снятия наклепа, образующегося при холодной прокатке);
г) травление;
д) дополнительная прокатка с малым обжатием;
е) резка кромок, лужение и т. п.
Прокатка начинается с установки рулона на разматыватель (см. рисунок. 2.7), затем конец его заправляется в первую клеть (у непрерывного стана). После прохода всех клетей конец рулона зажимается в барабане моталки и приводы клетей и моталок разгоняют до рабочей скорости прокатки.
Холодная прокатка всегда выполняется с натяжением, равным 50-60% предела текучести. Отсутствие натяжения является аварийным режимом, следствием которого является обрыв полосы, ее смятие в валках, иногда повреждение валков.
Общие требования к электроприводу. Постоянство натяжения между клетями и моталками в статических и переходных режимах. Диапазон регулирования скорости 10:1 и более. Возможность раздельного управления клетями и моталками в наладочных режимах и при заправке полосы. Реверс всех приводов, в том числе реверс в наладочных режимах на непрерывных станах. Плавность пуска и торможения при минимальном времени.
Для привода клетей и моталок применяются двигатели постоянного тока независимого возбуждения. Двигатели моталок имеют обычно регулирование потоком в диапазоне от 3:1 до 4:1. Двигатели клетей регулируются либо только напряжением, либо напряжением и полем (до 2:1).
Как и в непрерывных станах горячей прокатки, применяются два типа систем питания двигателей клетей: с общими шинами (для станов небольшой мощности) и бустер - генераторами в якорной цепи и с индивидуальным питанием каждого двигателя от своего преобразователя.
В реверсивных станах холодной прокатки всегда применяется индивидуальное питание двигателей клети и моталок. При небольших скоростях прокатки (до 200-250 м/мин) обычно на все клети ставятся двигатели одного типа с понижающими редукторами. Необходимое соотношение скоростей валков разных клетей достигается корректировкой тока возбуждения двигателей (при групповом питании) или напряжения (при индивидуальном питании).
В скоростных непрерывных станах на первую клеть устанавливается безредукторный групповой привод (один мотор на оба валка). В последующих клетях скорость повышается, увеличивается потребная мощность двигателей; при этом она оказывается выше предельной, на которую изготавливаются моторы постоянного тока. Поэтому на каждый валок устанавливается свой индивидуальный привод.
Часто используются двигатели в двух и даже трехякорном исполнении, имеющие меньшие маховые моменты по сравнению с одноякорными двигателями такой же мощности. Это позволяет снизить время разгона и торможения привода.
3. Механизмы циклического действия
Обширная группа механизмов циклического действия включает в себя подъемные краны, одноковшовые экскаваторы, стационарные подъемники различных конструкций и назначения, маятниковые канатные дороги, конвейеры циклического действия, различные манипуляторы и промышленные роботы, металлорежущие станки, прокатные станы и т. д.. Общим для этих установок является режим работы, при котором технологический процесс состоит из ряда повторяющихся однотипных циклов, каждый из которых представляет собой законченную операцию - загрузки рабочего органа, перемещения его из исходной точки в пункт назначения и разгрузки, обработки материала и т. д. В зависимости от специализации цикл может содержать выполнение различных предусмотренных технологией процессов.
Основные механизмы таких установок, как правило, имеют реверсивный электропривод, рассчитанный для работы в интенсивном повторно-кратковременном режиме. В каждом рабочем цикле имеют место неустановившиеся режимы работы электропривода: пуски, реверсы, торможения - оказывающие существенное влияние на производительность механизма, на динамические нагрузки привода и механизма, на к. п. д. установки и на ряд других факторов. Все эти условия предъявляют к электроприводу сложные требования, в значительной степени общие для всей рассматриваемой группы механизмов.
Несмотря на большое многообразие конкретных установок циклического действия, их рабочие движения обслуживаются ограниченным числом однотипных механизмов.
Подъемные краны объединяют большую группу подъемно-транспортных установок циклического действия, общее представление о которых могут дать характерные примеры конструктивных схем, приведенные на рисунках 3.1, а, б и 3.2, а, б.
На промышленных предприятиях наиболее распространенным и универсальным подъемно-транспортным устройством является мостовой кран (см. рисунок 3.1, а). Стальная конструкция моста крана 1 опирается на ходовые тележки и с помощью механизма передвижения 3 может перемещаться по подкрановым путям 2, укрепленным над обслуживаемой площадью на стационарных опорах. Вдоль моста крана проложены рельсы, по которым перемещается тележка 4 с установленными на ней механизмом передвижения и подъемной лебедкой, осуществляющей подъем и спуск грузов. Таким образом, основными механизмами мостового крана являются: механизм передвижения моста, механизм передвижения тележки и подъемная лебедка, которые снабжаются индивидуальным электроприводом.
В зависимости от вида грузозахватывающего устройства 5 различают крюковые, магнитные, грейферные, клещевые и тому подобные краны. На тележке грейферного крана обычно устанавливаются две лебедки, одна из которых служит для закрывания грейфера. Подъем закрытого грейфера осуществляется обеими лебедками.
На мосту крана на одном рельсовом пути могут устанавливаться две или три тележки. Так, магнитно-грейферный кран имеет магнитную тележку с лебедкой подъема магнита и грейферную тележку с лебедками подъема и закрывания грейфера. Такой кран имеет три механизма передвижения и три подъемные лебедки. Таким образом, указанные модификации кранов имеют однотипные механизмы, но в различном числе.
Козловые краны, которые предназначены для работы под открытым небом, в отношении рабочих движений вполне аналогичны мостовым. Вариант конструктивной схемы такого крана приведен на рисунке 3.1, б. Здесь несущая ферма крана 1 опирается на подвижные опоры 2, перемещающиеся с помощью нескольких пар ходовых тележек 3, часть из которых является движущей. Соответственно козловой кран имеет те же основные механизмы, что и мостовой: механизм передвижения моста (иногда с индивидуальным приводом каждой ведущей тележки), механизм передвижения тележки 4 и размещенные на ней лебедки подъема и закрывания грейфера.
Рисунок 3.1 - Примеры конструктивных схем мостовых подъемных кранов
Такую же конструктивную схему и те же основные механизмы имеют перегрузочные мосты (например, рудные, угольные перегружатели), предназначенные для обслуживания обширных открытых складских территорий. Это крупные подъемно-транспортные сооружения, пролет которых в ряде случаев превышает 100 м. Несколькими сотнями метров измеряется пролет так называемых кабель-кранов, в которых вместо жесткой фермы 1 используется несущий стальной канат.
На рисунке 3.2, а, б представлены в качестве примера две конструктивные схемы поворотных кранов. Строительный башенный кран (см. рисунок 3.2, а) имеет башню 1, портал которой опирается на ходовые тележки 2. В верхней части башни имеется поворотный круг 6, на котором вращается поворотная головка башни 4 со стрелой 3 и консолью противовеса 5. Изменение вылета крюка 8 достигается перемещением тележки 7 вдоль стрелы (в других конструкциях для этой цели используется подъем - опускание стрелы). Все рабочие движения крана обслуживаются следующими механизмами: подъемной лебедкой, механизмом передвижения крана, механизмом передвижения тележки и механизмом поворота. Необходимо заметить, что на башенных кранах конструктивно поворот стрелы осуществляется с помощью обычной тяговой лебедки с бесконечным канатом, равно как и передвижение крюковой тележки вдоль стрелы.
Портальный кран (см. рисунок 3.2, б) является наиболее характерным представителем группы поворотных кранов. Основанием крана является портал 1, который с помощью механизма передвижения с индивидуальным электроприводом ходовых тележек 4 может перемещаться по подкрановым путям. Поворотная платформа 2 опирается на портал через роликовый круг или поворотные балансирные тележки, катающиеся по кольцевому рельсу при вращении платформы механизмом поворота. Угол наклона стрелы крана 3 может изменяться с помощью лебедки изменения вылета. Необходимая уравновешенность крана при разных вылетах стрелы обеспечивается подвижным противовесом 5, связанным со стрелой рычагом 6. Подъем и опускание крюка 7 осуществляется подъемной лебедкой, установленной в машинном зале поворотной платформы 2. На грейферных портальных кранах, оборудованных двухканатными грейферами, устанавливаются две однотипные подъемные лебедки для подъема и закрывания грейфера.
Одноковшовые экскаваторы (см. рисунок 3.3 и 3.4) в отношении рабочих движений и конструкции имеют много общего с поворотными, например, портальными, кранами. Небольшие экскаваторы могут при необходимости работать в качестве подъемных кранов, так как выполняются универсальными со сменным рабочим оборудованием. Более крупные экскаваторы являются специализированными землеройными машинами, предназначенными только для черпания грунта или предварительно разрушенной взрывом скальной породы и перемещения наполненного ковша к месту выгрузки.
Экскаваторы широко применяются на строительстве городов, каналов и гидроэлектростанций, при сооружении шоссейных и железных дорог и на открытых разработках полезных ископаемых. Различные условия работы и объемы земляных работ требуют применения машин различной конструкции и производительности. По конструкции рабочего органа различают экскаваторы: прямая лопата, обратная лопата, драглайн, лопата-струг, скребок и т. п.
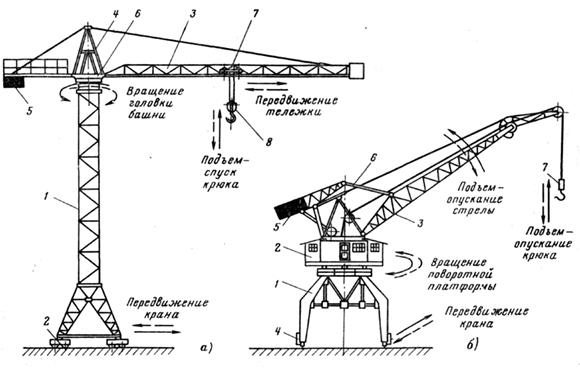
Рисунок 3.2 - Примеры конструктивных схем поворотных подъемных кранов
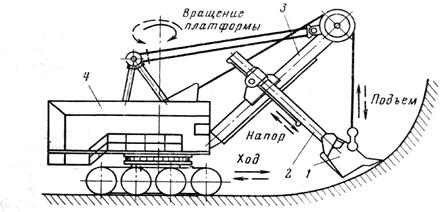
Рисунок 3.3 - Общий вид экскаватора – лопаты
По конструкции механизма передвижения можно выделить гусеничные и шагающие экскаваторы, экскаваторы на железнодорожном, рельсовом ходу. Экскаваторы с емкостью ковша более 3 м3 обычно имеют оборудование прямой лопаты или драглайна. Драглайны применяются для работ, требующих перемещения породы на большие расстояния при сравнительно мягких грунтах; на более твердых грунтах, но с меньшим радиусом действия работают лопаты.
Жесткое оборудование экскаватора-лопаты создает благоприятные условия для погрузки грунта в транспорт — железнодорожные думпкары или мощные автомобили-самосвалы. Различают карьерные и вскрышные экскаваторы-лопаты. Карьерные экскаваторы предназначаются для разработки скальных грунтов, в связи с чем имеют укороченное оборудование (стрелу и рукоять) повышенной прочности. Наиболее распространенной машиной такого типа является экскаватор ЭКГ-4,6 (экскаватор карьерный гусеничный с емкостью ковша 4,6 м3). Более крупной карьерной машиной является экскаватор типа ЭКГ-8, имеющий ковш 8 м3. Вскрышные экскаваторы предназначены для работы в более легких грунтах и имеют удлиненное оборудование облегченной конструкции. Наиболее крупной из выпущенных в нашей стране машин такого типа является экскаватор ЭВГ-35/65М (экскаватор вскрышной гусеничный с емкостью ковша 35 м3 и длиной стрелы 65 м).
Рисунок 3.4 - Общий вид экскаватора-драглайна типа ЭШ-100/100
Экскаватор-драглайн (см. рисунок 3.4) имеет ковш 1, свободно подвешенный на канатах. Наполнение ковша (черпание) производится путем подтягивания его к машине с помощью тягового каната 2. При этом ковш внедряется в грунт под действием собственного веса и удерживается от чрезмерного заглубления с помощью подъемных канатов 3. С помощью подъемных канатов производится подъем ковша к голове стрелы, в процессе которого тяговые канаты удерживают загруженный ковш от опрокидывания. Третьим рабочим движением в цикле экскавации является поворот на выгрузку и в забой. В конце поворота на выгрузку тяговые канаты ослабляются, что вызывает опрокидывание и разгрузку ковша.
Таким образом, основными механизмами экскаватора-драглайна являются одинаковые по конструкции подъемная и тяговая лебедки и механизм поворота. Драглайны используются для вскрышных работ при относительно слабых грунтах. По условиям выполнения таких работ экскаватор часто, разрабатывая отвалы, должен стоять на насыпном грунте и перемещаться по этому мягкому основанию. Для уменьшения давления на грунт при работе драглайн опирается на круглую плиту большого диаметра (так называемую базу 4), а для передвижения используется механизм шагания с опорными лыжами 5 большой площади. Наиболее массовой машиной такого типа является ЭШ-5/45М (экскаватор, шагающий с емкостью ковша 5 м3 и длиной стрелы 45 м). Выпускаются также более мощные экскаваторы типа ЭШ-10/70А, ЭШ-15/90А и др.
Крупные одноковшовые экскаваторы являются высокопроизводительными землеройными машинами, представляющими собой уникальные по габаритам, массе и мощности главных электроприводов технические сооружения. В этом можно убедиться, рассматривая приведенный на рисунке 3.3 с указанием основных размеров схематический общий вид недавно введенного в действие самого мощного в нашей стране шагающего экскаватора-драглайна типа ЭШ-100/100, имеющего ковш емкостью 100 м3 и длину стрелы 100 м. Он оборудован совершенными электроприводами основных механизмов большой мощности, которая для подъемной и тяговой лебедок составляет по 10000 кВт, а электропривод поворота имеет восемь двигателей по 1000 кВт каждый. Исключительный эффект повышения производительности труда на открытых горных разработках за счет применения машин такой мощности в некоторой мере можно представить, если учесть, что экскаватор является послушным и мощным продолжением рук одного землекопа-оператора, который, воздействуя на рукоятки командоаппаратов главных электроприводов, за смену без тяжелого физического труда производит такой же объем земляных работ, что и армия землекопов в несколько десятков тысяч человек.
Манипуляторами принято называть технические устройства, предназначенные для воспроизведения некоторых двигательных функций рук человека. Так как в зависимости от назначения число воспроизводимых функций, рабочих движений и соответственно число степеней свободы конкретных манипуляторов может быть различным, этому определению соответствует широкий класс устройств, которые по способу управления разделяются на две принципиально различные группы: копирующие манипуляторы (телеоператоры) и координатные (командные) манипуляторы.
Копирующий манипулятор управляется задающим устройством, представляющим собой механизм, подобный механизму «руки» манипулятора. Движения руки оператора, воздействующей на задающее устройство, с помощью следящих приводов воспроизводятся исполнительным органом манипулятора. Чем сложнее операции, выполняемые с помощью манипулятора, тем больше требуемое его подобие руке человека; при этом возникает необходимость двустороннего действия системы дистанционной передачи усилий с целью отражения в задающем устройстве усилий, создаваемых манипулятором [3]. Такие манипуляторы необходимы главным образом для производства работ в условиях, опасных для жизнедеятельности человеческого организма, например, в зонах высоких температур, радиации, химически активных сред.
Координатный манипулятор управляется оператором путем воздействия на командоаппараты, обеспечивающие включение и отключение приводов перемещений по соответствующим координатам и задание их скоростей либо дозированных перемещений. Отсутствие копирующего задающего механизма упрощает конструкцию манипулятора и облегчает задачу автоматического программного и адаптивного управления его работой, позволяя возложить формирование задающих сигналов по каждой координате на ЭВМ. В случае полной автоматизации рабочего цикла координатный манипулятор может быть назван промышленным роботом.
Промышленные роботы представляют собой автоматические манипуляторы с программным управлением, основное назначение которых и режимы работы полностью соответствуют отмеченным в начале этого параграфа общепромышленным установкам циклического действия. Специфичность конструкций, кинематики и динамики манипуляторов, уровень требований к управляемости и точности работы роботов, возможность наделения их способностью – самообучения, а в перспективе - способностью самостоятельного ориентирования в окружающей среде и даже «искусственным интеллектом» и другие факторы выделяют роботы из ряда традиционных средств комплексной механизации и автоматизации производственных процессов и уже привели к созданию новой самостоятельной и быстро развивающейся отрасли техники, получившей название робототехники.
Конструктивные схемы манипуляторов промышленных роботов весьма разнообразны, зависят от выбора системы координат, в которой должно осуществляться перемещение схвата, и существенно усложняются с расширением универсальности назначения робота.
Очевидна общность этих устройств, так как краны и экскаваторы, как следует из изложенного, относятся к классу промышленных координатных манипуляторов, и их рабочие движения обслуживаются однотипными по назначению и режимам работы механизмами. В то же время ясна и специфика промышленных роботов, проявляющаяся в большей сложности и своеобразии конструкций и больших возможностях реализации сложных пространственных перемещений схвата.
Подъемники циклического действия представляют собой стационарные подъемные установки циклического действия, предназначенные для подъема грузов (грузовые подъемники), или грузов и людей (грузопассажирские подъемники), или только людей (пассажирские подъемники или лифты). Представление о конструктивных исполнениях различных подъемных установок дают примеры конструктивных схем, приведенные на рисунке 1.7.
На рисунке 3.5 а приведена схема одноконцевой наклонной шахтной подъемной установки. Ее основным элементом является установленная в машинном зале 7 подъемная лебедка 2, которая с помощью каната 5 производит подъем и спуск партии вагонеток 3 по наклонному пути 4.
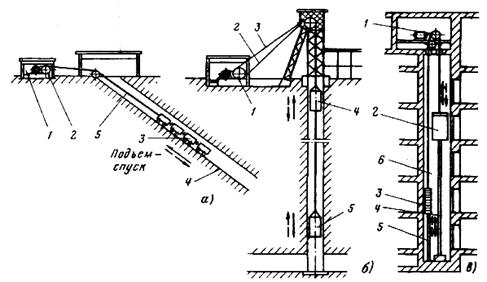
Рисунок 3.5 - Конструктивные схемы подъемников
Двухконцевая шахтная подъемная установка, схема которой приведена на рисунке 3.5 б, имеет подъемную лебедку 7, отличающуюся от одноконцевой наличием ветвей подъемного каната 2 и 3, каждая из которых несет подъемный сосуд - в данном варианте клети 4 и 5. При одном направлении вращения барабана лебедки поднимается клеть 4 и одновременно опускается клеть 5, при противоположном - наоборот. В рассматриваемом случае использование двух подъемных сосудов позволяет повысить производительность машины в 2 раза и одновременно уменьшить требуемую мощность привода за счет устранения холостой нагрузки, обусловленной собственным весом клети. При большой глубине шахты и соответственно большой длине подъемных канатов габариты барабанов недопустимо возрастают. При этих условиях более удобным является использование лебедки с канатоведущим шкивом трения. В качестве примера на рисунке 3.5 в приведена конструктивная схема пассажирского лифта, двухконцевая лебедка которого 7 имеет вместо барабана канатоведущий шкив. Подъемный канат (обычно три-четыре ветви), на одном конце которого подвешена кабина лифта 2, а на другом - противовес 3, переброшен через канатоведущий шкив. Усилие от канатоведущего шкива к канату передается за счет трения между стенками ручьев и уложенными в них ветвями подъемных канатов. Кабина лифта 2 и противовес 3 перемещаются по направляющим 4 и 5 в сквозной шахте 6, огражденной стенами или металлической сеткой. Приведенный обзор не исчерпывает всего многообразия конкретных установок общепромышленного применения, работающих в циклическом режиме.
Определенной спецификой обладают подъемно-транспортные машины и специальные манипуляторы в металлургической промышленности (клещевые колодцевые краны, кантователи, подъемные механизмы, обслуживающие доменный процесс, загрузочные машины), подъемно-транспортные машины типа маятниковых канатных дорог и др.
3.1 Электропривод механизмов подъемных и тяговых лебедок. Электропривод типовых механизмов циклического действия
Нагрузки электроприводов подъемных и тяговых лебедок
Во всех случаях, когда требуемые перемещения рабочего органа машины по вертикальным и наклонным траекториям достаточно велики, составляют десятки, сотни и даже тысячи метров, наиболее простым и универсальным механизмом перемещения является подъемная или тяговая лебедка, предназначенная для передачи усилий от привода к рабочему органу с помощью подъемного или тягового каната соответствующей длины. Как следует из приведенного в главе 1 обзора, по принципу работы лебедки подразделяются на одноконцевые и двухконцевые, а по конструкции органа навивки каната - на барабанные лебедки и лебедки с канатоведущими шкивами.
Одноконцевые лебедки являются неуравновешенными подъемными механизмами. В качестве примера на рисунке 3.6 представлена кинематическая схема крановой крюковой подъемной лебедки.
Если не учитывать потерь на трение, приведенный к валу двигателя момент, обусловленный весом груза, можно определить с помощью соотношения
![]() , (3.1)
, (3.1)
где G = mg - вес груза, имеющего массу m;
G0 = m0g - вес грузозахватывающего устройства (или подъемного сосуда), масса которого m0;
ip, in - передаточные отношения редуктора и полиспаста;
Dб - диаметр барабана.
Момент Мгр является активным моментом, направленным в сторону спуска. Он изменяется при изменении веса поднимаемого груза, но не зависит от направления движения. Поэтому при отсутствии потерь на трение двигатель рассматриваемой лебедки в статическом режиме при подъеме работал бы в двигательном режиме, а при спуске - в тормозном.
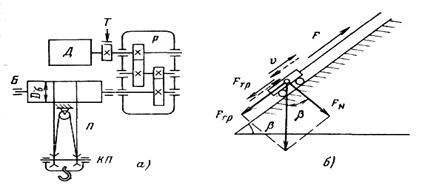
Рисунок 3.6 Кинематическая схема одноконцевой подъемной лебедки (а) и схема усилий в наклонной установке (б)
В реальном механизме присутствуют потери трения и обусловливают наличие реактивного момента МТР, который всегда препятствует движению, изменяя свое направление (знак) при изменении направления движения. При этом суммарный приведенный к валу двигателя статический момент является алгебраической суммой момента МГР, обусловленного весом перемещаемого груза, и момента потерь МТР.
В случае перемещения достаточно тяжелых грузов моменты потерь при расчетах статических нагрузок могут быть учтены с помощью соответствующих значений общего КПД механизма. Подъем номинального груза (G = GHOM)
 , (3.2) где
, (3.2) где
![]() ,
,
![]() -
общий КПД лебедки при подъеме номинального груза, учитывающий КПД, всех
звеньев кинематической цепи установки η1ном, η2ном,
ηЗном. Полагая КПД, не зависящим от направления
движения, для режима спуска номинального груза получаем
-
общий КПД лебедки при подъеме номинального груза, учитывающий КПД, всех
звеньев кинематической цепи установки η1ном, η2ном,
ηЗном. Полагая КПД, не зависящим от направления
движения, для режима спуска номинального груза получаем
![]() . (3.3)
. (3.3)
Номинальные значения КПД либо задаются, либо находятся по справочным данным. При грузе, отличном от номинального, КПД можно определить по экспериментальным кривым. Подъем пустого грузозахватывающего устройства (G = 0):
![]() , (3.4)
, (3.4)
где ![]() ;
; ![]() .
.
При тяжелом грузозахватывающем устройстве (G0/(G0 + Gном) ≥ 0,1) значение Мст2 также может быть найдено по общему КПД лебедки ηл0 при подъеме пустого грузозахватывающего устройства
![]() .
(3.5)
.
(3.5)
При легком грузозахватывающем устройстве (G0/(G0 + Gном) < 0,1) определить достаточно точно значение ηл0 практически невозможно. В этом случае расчет Мст2 целесообразно производить по (3.4), определив предварительно значение Мтр0.
Момент трения в общем случае является сложной функцией скорости и момента Мп, передаваемого звеньями кинематической цепи подъемной установки. Однако с приемлемой для практики точностью можно принять Мтр, линейно зависящим от передаваемого момента
![]() ,
(3.6)
,
(3.6)
где Мхх -- момент, создаваемый потерями холостого хода;
b - постоянный коэффициент потерь, пропорциональных передаваемой кинематической цепью нагрузке.
Для режима подъема груза Мп = Мгр, и поэтому
 .
(3.7)
.
(3.7)
Отсюда, если задаться значениями Mrp1 и Мгр2 и найти соответствующие им значения ηл1 и ηл2, то
 ,
,
 .
(3.8)
.
(3.8)
Полученные таким образом выражения для Мхх и b могут быть использованы для расчета значения Мтр при любой нагрузке и в том числе для определения Мтр .
Статический момент при спуске пустого грузозахватывающего устройства равен
![]() ,
(3.9)
,
(3.9)
где M`тp0 - момент потерь при спуске пустого грузозахватывающего устройства.
Здесь момент нагрузки двигателя в зависимости от веса грузозахватывающего устройства может быть либо движущим, либо тормозным. При тяжелом грузозахватывающем устройстве Мгр0 >М`тp0, момент М'ст2 является движущим (тормозной спуск) и его значение, полагая М`тpo = Мтр0, можно найти по формуле
![]() .
(3.10)
.
(3.10)
При легком грузозахватывающем устройстве возможно соотношение Мгро < M`тpo, при котором потери трения в механизме преодолеваются совместно моментом от веса грузозахватывающего устройства и движущим моментом двигателя (силовой спуск). В этом случае понятие КПД не имеет физического смысла и расчет значения М'ст2 необходимо вести по (3.10), учитывая при этом, что Мп = 0, и поэтому М'тро = Мхх.
Соотношения (3.7), (3.8), (3.9), (3.10) определяют пределы изменения нагрузки двигателя в различных режимах работы одноконцевой лебедки. Для каждого направления пределы изменения статической нагрузки тем больше, чем относительно легче грузозахватывающее устройство. Это положение иллюстрируется представленными на рисунке 3.7 а зависимостями Mст/Mст1 = f(G/Gном) для двух случаев. Сплошные кривые соответствуют подъемной лебедке с легкой крюковой подвеской (G0/(G0 + Gном) ≈ 0,02), штриховые - лебедке экскаватора с ковшом (G0/(G0 + Gном) ≈ 0,4).
Все полученные соотношения могут быть использованы для расчета статических нагрузок одноконцевых наклонных подъемных лебедок. При этом вместо веса поднимаемых частей G0 + G необходимо подставлять соответствующие значения натяжения подъемного каната лебедки F. Усилие в канате уравновешивает составляющую силы тяжести Frp и силу сопротивления движению, обусловленную трением FTР.
![]() . (3.11)
. (3.11)
Рисунок 3.7 - Пределы изменения нагрузок электропривода одноконцевых подъемных лебедок
Здесь знак плюс соответствует подъему, минус - спуску груза ; kтp = Fтр/FN - отношение силы трения к силе нормального давления. В ориентировочных расчетах можно принимать kтp = 0,08 -0,15.
Экскаваторные подъемные и тяговые лебедки при копании нагружаются не только весом поднимаемого оборудования и грунта, но также и силами сопротивления, возникающими при резании грунта.
Поэтому усилие в канате должно определяться с учетом усилия резания, которое может быть вычислено с помощью методов, описанных в специальной литературе.
Определение статических нагрузок является важным этапом проектирования электропривода. Оно необходимо для построения нагрузочной диаграммы, выбора мощности двигателя и проверки его по нагреву. Характер нагрузок и пределы их изменения в значительной степени определяют режимы работы и выбор схемы электропривода. Так, в дальнейшем будет показано, что несимметричный характер нагрузки одноконцевых подъемных лебедок в большинстве практических случаев вынуждает применять несимметричные схемы электропривода, работа которых различна при разных направлениях движения. Изменение нагрузки является основным возмущением при работе электропривода, поэтому без знания пределов, в которых она может изменяться, нельзя обеспечить требуемую точность регулирования координат.
Динамические нагрузки электропривода одноконцевой подъемной лебедки связаны с необходимостью пусков, реверсов и торможений. При заданном ускорении εдоп, которое обычно ограничено технологическими условиями, динамический момент двигателя может быть определен из соотношения
![]() .
(3.12)
.
(3.12)
В (3.12) JΣ представляет собой суммарный приведенный к валу двигателя момент инерции, включающий в себя момент инерции ротора двигателя и приведенный момент инерции всех вращательно и поступательно движущихся масс установки. При рабочей скорости лебедки uр < 2 м/с основную долю в моменте JΣ составляет момент инерции двигателя JΣ = (1,2÷1,6) JДВ. Для более быстроходных установок влияние приведенных масс механизма более значительно.
Как было отмечено, рассмотренные одноконцевые лебедки являются неуравновешенными механизмами, нагрузка привода которых определяется суммой весов всех поднимаемых частей - каната, захватывающего приспособления, и полезного груза. Нетрудно видеть, что такие механизмы постоянно совершают дополнительную работу по подъему захватывающего устройства. При спуске двигатель должен тормозить не только опускающийся полезный груз, но и балластный груз G0. Эти факторы приводят к завышению мощности электродвигателя тем более значительному, чем больше вес грузозахватывающего устройства, а также к соответствующему увеличению удельного расхода энергии на единицу полезного груза. В стационарных подъемных установках этот недостаток устраняется использованием двухконцевых подъемных лебедок. Если установка обслуживает только два уровня, вес подъемного сосуда уравновешивается весом второго такого же подъемного сосуда. При этом достигается также увеличение производительности установки примерно вдвое, так как операция подъема груза совмещается со спуском пустого подъемного сосуда. Если установка должна обслуживать несколько уровней, например, этажи многоэтажного здания, подобное совмещение невозможно. В этих случаях вместо второго подъемного сосуда навешивается балластный контргруз - противовес. Вес противовеса Gпp с целью дополнительного снижения требуемой мощности двигателя выбирают больше веса подъемного сосуда G0. При этом уравновешивается и часть полезного груза
Рисунок 3.9 - Кинематическая схема двухконцевой лифтовой лебедки
![]() ,
(3.13)
,
(3.13)
где α - коэффициент уравновешивания.
В качестве примера на рисунке 3.9 представлена кинематическая схема двухконцевой лифтовой лебедки с червячным редуктором и канатоведущим шкивом. Результирующее усилие на канатоведущем шкиве определяется разностью натяжений ветвей подъемного каната
![]() .
.
С учетом сил трения в направляющих кабины F'тp, и противовеса F``тр, а также веса 1м подъемного каната qк натяжения F1, и F2 определяются соотношениями
![]() ,
,
![]() .
.
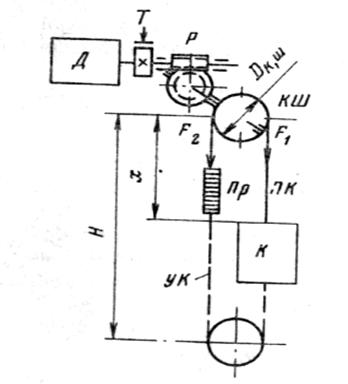 |
С учётом (3.13) результирующее значение составит
![]() ,
,
где знак плюс соответствует подъему кабины, а минус - спуску.
Результирующее усилие F удобно представить в виде алгебраической суммы активного усилия Fгp и реактивного, обусловленного трением усилия Fтр. Эти составляющие определят соответственно активную Мгр и реактивную Мтр составляющую приведенного к валу двигателя статического момента Мст. Составляющая Мтр должна учитывать, кроме трения в направляющих, все потери на трение в подъемной лебедке. Тогда
 . (3.14)
. (3.14)
Из соотношения (3.14) следует, что статический момент зависит от загрузки кабины и от коэффициента уравновешивания а.
Кроме этого, при большой высоте подъема Н на статический момент может оказывать существенное влияние вес ветвей каната. При этом в соответствии с (3.13) и схемой на рисунке 3.9 момент Мст является функцией пути.
Если высота подъема невелика, составляющая qк(2x - Н) ≈ 0. Тогда при подъеме номинального груза (G = GHOM) и пустой кабины (G = 0) статический момент можно определить с помощью соотношений
 , (3.15)
, (3.15)
где ηл.ном - КПД подъемной установки с учетом трения в направляющих, соответствующий номинальной нагрузке.
Статический момент при спуске
 . (3.16)
. (3.16)
Влияние коэффициента уравновешивания а на требуемую мощность двигателя можно оценить с помощью среднеквадратичного момента нагрузки Мск, задавшись определенным циклом работы. Примем, например, что цикл состоит из подъема номинального груза и спуска пустой кабины.
Полагая tп = tc = tp, с помощью (3.14) и (3.15) получаем
 . (3.17)
. (3.17)
Значение α = αопт, при котором имеет место минимальное значение Мск, можно определить, приравняв нулю производную подкоренного выражения в (3.17)
![]() (3.18)
(3.18)
На рисунке 3.10 представлены графики работы двигателя при α = 0 (штриховые линии 1) и при α = 0,5 (сплошные линии 2). Из (2.11) следует, что при α = 0 момент Мск больше, чем при α = 0,5, в 1,41 раза.
Сравнивая этот результат и графики на рисунке 3.10, можно сделать важный вывод, что требуемая мощность двигателя при одинаковом среднем значении момента минимальна при равномерной (постоянной) нагрузке. Оптимальное значение а зависит от параметров цикла работы и от потерь на трение в установке. С учетом этого принимаемые при проектировании значения коэффициента уравновешивания для разных установок лежат в пределах α = 0,4 ÷ 0,6. При большой высоте подъема Н на статический момент в соответствии с (2.8) оказывает значительное влияние неуравновешенный вес подъемного каната. Этот вес изменяется в функции координаты х (см. рисунок 3.9) и нарушает достигаемую выбором α = αопт равномерность нагрузки (график 3 на рисунке 3.10). За счет этого требуемая мощность двигателя, как было показано выше, увеличивается.
Рисунок 3.10 - Графики МСТ = ƒ(t) при различной степени
уравновешенности
Поэтому при большой высоте подъема обычно прибегают к уравновешиванию веса подъемного каната с помощью компенсационного (уравновешивающего) каната УК, показанного на рисунке 3.9 штриховой линией. Для таких установок соотношения (3.15) и (3.16) применимы при любой высоте подъема. Следует заметить, что в связи с очевидными преимуществами уравновешивание используется и в нестационарных машинах с несколькими степенями свободы и в манипуляторах промышленных роботов. Примером может служить подвижный противовес, уравновешивающий часть нагрузки электропривода подъема стрелы.
Из (3.17) и (3.18) видно, что при α = 0,5 максимальные и минимальные нагрузки как по значению, так и по характеру одинаковы при любом направлении движения. Об этом можно судить по представленным. На рисунке 3.11а приведены зависимости М/Мст1 = ƒ(С/Сном) при α = 0,5. Возможные пределы изменения нагрузок двухконцевой подъемной лебедки при а = 0,5 и достаточно высоком КПД представлены в координатах ω, М на рисунке 3.11б. Сравнивая соответствующие графики одноконцевых и двухконцевых лебедок, можно заключить, что нагрузки двухконцевых подъемных лебедок изменяются в более широких пределах и симметричны относительно направления движения механизма. Соответственно при проектировании таких установок используются симметричные схемы электропривода.
При расчете двухконцевых подъемных лебедок, в которых вместо противовеса используется второй подъемный сосуд, можно пользоваться полученными выше соотношениями, полагая α = 0.
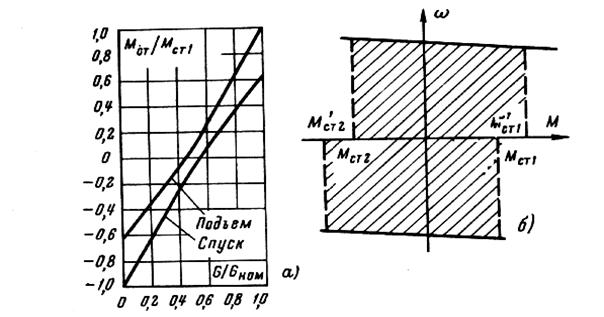
Рисунок 3.11 - Пределы изменения нагрузок электропривода двухконцевой лебедки
Динамические нагрузки двухконцевых подъемных установок определяются суммарным приведенным моментом инерции установки и допустимым ускорением в соответствии с (3.17). Здесь важно иметь в виду, что суммарный момент инерции зависит от суммы всех поступательно движущихся масс
 , (3.19)
, (3.19)
где Jвр – приведённый момент инерции всех вращающихся масс лебёдки;
mпр, mп,с, mгр, mк – массы соответственно противовеса, подъемного сосуда, груза, подъёмного и компенсационного канатов.
Так как мощность двигателя определяется разностью концевых нагрузок, а момент инерции связан с суммой их масс, особенностью двухконцевых подъемных лебедок является большой момент инерции механизма, превышающий в 2 - 5 раз момент инерции двигателя.
3.2 Статические и динамические нагрузки электроприводов механизмов передвижения и поворота
Кинематические схемы механизмов передвижения и поворота представлены на рисунке 3.12. Для механизмов передвижения, работающих на горизонтальном пути в производственном помещении, приведенный к валу двигателя статический момент, обусловленный силами трения, можно вычислить по формуле
 ,
(3.20)
,
(3.20)
где G`0 - общий вес незагруженного механизма;
μ - коэффициент трения в опорах ходовых колес;
ƒ - коэффициент трения качения ходовых колес;
ηм - КПД передач механизма;
dц - диаметр цапф (подшипников) колес;
kp - коэффициент, учитывающий трение реборд колес о рельсы, возникающее вследствие возможного перекоса конструкции моста или тележки.
Численные значения коэффициентов, входящих в (3.20), приведены в справочниках, причем значения kp, как правило, соответствуют наибольшим, встречающимся на практике значениям коэффициентов трения реборд колес о рельсы. Как следует из (3.20), изменения Мст вызываются изменениями веса G перемещаемого полезного груза, а также изменениями условий трения в кинематических звеньях механизма. Если общий вес механизма G`0 невелик в сравнении с весом номинального полезного груза Gном, что имеет место для механизмов передвижения тележек мостовых, козловых кранов и подобных им установок, то определяющее влияние оказывают изменения веса полезного груза (прямая 1 на рисунке 3.13 а). Для механизмов передвижения более тяжелых конструкций, например, мостовых кранов, влияние полезного груза на статические нагрузки привода невелико (прямая 2 на рисунке 3.13 а). Поэтому при проектировании электроприводов таких механизмов следует иметь в виду изменения и других факторов, в частности, трения в передачах и реборд колес о рельсы. Точному расчету эти изменения не поддаются. Их влияние можно учитывать ориентировочно, снижая расчетные минимальные нагрузки на 20-30%. В соответствии с кинематической схемой, приведенной на рисунке 3.12 б, при горизонтальном положении платформы и отсутствии воздействия ветра статический момент механизма поворота можно определить так
 ,
(3.21)
,
(3.21)
где kp - коэффициент, учитывающий трение реборд колес опорных тележек о рельсы или роликов опорного роликового круга о направляющие, а также трение в центральной цапфе оси вращения платформы;
Dкр - диаметр роликового круга;
dp - диаметр роликов (в случае опорных тележек диаметр их колес);
ƒ - коэффициент трения качения роликов или ходовых колес.
Mcт/Mст1, G/Gном(a) и ω, М(б).
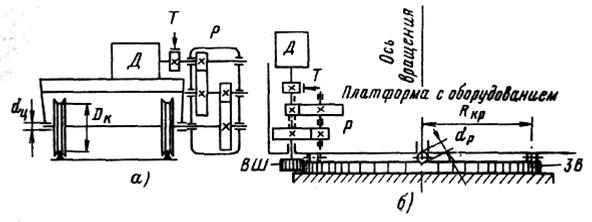
Д - двигатель; Т- тормоз; Р - редуктор; ВШ - ведущая шестерня; 3В - зубчатый венец.
Рисунок 3.12 - Кинематическая схема механизмов передвижения (а) и поворота (б).

Рисунок 3.13 - Пределы изменения нагрузок электроприводов механизмов передвижения и поворота без учета ветровой нагрузки и уклона в координатах
Зависимость статического момента электропривода поворота от веса полезного груза G выражается также прямой 2 на рисунке 3.13а, так как для подавляющего большинства машин вес поворотной платформы с оборудованием много больше веса полезного груза.
Статические нагрузки установок, работающих на открытом воздухе, могут существенно изменяться при наличии уклона или воздействия ветра. В общем случае сила сопротивления движению для механизма передвижения может быть представлена в виде алгебраической суммы (влияние уклона показано на рисунке 3.13б)
![]() , (3.22)
, (3.22)
где  ;
;
DK - диаметр ходового колеса;
Р - угол уклона;
рв - ветровое давление, принимаемое обычно при выборе мощности электродвигателя равным 150 - 250 Па;
SB - площадь парусности сооружения.
Площадь парусности сооружения может быть найдена по выражению
![]() ,
,
где kcп - коэффициент сплошности конструкции, численно равный 0,3-0,6 для ферм и 0,7-0,8 для механизмов;
Sв,к ,Sв,г - площадь, ограниченная контуром конструкции и груза.
Статический момент в случае, когда результирующая сила направлена против движения, т. е. является тормозной, следует определять по формуле
![]() ,
,
а если по движению, то по формуле
![]() .
.
Уклон и ветровая нагрузка в значительной степени расширяют пределы изменения нагрузок и изменяют их характер. При наличии уклона нагрузка становится несимметричной. Ветровая нагрузка может иметь любое направление, и при большой парусности пределы изменения статической нагрузки могут охватывать как двигательный, так и тормозной режимы (см. рисунок 3.13 а,б). Кроме того, для механизмов поворота статический момент, обусловленный ветром, при постоянной силе ветра зависит от угла поворота платформы.
Важнейшей особенностью механизмов передвижения и поворота является большая механическая инерция, влияние которой тем больше, чем тяжелее движущееся сооружение и чем выше скорость движения. Приведенный к валу двигателя момент инерции движущихся масс установки для механизмов передвижения и поворота кранов и для механизмов поворота экскаваторов в 2 - 20 раз больше собственного момента инерции двигателя. Поэтому для таких механизмов при большой частоте включений динамические нагрузки определяют необходимую мощность двигателя, а статические нагрузки невелики в сравнении с динамическими нагрузками. Так, электропривод поворота экскаватора-драглайна типа ЭШ-15/90 при углах поворота 90 - 110° работает только в переходных режимах пуска и торможения. Статическая нагрузка этого механизма не превышает 10% номинального момента двигателя.
При небольшом моменте инерции механизма динамический момент в основной своей части обусловлен ускорением ротора двигателя и нагружает передачи механизма незначительно. Иные условия складываются в электроприводах инерционных механизмов. Здесь основной нагрузкой передач является динамическая нагрузка, обусловленная ускорением масс поворотной платформы. Передача динамических усилий вызывает дополнительные потери в редукторе, которые желательно в расчетах учитывать, если динамические нагрузки передач соизмеримы со статическими или превышают их.
Приведенный динамический момент для пуска можно определять из соотношения
![]() ,
(3.23)
,
(3.23)
а для торможения
![]() , (3.24)
, (3.24)
где JM = JΣ - Jдв - приведенный к валу двигателя момент инерции всех поступательно и вращательно движущихся масс механизма.
У механизмов передвижения и поворота установок, в которых груз или ковш подвешен на канате и может колебаться подобно маятнику, динамический момент Мдин является переменной величиной. Груз (или ковш) при пусках и торможениях раскачивается, поэтому кран (поворотная платформа) и груз движутся в разных фазах колебания с разными ускорениями. В расчетах для построения нагрузочных диаграмм и выбора двигателей эти колебания обычно не учитывают, определяя средний динамический момент по среднему ускорению и моменту инерции.
3.3 Выбор двигателей для механизмов циклического действия общепромышленного назначения
Электроприводы механизмов циклического действия работают в повторно-кратковременном режиме, характерной особенностью которого являются частые пуски и остановки двигателя. Из курса теории электропривода известно, что потери энергии в переходных процессах непосредственно зависят от момента инерции электропривода JΣ, основную долю которого, если исключить инерционные механизмы, составляет момент инерции двигателя Jдв. Поэтому при повторно-кратковременном режиме желательно применять двигатели, которые при требуемой мощности и угловой скорости имеют возможно меньший момент инерции Jдв.
По условиям нагрева допустимая нагрузка двигателя при повторно-кратковременном режиме выше, чем при длительном. При пуске с повышенной статической нагрузкой двигатель должен развивать и повышенный пусковой момент, превосходящий статический на значение требуемого динамического момента. Поэтому в повторно-кратковременном режиме работы требуется более высокая перегрузочная способность двигателя, чем при длительном. Требование высокой перегрузочной способности определяется также и необходимостью преодоления кратковременных механических перегрузок, возникающих при отрыве грузов, черпании грунта и т. п.
Наконец, условия нагревания и охлаждения двигателей при повторно-кратковременном режиме отличаются от аналогичных условий при длительном режиме. Особенно сильно это отличие проявляется у двигателей с самовентиляцией, так как количество охлаждающего воздуха, поступающего в двигатель, зависит от его скорости. Во время переходных процессов и пауз теплоотдача двигателя ухудшается, что оказывает существенное влияние на допустимую нагрузку двигателя.
Все эти условия определяют необходимость использования в электроприводах механизмов циклического действия специальных двигателей, номинальным режимом которых является повторно-кратковременный режим, характеризующийся определенной номинальной продолжительностью включения
 ,
,
где tp, t0 - соответственно время работы и время паузы.
В повторно-кратковременном режиме при работе с номинальной нагрузкой температура двигателя колеблется около допустимого значения, увеличиваясь во время работы и снижаясь во время паузы. Очевидно, отклонения температуры от допустимой тем выше, чем больше при данной ПВ продолжительность цикла tц = tp + t0 и чем меньше постоянная времени нагрева двигателя Тн. Чтобы ограничить возможную максимальную температуру двигателя, ограничивают допустимую длительность цикла. Для серий двигателей повторно-кратковременного режима допустимое время цикла установлено равным 10 мин. Таким образом, эти двигатели рассчитаны на рабочий цикл, график которого для стандартных продолжительностей включения (ПВ =15, 25, 40 и 60 и 100%) показан на рисунке 3.14. С увеличением ПВ номинальная мощность двигателя уменьшается. Существует ряд серий двигателей повторно-кратковременного режима: асинхронные крановые с короткозамкнутым ротором серии MTKF и с фазным ротором серии MTF; аналогичные металлургические серии МТКН и МТН; постоянного тока серии Д (в экскаваторном исполнении серии ДЭ). Для машин, указанных серий, характерна удлиненная форма ротора (якоря), обеспечивающая снижение момента инерции. Для уменьшения потерь, выделяющихся в статорной обмотке в переходных процессах, двигатели серий MTKF и МТКН имеют повышенное номинальное скольжение Sном =7 ÷ 12 %. Перегрузочная способность двигателей крановой и металлургической серий составляет 2,3 - 3 при ПВ = 40 %, что при ПВ = 100 % соответствует λ = Мкр/Мном100 % = 4 ÷ 5,5. В крановых двигателях переменного тока за основной номинальный принят режим с ПВ = 40 %, а в двигателях постоянного тока — кратковременный режим длительностью 60 мин (наряду с режимом ПВНОМ = 40 %). Номинальные значения мощности двигателей крановой и металлургической серий при ПВНОМ = 40 % лежат в пределах: 1,4 ÷ 22 кВт для серий MTF и MTKF; 3 ÷ 37 кВт и 3 ÷ 160 кВт для серий соответственно МТКН и МТН; 2,4 ÷ 106 кВт для серии Д. Продуваемые двигатели серии Д выполняются на номинальную мощность от 2,5 до 185 кВт при ПВном = 100 %. Двигатели с короткозамкнутым ротором могут иметь многоскоростное исполнение с двумя или тремя раздельными обмотками на статоре: серии МТКН с числом полюсов 6/12, 6/16 и 6/20 и номинальной мощностью от 2,2 до 22 кВт при ПВНОМ = 40 %; серии MTKF с числом полюсов 4/12, 4/24 и 4/8/24 и номинальной мощностью от 4 до 45 кВт при ПВНОМ = 25 %.
Выбор двигателей крановых и металлургических серий наиболее просто осуществляется в тех случаях, когда действительный график работы его совпадает с одним из номинальных, показанных на рисунке 3.14. В каталогах и справочной литературе указываются номинальные данные двигателей при ПВ-15, 25, 40, 60 и 100 %. Поэтому при работе привода с постоянной статической нагрузкой Рст при номинальном цикле не представляет трудностей подобрать по каталогу двигатель ближайшей мощности из условия Рном ≥ Рст.
Однако реальные циклы, как правило, сложнее, нагрузка двигателя на различных участках цикла оказывается различной, а продолжительность включения отличается от номинальной. При таких условиях выбор двигателя производится по эквивалентному графику, приведенному в соответствие с одним из номинальных на рисунке 3.14. С этой целью вначале определяется эквивалентная по нагреву постоянная нагрузка при действительной ПВД, которая далее пересчитывается к стандартной продолжительности включения ПВном. Пересчет может быть произведен с помощью соотношений
 .
(3.25)
.
(3.25)
Соотношения (2.18) являются приближенными, так как не учитывают двух важных факторов, изменяющихся при изменении ПВ и существенно влияющих на нагрев двигателя.
Первый фактор - количество теплоты, выделяющееся в двигателе за счет постоянных потерь. Это количество теплоты возрастает при увеличении ПВ и уменьшается при переходе на меньшие значения ПВ. Соответственно при переходе к большим ПВ нагрев возрастает и наоборот. Второй фактор - условия вентиляции двигателей. При самовентиляции условия охлаждения в периоды работы в несколько раз лучше, чем в периоды пауз. Поэтому с возрастанием ПВ условия охлаждения улучшаются, с уменьшением - ухудшаются.
Рисунок 3.14 - Номинальный цикл работы двигателя для повторно – кратковременного режима
Сопоставляя влияние этих двух факторов, можно заключить, что оно противоположно и в той или иной степени взаимно компенсируется. Благодаря этому для современных серий приближенные соотношения (2.18) дают достаточно правильный результат, если их использовать только для пересчета на ближайшую к ПВД номинальную продолжительность включения ПВНОМ.
Из теории электропривода известно, что используемые при выборе двигателя методы средних потерь и эквивалентных величин имеют поверочный характер, так как требуют знания ряда параметров предварительно выбранного двигателя. При предварительном выборе во избежание многократных ошибок необходимо учитывать особенности конкретного механизма. Для общепромышленных механизмов циклического действия можно указать три наиболее характерных случая предварительного выбора двигателя:
- цикл работы механизма задан, причем динамические нагрузки оказывают незначительное влияние на нагрев двигателя;
- цикл работы механизма задан и известно, что динамические нагрузки существенно влияют на нагрев двигателя;
- цикл работы механизма заданием не определен.
Первый случай наиболее характерен для механизмов с малыми инерционными массами - одноконцевых подъемных и тяговых лебедок. Оценить влияние динамических нагрузок на нагрев двигателя можно путем сравнения продолжительности пуска tп с продолжительностью установившегося режима работы tуст. Если tп ≤ tуст, выбор двигателя можно произвести по нагрузочной диаграмме исполнительного механизма. По этой нагрузочной диаграмме определяется среднеквадратичный момент нагрузки Мск,ПВ,д, с помощью формул (3.25) пересчитывается к ближайшей номинальной ПВНОМ и далее определяется требуемая мощность двигателя по заданной рабочей скорости ωр
![]() .
.
При этом приближенный учет влияния динамических нагрузок производится путем введения в формулу коэффициента запаса kз = 1,1 ÷ 1,5. С увеличением отношения tп/tуст коэффициент запаса нужно увеличивать ориентировочно, полагая, что при tп/tуст < 0,05 следует брать меньшее из указанных значений, а при tп/tуст > 0,2 - 0,3 - большее. Предварительно выбранный двигатель необходимо проверить по нагреву одним из методов, рассмотренных в курсе теории электропривода [2, 4], а также по перегрузочной способности из условия
![]() ,
,
где Мдоп - допустимый момент кратковременной перегрузки.
Для двигателей постоянного тока момент Мдоп ограничивается условиями коммутации тока на коллекторе
![]() ,
,
где λ,- перегрузочная способность двигателя по данным каталога.
Для асинхронных двигателей при определении Мдоп необходимо учитывать возможность снижения напряжения сети на 10%. Так как критический момент Мкр пропорционален квадрату напряжения, то
![]() .
.
Кроме того, асинхронные двигатели с короткозамкнутым ротором необходимо таким же путем проверять по пусковому моменту.
3.4 Электропривод продольно-строгальных станков
При строгании (см. рисунок 3.15) снятие стружки происходит в течение рабочего хода, при обратном ходе резец не работает. Продольное перемещение стола при рабочем ходе является главным движением.
Движением подачи называется перемещение резца в течение одного двойного хода перпендикулярно главному движению.
Вспомогательными движениями на строгальных станках являются быстрое перемещение траверсы и суппортов, подъем резцов при обратном ходе, а также, например, медленное перемещение стола при наладочных операциях. Скорость, с которой резец перемещается относительно детали при рабочем ходе, называется скоростью резания. Глубина резания - величина, на которую углубляется резец в изделие при одном проходе; она определяет толщину снимаемой стружки.
При строгании подача и глубина принимаются: для черновой обработки s = 1÷7 мм/дв. ход, t = 6 ÷30 мм; для чистовой обработки широкими резцами s =10 ÷ 30 мм/дв. ход и выше, t = 0,05-0,3 мм.
1-обрабатываемое изделие; 2-резец; 3-главное движение; 4-движение подачи
Рисунок 3.15 - Схема строгания
Определение скорости, усилия и мощности резания производится по формулам, аналогичным тем, которые приведены для точения.
Машинное время (мин) за один двойной ход
![]() , (3.26)
, (3.26)
где В - ширина строгания, мм;
В0 - путь подачи при входе и выходе резца из изделия, мм;
i - число двойных ходов в минуту;
s - подача на один двойной ход стола, мм.
Для повышения производительности строгальных станков следует при заданной подаче увеличивать число двойных ходов стола. Так как при строгании резец испытывает ударную нагрузку, то такие высокие скорости, какие используются при скоростном точении, в данном случае не допускаются. Максимальные скорости резания при строгании не превосходят 75 - 120 м/мин.
Выбор мощности электроприводов для типовых механизмов станков
Вопрос о правильном выборе мощности электродвигателя является весьма важным и ответственным. Завышение мощности двигателя приводит к увеличению капитальных и эксплуатационных расходов, к снижению к.п.д. и cos φ двигателя. Недостаточная мощность двигателя ограничивает производительность станка, и кроме того, двигатель преждевременно выходит из строя, что влечет за собой простой оборудования и дополнительные расходы на ремонт. В предыдущей главе были приведены соотношения для определения мощности и оптимальной скорости резания. Для нахождения мощности на валу главного привода при установившемся режиме необходимо к мощности резания прибавить еще мощность, обусловленную потерями в станке (механизме передач станка). Для подсчета мощности потерь в станке практически приходится пользоваться величиной к. п. д., зависящего при данной нагрузке от числа звеньев кинематической системы и скорости механизма. Общий к.п.д. станка рассчитывается как произведение к. п. д. всех звеньев. Значения к. п. д. отдельных звеньев передач (с учетом потерь в опорах) принимаются приблизительно равными: 1) для ременной передачи; а) открытой, без натяжного ролика - 0,96, б) с натяжным роликом - 0,94, в) клиноременной - 0,93÷0, 95; 2) для зубчатой передачи; а) с опорами трения качения - 0,975 ÷ 0,985, б) трения скольжения - 0,96 ÷ 0,97; 3) для червячной передачи - 0,5 ÷ 0,7; 4) для цепной передачи; а) зубчатой - 0,97 ÷ 0, 98, б) роликовой - 0, 96 ÷ 0, 97; 5) для кривошипно-шатунного механизма - 0, 9.
Общий номинальный к.п.д. станка
![]() .
(3.27)
.
(3.27)
Значения к. п. д. отдельных звеньев кинематической цепи станка η1, η2 и т. д. относятся к полной (номинальной) нагрузке станка.
Как отмечалось, к. п. д. станка зависит также от скорости его рабочих органов. При одной и той же нагрузке с увеличением скорости к. п. д. станка снижается. Приведенные ориентировочные значения к. п. д. относятся к кинематической цепи главного привода. Коэффициент полезного действия цепи подачи всегда бывает значительно ниже (в несколько раз). Это обусловлено в основном необходимостью получения весьма низких скоростей подач и применением в связи с этим замедляющих передач, имеющих низкий к.п.д. В станках со сложной кинематической цепью увеличение скорости вызывает относительно большее возрастание потерь, чем в станках с более простой кинематической схемой. Мощность на валу главного привода при установившемся режиме и номинальной мощности резания постоянна. Так как нагрузка станка часто бывает переменной и отличной от номинальной, то возникает необходимость в определении к.п.д. для различных нагрузок.
 , (3.28)
, (3.28)
где Рнz, ηн.ст - соответственно номинальная мощность резания и к. п. д. станка при номинальной нагрузке.
Обозначая коэффициент загрузки через k = Pz/Pнz, определим потери в станке при любой нагрузке Pz
![]() или
или ![]() , (3.29)
, (3.29)
где а и b – коэффициенты постоянных и переменных потерь.
Коэффициент полезного действия станка
 .
(3.30)
.
(3.30)
Для частного случая, когда k = 1, к.п.д. станка
![]() .
(3.31)
.
(3.31)
Разделение потерь для определения к.п.д. при любой нагрузке из (2.5) даёт
 .
.
Ориентировочно для практических расчётов принимаем
![]() .
(3.32)
.
(3.32)
Для станков, в которых имеются массивные движущиеся части, необходимо дополнительно учитывать потери мощности (кВт) на трение в направляющих
![]() ,
(3.33)
,
(3.33)
где G - вес движущихся частей, н;
μ - коэффициент трения, принимаемый равным 0,05 - 0, 1;
υ - скорость передвижения, м/мин.
Для токарных, фрезерных, сверлильных станков к. п. д. при полной нагрузке составляет в среднем приблизительно 0, 7 ÷ 0, 8, для шлифовальных станков - 0, 8 ÷ 0, 9, для строгальных и долбежных станков - 0, 65 ÷ 0, 75.
В связи с тем, что большинство станков работает с переменной нагрузкой и в различных режимах (длительном, повторно-кратковременном или кратковременном), выбор типа электропривода и расчет мощности его должны быть произведены в каждом отдельном случае с учетом конкретных технологических условий работы того или иного станка.
Существует несколько методов определения мощности двигателей для станков. Наиболее распространенными являются методы эквивалентных величин и средних потерь, используемые для определения мощности приводов, работающих как в длительном, так и повторно-кратковременном режимах. При этом основой для расчета мощности двигателя, как правило, служат нагрузочные диаграммы, построенные для установившегося режима работы привода (так называемые диаграммы статической нагрузки привода). По этим диаграммам производится предварительный выбор мощности двигателя. Затем выбранный двигатель проверяется по нагреву и допустимой перегрузке уже с учетом переходных процессов.
Далее рассматриваются методы расчета мощности двигателя для некоторых типовых приводов станков.
Построение нагрузочной диаграммы главного привода и выбор мощности двигателя для продольно-строгального станка
Работа главного привода продольно-строгального станка характеризуется значительной частотой реверсирования с большими моментами при пуске и торможении. Поэтому при сравнительно малой длительности рабочего периода переходные режимы в электроприводе оказывают весьма существенное влияние на выбор мощности двигателя. Для предварительного подсчета мощности двигателя главного привода и построения нагрузочной диаграммы его в качестве исходных данных принимают:
- график изменения усилия резания в функции скорости рабочего хода стола Fz = ƒ(υпр) (скорости и усилия резания определяются по ранее приведенным формулам), график нагрузки привода стола в функции скорости обычно состоит из двух участков: на первом из них тяговое усилие остается приблизительно постоянным, от минимальной скорости до скорости примерно 20 м/мин, а на втором участке с ростом скорости усилие падает; следовательно, регулирование скорости привода стола на первом участке должно производиться при постоянном моменте, а на втором - приблизительно с постоянной мощностью:
- скорость обратного хода стола υобр, м/мин;
- вес обрабатываемой детали и стола (Gдет + Gст), н;
- к. п. д. передач при полной нагрузке ηпер;
- коэффициент трения стола о направляющие μ;
- длину хода стола L, м;
- суммарный момент инерции перемещающихся частей механизма
станка.
Кроме того, для построения нагрузочной диаграммы должна быть задана система электропривода и обусловлен способ регулирования скорости.
Далее приводится методика расчета привода для случая, когда используется двигатель постоянного тока, управляемый по системе генератор - двигатель. Для упрощения здесь рассматривается вариант регулирования скорости вращения двигателя только изменением э. д. с. генератора при постоянном магнитном потоке двигателя. Задаваясь техническими данными для различных режимов работы (например, для четырех режимов, приведенных в таблице. 2.4), определяем для каждого из них соответственно мощность резания, мощность на валу двигателя и расчетную мощность двигателя (см. таблица. 2.4).
Мощность на валу двигателя (кВт)
 ,
(3.34)
,
(3.34)
где Fт= Fz+ (Gдет + Gcт + Fу) μ - тяговое усилие, н;
μ - коэффициент трения стола о направляющие, принимаемый равным 0,05 - 0,08;
Fу - вертикальная составляющая усилия при резании.
Далее производится предварительный выбор двигателя. Так как в рассматриваемом случае максимальная скорость привода, равная скорости обратного хода, достигается при номинальном напряжении на зажимах двигателя, то расчетная (номинальная) мощность двигателя (без учета мощности обратного хода)
 .
(3.35)
.
(3.35)
По наибольшему значению Ррасч и, задаваясь по кинематической схеме передаточным отношением двигателя к рейке стола р = ωд/ωст, подбирают по каталогу двигатель ближайшей большей мощности с номинальной скоростью, отвечающей выбранному передаточному отношению.
Необходимо отметить, что для приводов, работающих с частыми реверсами, вопрос об определении оптимального передаточного отношения имеет существенное значение в связи с установлением максимального быстродействия системы. Оптимальное передаточное отношение находится из следующих соображений. Уравнение движения главного привода относительно вала шестерни, связанной с рейкой стола, запишется так
![]() ,
(3.36)
,
(3.36)
из (3.36) находим
 ,
(3.37)
,
(3.37)
где М - момент, развиваемый двигателем при пуске;
i - искомое передаточное отношение;
Мс - момент сопротивления, обусловленный холостым ходом станка;
Jр, Jм - соответственно момент инерции якоря двигателя и момент инерции всех перемещающихся (при поступательном и вращательном движении) элементов механизма, приведенный к упомянутому валу;
![]() -
ускорение этого вала.
-
ускорение этого вала.
Дифференцируя (3.37) по i и приравнивая производную нулю, найдем
i = iопт, при котором ускорение будет иметь максимальное значение, а именно:
 , (3.38)
, (3.38)
где Мср – средний момент, развиваемый двигателем при пуске.
Если Мс ≈ 0, то
 .
(3.39)
.
(3.39)
По параметрам двигателя выбирают генератор, рассчитанный на те же номинальные напряжение и ток, что и двигатель. С целью сокращения габаритов и стоимости генератора, а также приводного двигателя переменного тока преобразовательной установки необходимо скорость указанных машин принимать максимально возможной.
Пользуясь параметрами генератора и двигателя и исходными данными, приведенными ранее, можно приступить к расчету графиков нагрузки электропривода в установившихся и переходных режимах.
Потери в передачах при прямом ходе и полной нагрузке.
![]() (3.40)
(3.40)
Потери в передачах при прямом ходе вхолостую
![]() .
.
Мощность на валу двигателя при прямом ходе вхолостую
![]() , (3.41)
, (3.41)
где  .
.
Скорость вращения двигателя при прямом ходе
![]() . (3.42)
. (3.42)
Электромагнитный момент двигателя при прямом ходе и полной нагрузке (н∙м)
 , (3.43)
, (3.43)
где М0 – момент потерь холостого хода двигателя (н∙м).
 ,
,
где с – коэффициент пропорциональности между моментом и током;
 ,
,
Uн, Рн, Iн, ωн – номинальные напряжение, мощность, ток и скорость вращения двигателя;
rд – сопротивление якоря двигателя.
Электродвижущая сила генератора при прямом ходе стола
 , (3.44)
, (3.44)
где r – суммарное сопротивление якорной цепи генератора и двигателя.
Мощность на валу двигателя при обратном ходе стола
 . (3.45)
. (3.45)
Электромагнитный момент двигателя при обратном ходе
 . (3.46)
. (3.46)
Электродвижущая сила генератора при обратном ходе
 . (3.47)
. (3.47)
Совместное решение (2.29) и (2.30) даёт
 . (3.48)
. (3.48)
Полученным моментам двигателя Мэ.пр и Мэ.обр отвечают пропорциональные им токи в якорной цепи двигателя, так как Mэ = c∙I.
Для найденных значений э. д. с. генератора при прямом и обратном ходах стола Ег.пр и Ег.обр по кривой холостого хода генератора определяются соответствующие токи возбуждения. По этим токам легко вычисляются соответствующие напряжения на зажимах обмотки возбуждения генератора.
Для проверки предварительно выбранного двигателя необходимо построить нагрузочную диаграмму электропривода с учетом переходных процессов. Построение приближенной нагрузочной диаграммы может быть произведено на основании следующих соображений. Вначале задаемся для упрощения идеализированной тахограммой ω = ƒ(t) одного цикла (прямой и обратный ходы) работы двигателя стола, для которого момент нагрузки при резании наибольший, что имеет место, как упоминалось, в зоне сравнительно небольших скоростей рабочего хода (≈ 6 ÷ 20 м/мин).
Приведенная на рисунке 3.16 тахограмма отличается следующими особенностями. Если скорость резания превышает 12 - 15 м/мин, то разгон привода при прямом ходе производится в два этапа - сначала до скорости ωвх, соответствующей 12 - 15 м/мин, при которой совершается врезание резца.
Разгон привода в течение времени t1 так же, как и его работа при пониженной скорости (t2), происходит при холостом ходе, которому соответствует ток
 . (3.49)
. (3.49)
Затем совершается врезание резца при той же пониженной скорости (ωвх). Длительность работы с полной нагрузкой (Iпр) и пониженной скоростью незначительна и соответствует времени t3.
Врезание резца при пониженной скорости исключает сминание края обрабатываемого изделия. Разгон привода от скорости ωвх до установившейся скорости ωпр, отвечающей требуемой скорости резания, производится при полной нагрузке. Перед окончанием прямого хода во избежание скалывания задней кромки изделия скорость резания и соответственно скорость привода должна быть снижена до ωвых = ωвх. Замедление привода на интервале времени происходит с полной нагрузкой. При пониженной скорости за время t7 еще производится снятие стружки, а затем имеет место выход резца из изделия (t8) с последующим реверсированием привода с пониженной скорости прямого хода ωвых до установившейся скорости обратного хода ωобр(t9 - t10). Обратный ход (на интервале времени t11) обычно происходит при скорости ωобр, в 2 - 3 раза превышающей скорость прямого хода. К концу обратного хода целесообразно до начала реверса с обратного хода на прямой снизить скорость стола до 12 - 15 м/мин для более четкого срабатывания аппаратуры. Замедление происходит при этом без нагрузки в течение времени t12. Затем, после небольшого интервала t13, соответствующего длительности работы при пониженной скорости обратного хода, совершается реверсирование на пониженную скорость прямого хода. В дальнейшем цикл повторяется.
Так как в современных электроприводах столов продольно-строгальных станков используются замкнутые системы автоматического управления, в которых достигается желаемое формирование переходных процессов, то можно с известным приближением считать момент, а следовательно, и ток якоря двигателя неизменным в процессе пуска и торможения и равным примерно 2,0 - 2,2∙Iн, что обусловлено допустимыми условиями коммутации двигателя. Зная допустимое значение тока и соответственно момента в переходных режимах, а также учитывая величины моментов нагрузки, рассчитанных ранее, легко с учетом суммарного момента инерции привода определить время переходного процесса.
В соответствии с изложенным на рисунке 3.17 приведена приближенная нагрузочная диаграмма электропривода стола. Пользуясь этой диаграммой, определим эквивалентный ток якоря за цикл
 , (3.50)
, (3.50)
где t`ц - время с учетом ухудшения условий вентиляции при работе двигателя на пониженной скорости и в переходных режимах, если двигатель самовентилируемый; в этом случае t`ц < tц < tц - время цикла, полученное из нагрузочной диаграммы.
С целью большего использования двигателя целесообразно применить независимую вентиляцию; тогда в формуле (2.32) подставляется tц вместо t`ц. Предварительно выбранный двигатель удовлетворяет условиям нормальной работы по нагреву, если Iэ≤Iв (Iн - номинальный ток двигателя).
Наиболее тяжелым режимом работы электропривода оказывается режим, при котором обрабатывается деталь - наименьшей длины при наибольшем усилии резания. Для определения допустимой наименьшей длины обработки при выбранном ранее двигателе необходимо составить уравнение, в котором эквивалентный ток принимается равным номинальному и приравнивается среднеквадратичному току, полученному из нагрузочной диаграммы, в которой неизвестными составляющими являются длительности установившихся режимов прямого и обратного ходов; при известной скорости прямого и обратного ходов определяется искомый путь. Уточненная нагрузочная диаграмма строится с учетом конкретной системы управления электропривода продольно-строгального станка.
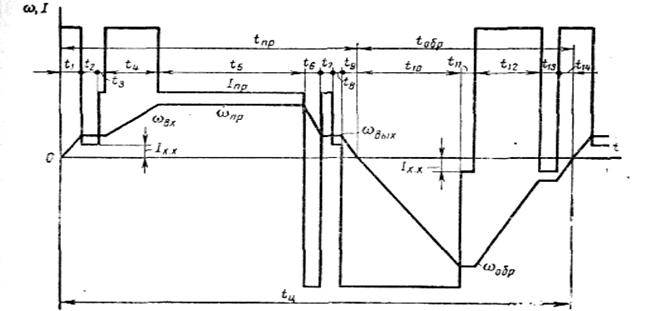
Рисунок 3.16 - Упрощённая нагрузочная диаграмма привода стола продольно-строгального станка
Особенности электропривода стола продольно-строгальных станков обусловлены процессом работы этих станков, состоящим из последовательно повторяющихся циклов, каждый из которых включает прямой, или рабочий, ход стола, когда происходит обработка детали, и обратный ход.
Скорость рабочего хода (скорость резания) устанавливается в соответствии с нормативами, учитывающими сорт обрабатываемого материала и свойства режущего инструмента. Скорость же обратного хода, как правило, значительно превосходит скорость резания, чем достигается увеличение производительности станка.
Упрощенный график пути l и скорости υ в зависимости от времени для одного цикла (прямого и обратного хода стола) приведен на рисунке 3.17.
Ход стола L складывается из пути lпр в установившемся режиме при прямом ходе и суммы путей разбега lр.пр и торможения lт.пр
![]() . (3.51)
. (3.51)
Время цикла
![]() , (3.52)
, (3.52)
где ![]() пр,
пр,
![]() обр -
соответственно время установившегося движения при прямом (рабочем) и обратном
ходах;
обр -
соответственно время установившегося движения при прямом (рабочем) и обратном
ходах;
tр.пр, tр.обp - время разбега при прямом и обратном ходах;
tт.пр, tт.oбp - время торможения при прямом и обратном ходах.
Время установившегося движения при прямом ходе
 ,
(3.53)
,
(3.53)
где υпр – скорость установившегося движения стола при прямом ходе.
![]()
Аналогично время установившегося обратного хода
 , (3.54)
, (3.54)
где υпр – скорость установившегося движения стола при обратном ходе, м/мин.
После преобразований получим выражение для времени цикла
 ,
(3.55)
,
(3.55)
где ![]() -
отношение скорости обратного хода к скорости прямого хода стола;
-
отношение скорости обратного хода к скорости прямого хода стола;
tрев – время реверсирования стола.
Пользуясь формулой (7.5), можно найти число двойных ходов стола в минуту
 .
(3.56)
.
(3.56)
Анализ этого соотношения показывает, что число двойных ходов, а следовательно, и производительность станка возрастает с увеличением k, т. е. с увеличением скорости обратного хода, при заданной скорости рабочего хода. Причем в основном рост происходит до значения k = 3; дальнейшее увеличение k не дает заметного увеличения числа ходов. Следует заметить, что интенсивность возрастания числа ходов с увеличением h зависит от величины рабочей скорости: чем выше рабочая скорость, тем интенсивнее растет число ходов, а следовательно, уменьшается машинное время. С другой стороны, чрезмерное увеличение k приводит к повышенным потерям времени на реверсирование.
Кроме того, оказывается, что высокие скорости обратного хода существенно влияют на число ходов при длинных ходах (начиная с 3 м и выше). При этих условиях потери времени на реверсирование несущественно сказываются на производительности станка. Наоборот, при сравнительно малых ходах следует стремиться к уменьшению времени реверсирования. Так как при высоких скоростях резания (75 ÷ 100 м/мин) на строгальных станках длительность цикла иногда снижается до нескольких секунд, то в этом случае сокращение времени реверсирования электропривода может привести к значительному повышению производительности станка. С возрастанием размеров станка (длины хода стола) увеличивается также приведенный момент инерции отдельных звеньев механизма главного привода, что также приводит к увеличению времени реверсирования. В связи с этим вопрос о выборе оптимального передаточного отношения имеет существенное значение в приводах продольно-строгальных станков с точки зрения сокращения времени переходных режимов.
В большинстве случаев при регулировании скорости резания на продольно-строгальных станках тяговое усилие остается постоянным и наибольшим при скоростях приблизительно от 6 до 20 - 25 м/мин. При дальнейшем увеличении скорости резания усилие падает. Таким образом, можно считать, что в зоне сравнительно малых скоростей момент, развиваемый приводом, должен оставаться приблизительно постоянным, тогда как при скоростях выше 25 м/мин сохраняется постоянная мощность. График скорости стола часто имеет более сложный вид, что обусловлено необходимостью врезания резца и выходом его из изделия при пониженной скорости, а также повышением скорости прямого хода при обработке изделий с большими необрабатываемыми проемами (например, фундаментные плиты). Скорость стола во время прохождения проемов под резцами может достигнуть скорости обратного хода, что приводит к повышению производительности.
Наименьшая скорость строгания принимается равной 4-6 м/мин при черновой обработке твердых материалов. Наибольшая скорость резания на строгальных станках достигает 75-100 м/мин, при чистовой обработке поэтому диапазон регулирования скорости стола, а следовательно, и электропривода равен (25-15):1. Заданная скорость привода должна поддерживаться автоматически во всем диапазоне с точностью до ±5 % при изменении нагрузки примерно от 0,1 до 1,25 от номинального момента. Динамический перепад скорости допускается сравнительно небольшим (5 – 20 %; меньшие значения относятся к большим скоростям и наоборот), и переходный процесс, вызванный резким приложением нагрузки, должен закончиться быстро (в течение 0,1 - 0,2 сек). Для главного привода продольно-строгальных станков целесообразно использование двигателей, обладающих повышенной перегрузочной способностью и пониженным моментом инерции; такие двигатели могут обеспечить меньшее время пуска и торможения. Иностранными фирмами выпускаются специальные двигатели постоянного тока для продольно-строгальных станков. Иногда для уменьшения времени переходных режимов целесообразно использовать два двигателя половинной мощности вместо одного полной мощности. На изменение суммарного (приведенного) момента инерции главного привода благоприятно влияет выбор соответствующей кинематики механизма от двигателя к столу. В этом отношении предпочтение следует отдать червячной передаче, которая, кроме того, обеспечивает и высокую плавность хода стола, что важно и для улучшения качества обработки изделий на станке. К недостаткам червячной передачи можно отнести трудоемкость ее изготовления и меньший к. п. д. в сравнении с передачей из цилиндрических шестерен.
Добиваясь наибольшего быстродействия главного привода, необходимо учитывать, что длительность реверсирования не может быть ниже определенной величины, которая лимитируется не только динамическими нагрузками в передачах редуктора, но и временем, необходимым для совершения подачи суппортов и подъема резцовых головок. К другим важным требованиям, которые предъявляются к электроприводу стола, является высокая надежность работы его, обеспечивающая точность реверсирования и связанную с этим четкую работу аппаратуры управления. Выбирая ту или иную систему электропривода, следует учитывать его экономичность, т. е. потери энергии за цикл, а также коэффициент мощности; кроме того, необходимо учитывать и окупаемость тех затрат, которые связаны с созданием привода и его эксплуатации. При расчете эффективности затрат важно принимать во внимание повышение производительности и качества обрабатываемых изделий, которые можно получить за счет рациональной системы электропривода. В этом отношении сравнительно дорогая и сложная, но эффективная и надежная система электропривода может оказаться более рентабельной, чем простая и несовершенная.
В настоящее время для выполнения указанных требований в качестве главного привода продольно-строгальных станков используется, как правило, двигатель постоянного тока, управляемый по системе генератор - двигатель с различного рода усилителями, с помощью которых легко реализуется сложный график работы и получаются нужной формы характеристики двигателя. Эта система обеспечивает требуемый диапазон регулирования скорости движения стола, плавное регулирование ее, позволяет получить сравнительно небольшое время реверсирования стола. Потери энергии при реверсировании в системе генератор - двигатель незначительны; здесь возможно рекуперативное торможение. Еще одним достоинством системы генератор - двигатель является возможность управления двигателем в цепях с малыми мощностями (цепи возбуждения). Недостатком системы генератор - двигатель является необходимость выбора значительной установленной мощности машин постоянного тока (двигателя и генератора). Это объясняется тем, что установленная мощность двигателя постоянного тока, как указывалось, должна выбираться по наибольшему тяговому усилию, т. е. по наибольшему моменту, а следовательно, по наибольшему току, соответствующему минимальной скорости, и номинальному напряжению при номинальной скорости его.
Отличительной особенностью рассматриваемых далее схем управления главных приводов продольно-строгальных станков, выполненных по системе генератор - двигатель, является использование в них различных промежуточных усилителей (электромашинных, магнитных, полупроводников). Применение промежуточных усилителей для замкнутых систем управления позволяет сравнительно просто разрешить задачу получения широкого диапазона регулирования при высокой жесткости механических характеристик и реализовать необходимое быстродействие привода при заданном качестве переходного процесса.
3.5 Электропривод реверсивных прокатных станов
Технологический процесс прокатки
Обработка металлов давлением производится прокаткой, волочением, прессованием, ковкой и штамповкой. 75 % всего выплавляемого металла обрабатывается путем прокатки. Прокаткой называется процесс деформации металла между двумя вращающимися валками. Различают продольную, косую и поперечную прокатку (прокатку тел вращения). Около 90 % всего проката получается при продольной прокатке. Различают горячую (при температуре от 600 до 1200 °С) прокатку и холодную (при температуре ниже 400 ÷450 °С). Основными параметрами процесса прокатки являются обжатие металла и его удлинение.
Введем обозначения (рисунок 3.18).
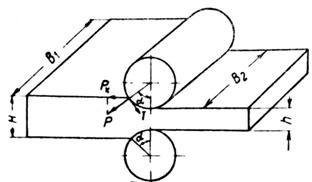 |
Н;h - высота металла до и после прокатки; В1; В2 — ширина до и после прокатки; L1; L2 – длина до и после прокатки; F1=H B1 и F2=h B2 – сечение слитка; ∆h=H-h – абсолютное обжатие; ∆L=L2-L1 – абсолютная вытяжка; ∆B=B2-B1 – уширение после прокатки; ∆h/H=(H-h)/H – относительное обжатие; ∆L/L=(L2-L1)/L1 – относительное удлинение (вытяжка).
Рисунок 3.18 - Схема прокатки
Однократный проход металла через валки называется пропуском. Обычно для прокатки металла до требуемого сечения нужно несколько пропусков. Отношение длины металла после прокатки к длине до прокатки λ=L2/L1 называется коэффициентом вытяжки. λ=Ln/L1, где Ln – длина металла после последнего пропуска, называется полным коэффициентом вытяжки. λ´=Ln/Ln-1 – частичный коэффициент вытяжки.
Практически при прокатке объем металла не меняется. Уширение мало, и им в большинстве расчетов можно пренебречь, поэтому
![]()
Захват металла валками происходит под действием сил трения и зависит от ряда условий.
Рассмотрим эти условия.
Из рисунка 3.18 следует: ![]()
![]() , где Р – сила давления металла на валки в
точке захвата; Т – сила трения. Очевидно, что захват возможен при
, где Р – сила давления металла на валки в
точке захвата; Т – сила трения. Очевидно, что захват возможен при ![]() . Но
T=ƒP,
где ƒ- коэффициент трения. Следовательно,
. Но
T=ƒP,
где ƒ- коэффициент трения. Следовательно,
ƒ>tg α (3.57)
- условие захвата. С ростом скорости прокатки величина ƒ обычно уменьшается, т.е. ухудшаются условия захвата.
Рассмотрим,
в какой зависимости от условий захвата находятся диаметр валков и допустимое
обжатие металла. Из геометрических соотношений рисунка. 3.18 ![]() , где
D –
диаметр валков.
, где
D –
диаметр валков.
При горячей прокатке коэффициент трения ƒ=(1÷0,8) (1,05-0,0005 tº). Учитывая, что температура горячей прокатки (стали) 1000÷1250ºC, имеем 0,25< ƒ<0,6.
Если, например, ƒ=0,5, то α=arctgƒ≈25º, и тогда
![]() (3.58)
(3.58)
т.е. допустимое обжатие увеличивается с увеличением диаметра валков.
Определение
момента и мощности прокатки аналитическим методом.
При аналитическом
методе момент прокатки определяют
по давлению металла на валки. Из условия
симметрии
расстояния
от осей валков до точек приложения
равнодействующих сил давления равны ![]() ; Р1=Р2=Р.
Поэтому момент,
необходимый для вращения одного валка,
; Р1=Р2=Р.
Поэтому момент,
необходимый для вращения одного валка, ![]() или
или
![]() ,
(3.59)
,
(3.59)
где ![]() ;
;
l - хорда дуги захвата.
Давление металла на валок определяется по формуле
Р=РсрQ [H], (3.60)
где Рср - среднее удельное давление, Н/мм2;
Q - поверхность соприкосновения металла с валком, мм2.
 Н/мм2,
(3.61)
Н/мм2,
(3.61)
где Kf - предел текучести, Н/мм2;
![]() .
.
Hk=f(δ) - высота прокатываемого металла в критическом сечении (в плоскости приложения равнодействующей силы Р).
Учитывая, что
Q=Bl,
a
![]() получим
получим
![]() (3.62)
(3.62)
где R - радиус валка, м;
∆h - в мм; В, мм.
При горячей прокатке ψ = 0,5. При холодной - ψ= 0,35÷0,45.
После определения момента по формуле (3.62), легко определить (для заданной скорости прокатки) мощность прокатки.
Определение момента прокатки по удельному расходу энергии
Коэффициенты, входящие в приведенные выше формулы, изменяются в значительных пределах, поэтому точность аналитического метода, особенно при прокатке сложных профилей, невелика.
На практике чаще пользуются опытными кривыми
удельного
расхода энергии, представляющими собой зависимость
расхода энергии при
прокатке одной тонны металла от общей вытяжки.
Имеются альбомы такого рода кривых,
снятых экспериментально. Для расчета необходимо, чтобы начальное сечение расчетной и
опытной заготовок металла было равно. Если
сечение расчетной заготовки меньше опытной,
то необходимо ввести условный начальный пропуск, в котором производится условная
начальная вытяжка ![]() , где
F -
сечение опытной и
расчетной заготовок. Удельный расход энергии, соответствующий вытяжке
, где
F -
сечение опытной и
расчетной заготовок. Удельный расход энергии, соответствующий вытяжке
![]() , не учитывается в
последующих
расчетах, т. е. отсчет ведут не от начала координат, а от точки кривой,
соответствующей условной вытяжке.
, не учитывается в
последующих
расчетах, т. е. отсчет ведут не от начала координат, а от точки кривой,
соответствующей условной вытяжке.
При этом методе расчета момент прокатки
![]() , (3.63)
, (3.63)
где Мтр - момент трения,
![]() ; (3.64)
; (3.64)
![]() - масса металла;
- масса металла;
![]() - удельная масса,
т/м3;
- удельная масса,
т/м3;
F - сечение;
L- длина металла.
Подстановка (3.64) в (3.63) дает
![]() .
(3.65)
.
(3.65)
Мощность прокатки в данном пропуске
![]() .
(3.66)
.
(3.66)
(А - расход энергии, ![]() ).
).
Прокатка производится с помощью вращающихся валков, укрепленных в массивной раме, называемой станиной. Кроме основной операции (прокатки), выполняются вспомогательные: подача к валкам, уборка, кантовка, резка, правка, сматывание в рулон и т. д. - с помощью вспомогательных механизмов прокатного стана. На современных прокатных станах с регулируемым приводом, выполненным на основе тихоходного двигателя постоянного тока с питанием от вентильного преобразователя или генератора, редуктор и маховик отсутствуют, а на крупных станах каждый валок имеет свой двигатель, следовательно, отсутствует и шестеренная клеть.
По назначению станы подразделяются на следующие группы:
- обжимные - блюминги (для прокатки слитков в заготовки квадратного сечения); слябинги (для прокатки слитков в заготовки прямоугольного сечения). Валки этих станов имеют диаметр 800÷1300 мм;
- заготовочные станы (для дополнительного обжатия блюмов). У станов этой группы валки имеют диаметр 450÷750 мм;
- рельсобалочные станы (D=750÷900 мм);
- крупносортные (для прокатки заготовок до сечения 150 мм);
- среднесортные - прокатка заготовок до 80 мм;
- мелкосортные - для прокатки заготовок до 38 мм и уголка;
- проволочные, толсто- и среднелистовые, тонколистовые станы;
- станы холодной прокатки (для прокатки листа тоньше 6 мм);
- трубопрокатные;
- бандажеколесные.
По количеству валков подразделяются на следующие:
а) двухвалковые («Дуо»);
б) трехвалковые («Трио»);
в) четырехвалковые («Кварто»);
г) шести -, двенадцати -, двадцативалковые (см. рисунок 3.19).
|
Рисунок 3.19 - Прокатные станы с различным числом валков |
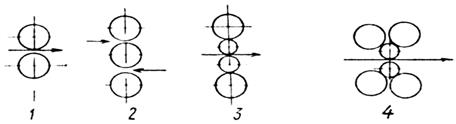 |
В многовалковых станах роль рабочих играют два валка малого диаметра, а остальные валки являются опорными, служат для придания жесткости рабочим валкам и своего привода не имеют. Многовалковые станы применяются при холодной прокатке. Валки малого диаметра позволяют создать высокие удельные давления, что особенно важно при обжатии тонкой холодной полосы.
По числу и расположению рабочих клетей станы бывают:
- одноклетьевые (реверсивные обжимные станы типа «блюминг», «слябинг», станы холодной прокатки);
- многоклетьевые с линейным расположением клетей (сортовые станы);
- непрерывные многоклетьевые (до двадцати клетей) (см. рисунок 3.20а, б, в).
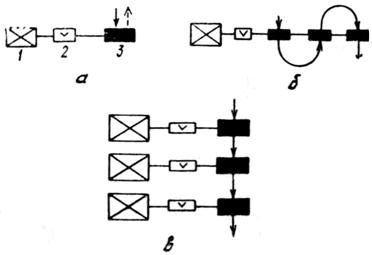 |
I — мотор привода валков; 2— шестеренная клеть; 3 — рабочая клеть с валками
Рисунок 3.20 - Расположение клетей у прокатных станов:
Одноклетьевые реверсивные станы являются универсальными: они легко переналаживаются с одной программы на другую. Достоинство таких станов - сравнительно небольшая занимаемая площадь. Недостатки - дополнительные затраты энергии и времени на реверсы.
Нереверсивные станы с линейным расположением клетей требуют поперечного перемещения металла, затрудняющего автоматизацию, и имеют одинаковую частоту вращения всех валков, что не позволяет увеличить скорость прокатки с удлинением металла. Поэтому подобное расположение клетей в новых станах не применяется.
Нереверсивные непрерывные станы являются высокопроизводительными агрегатами, предназначенными для массового проката одной номенклатуры (размера). Прокат до нужной толщины осуществляется за один пропуск. Эта схема применяется в новых станах. Недостаток – большая занимаемая площадь.
Электропривод реверсивных станов горячей прокатки
Все станы этого типа требуют реверса валков для осуществления прокатки в несколько пропусков. Частота включений в час двигателей привода валков свыше 1000. Режим работы двигателей - повторно кратковременный, с ударной нагрузкой (при захвате металла); необходимо регулирование частоты вращения.
Применяются два варианта электропривода: однодвигательный с шестеренной клетью и двухдвигательный с двигателем на каждую валоку.
Слитки из мартеновского цеха или с установок непрерывной разливки стали (УНРС) доставляются для дополнительного подогрева до 1200÷1250 °С в нагревательные колодцы или печи. Затем по рольгангу подаются к стану.
Каждый раз перед подачей слитка в клеть вальцовщик устанавливает определенный раствор валков, затем включает рабочий рольганг (т.е. рольганг, находящийся перед и за клетью) и главный привод (см. рисунок 3.21).
Скорость захвата слитка небольшая, а разгон происходит уже с металлом в валках. Затем торможение, реверс и т. д. до получения нужного сечения заготовки.
Требования к электроприводу. Диапазон регулирования частоты вращения до 10:1. Мощность одного двигателя до 10000 кВт. Перегрузки по моменту
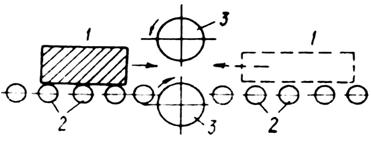 |
 .
.
1 - слиток; 2 - рабочие рольганги; 3 - рабочие валки
Рисунок 3.21 - Прокатка на реверсивном стане
Для повышения производительности (сокращения времени реверсов) необходимы двигатели с максимальным динамическим коэффициентом
 ,
,
где j - момент инерции.
Весьма важным требованием является надежность электропривода, так как прокатные станы работают круглосуточно.
Характеристика электрооборудования главного привода
Перечисленным выше требованиям в настоящее время отвечает электропривод постоянного тока с питанием двигателя по системе «Г-Д» или «ТП-Д». Следует отметить, что, хотя по таким показателям, как к.п.д., надежность, быстродействие система «ТП-Д» превосходит систему «Г-Д», большие толчки реактивной мощности, а также искажение напряжения питающей сети ограничивают пока применение «ТП-Д» в мощных реверсивных прокатных станах. В качестве приводных электродвигателей применяются тихоходные двигатели (ωном≤70 об/мин; ωмак≤150 об/мин) металлургического исполнения, закрытые с принудительной замкнутой системой вентиляции, исключающей попадание пыли из окружающей среды в двигатель. Это позволяет устанавливать двигатели привода валков непосредственно в прокатном цехе, не выгораживая их в отдельное помещение.
Графики скорости и расчет мощности двигателя главного привода прокатного стана
Предварительно двигатель выбирают, исходя из опытных данных для конкретного стана с известными условиями прокатки (по кривым удельного расхода энергии), или аналитическим методом рассчитывают мощность
двигателя.
Последующий расчет является поверочным, и его назначение заключается в выяснении возможностей выполнения двигателем заданной программы прокатки (т. е. учет динамических режимов работы); порядок расчета:
- построение графика скорости;
- построение нагрузочной диаграммы, т.е. зависимости
![]() или
или ![]() ;
;
- определение эквивалентного момента (тока).
Если Iэкв>Iном, то выбирают другой двигатель большей мощности и весь расчет повторяют с новым двигателем либо увеличивают число пропусков и снижают обжатия, и повторяют расчет по новой нагрузочной диаграмме.
Типовые графики скорости. В первых пропусках, когда длина заготовки еще мала, график скорости имеет треугольный вид, т. е. двигатель не успевает за время пропуска разгоняться до установившейся частоты вращения. В последующих пропусках длина раската увеличивается и двигатель разгоняется до номинальной частоты вращения. График имеет вид трапеции. И, наконец, когда длина раската (заготовки) большая, а обжатия невелики, двигатель разгоняется до максимальной частоты вращения, т. е. работает при уменьшенном потоке возбуждения (см.рисунок 3.22).
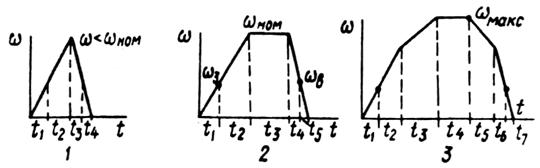 |
|
t1 - время разгона до скорости захвата; t2 - время разгона до номинальной скорости (2 и 3); ωВ- скорость выброса из валков металла Рисунок 3.22 - Типовые тахограммы прокатного двигателя |
Обычно ω3= (10÷45) об/мин (в первых
пропусках - 10 об/мин, в
последних - 45 об/мин). ωз≈ωв. Время
разгона до макс. скорости ![]() с;
Iдин≈ (0,8÷1) Iном.
с;
Iдин≈ (0,8÷1) Iном.
Ускорение для группового привода
![]() об/мин/с.
(3,67)
об/мин/с.
(3,67)
Ускорение для индивидуального привода (по мотору
на каждый
валок) ![]() об/мин/с.
Замедление для группового привода
об/мин/с.
Замедление для группового привода ![]() об/мин/с; для индивидуального
об/мин/с; для индивидуального
![]() об/мин/с.
об/мин/с.
Максимальная скорость прокатки легко определяется из приведенных графиков (при известной длине слитка после пропуска). Например, для треугольного графика.
 , (3.68)
, (3.68)
где L – длина слитка после прокатки в данном пропуске, мм;
D – диаметр валков.
Время паузы между пропусками tп ≈ (1,5÷2) с. Если между пропусками предусмотрена кантовка металла, то tп ≈ (2÷3,5) с.
Время ускорения без слитка до заправочной
скорости ![]() .
.
Время ускорения со слитком до номинальной скорости ![]() .
.
Заметим, что в современных САР электропривода прокатных станов задание ускорения обеспечивается специальным задатчиком интенсивности, определяющим постоянство ускорения при любой рабочей нагрузке двигателя.
Время ускорения от номинальной до максимальной скорости (см. рисунок 3.22)
![]() .
.
Время работы на основной (номинальной) скорости
![]() (3.69)
(3.69)
Время работы на максимальной скорости
 .
.
Аналогично находится время работы привода на участках торможения и по полученным данным строится тахограмма.
Момент двигателя определяется по известной формуле М=МС+МДИН, где МС известен из предыдущего расчета (аналитического или по кривым удельного расхода энергии). Момент холостого хода М0 обычно не более (3÷5) % МС.
![]() - при разгоне,
- при разгоне,
![]() - при торможении.
- при торможении.
![]() Общий момент инерции
j
=
jД+jстана+jслитка . Момент
инерции двигателя
jД известен из
паспортных данных двигателя;
jстана
определяется по известным диаметру
и длине валков, а
также скорости прокатки и приводится к
валу двигателя (если есть редуктор),
jслитка обычно можно
пренебречь.
Общий момент инерции
j
=
jД+jстана+jслитка . Момент
инерции двигателя
jД известен из
паспортных данных двигателя;
jстана
определяется по известным диаметру
и длине валков, а
также скорости прокатки и приводится к
валу двигателя (если есть редуктор),
jслитка обычно можно
пренебречь.
По полученным данным строится нагрузочная диаграмма М=f(t) и определяется эквивалентный момент за цикл прокатки одного слитка. При определении эквивалентного момента необходимо иметь в виду, что по мере уменьшения потока двигателя ток при постоянном моменте увеличивается обратно пропорционально потоку (скорости), поэтому расчетная величина момента при скорости выше номинальной
![]() , (3.70)
, (3.70)
где М - момент по нагрузочной диаграмме;
ω - скорость двигателя (выше номинальной).
Полученные расчетные значения момента подставляются в формулу для определения эквивалентного момента двигателя.
Список литературы
1. Политехнический словарь / Ред. И. И. Артоболевский. - М.: Сов. энциклопедия, 1977. - 608 с.
2. Григорьев В. Н., Дьяков В. А., Пухов Ю. С. Транспортные машины и комплексы подземных разработок. - М.: Недра, 1976.- 399 с.
3. Бычков В. П. Электропривод и автоматизация металлургического производства. - М.: Высш. школа, 1977. - 391 с.
4. Сандлер А. С. Электропривод и автоматизация металлорежущих станков. - М.: Высш. школа, 1972. - 440 с.
5. Чиликин М. Г., Ключев В. И., Сандлер А. С. Теория автоматизированного электропривода. - М.: Энергия, 1979. - 616 с.
6. Голован А. Т. Основы электропривода. - М. - Л.; Госэнергоиздат, 1959 - 344 с.
7. Семидуберский М. С. Насосы, компрессоры, вентиляторы. - М.: Высш. школа, 1966. - 264 с.
8. Ключев В. И., Терехов В. М. Электропривод и автоматизация общепромышленных механизмов. – М.: МЭИ, 1971. - 224 с.
9. Соколов М. М. Автоматизированный электропривод общепромышленных механизмов. - М.: Энергия, 1976. - 488 с.