ҚАЗАҚСТАН РЕСПУБЛИКАСЫ
БІЛІМ БЕРУ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
«Алматы энергетика және байланыс институты»
Коммерциялық емес акционерлік қоғамы
ЭЛЕКТРТЕХНОЛОГИЯЛЫҚ ҮРДІСТЕР ЖӘНЕ ҚОНДЫРҒЫЛАР
Электртермиялық үрдістер және қондырғылар
Оқу құралы
Алматы 2008
А13 Абдрахманов Е.А. Электртехнологиялық үрдістер және қондырғылар: Электртермиялық үрдістер және қондырғылар. Оқу құралы – Алматы: АЭжБИ, 2008. – 77 б.
Оқу құралында электр кедергісімен және доғасымен қыздыру қондырғыларының жұмыс істеу қағидасы, қолданылуы, жіктелуі, құрылымының сипаттамалары, электр жабдықтары, жұмыс режимдері қарастырылған.
Мазмұны
1 ЭЛЕКТРОТЕРМИЯЛЫҚ ҮРДІСТЕР МЕН ҚОНДЫРҒЫЛАР,
ТЕОРИЯЛЫҚ ЖӘНЕ ТЕХНИКАЛЫҚ НЕГІЗДЕРІ
1.1 Электротермиялық қондырғылардың
1.2 Электротермиялық қондырғылардағы жылу берілу
1.3 Электротермиялық қондырғыларда
1.3.1 Отқа төзімді материалдар
1.3.2 Жылу оқшаулағыш материалдары
1.3.3 Қызуға төзімді материалдар
2 КЕДЕРГІМЕН ҚЫЗДЫРУ ҮРДІСТЕРІ
2.1 Электр тоғының өткізгіш материалдарды қыздыру механизмі
2.2 Қыздырғыш электр кедергі пештері
2.3 Балқытуға арналған электр кедергі пештері
2.4 Сұйық ортада кедергімен қыздыру
2.5 Металдарды қыздыруға арналған сұйықтық электр кедергі пештері
2.6 Тікелей (контактылы) қыздыру қондырғылары
2.7 Электр кедергі пештерінің электр жабдықтары
2.8 Электр кедергі пештерінің қуатын реттеу
2.9 Электрқождық қайта балқыту және пісіру қондырғылары
2.10 Контактілік пісіру қондырғылары
2.10.1 Электр контактілік пісірудің физикалық
2.10. 4 Контактілік пісіру құрылғыларының электр қондырғылары
3 ЭЛЕКТРДОҒАЛЫҚ ҮРДІСТЕР ЖӘНЕ ҚОНДЫРҒЫЛАР
3.1.1 Электрдоғалық разряды және оның құрылымы
3.1.2 Доғаның вольтамперлік сипаттамалары және оны реттеу
3.1.4 Электрдоғалық қыздырудың қолданылуы
3.2. Доғалық болат балқыту пештері
3.2.1 Доғалық болат балқыту пешінің құрылымы
3.2.2 Болат балқыту пешінің электр жабдықтары
және электрмен жабдықтау сұлбасы
3.2.3 Доғалық пештің электрлік және жұмыстық сипаттамалары
3.3.1 Рудатермиялық пештердің қолдануы және жіктелуі
3.3.2 Рудатермиялық пештерінің электр
3.4 Плазмалық үрдістер және қондырғылар
3.4.1 Плазмалық қондырғылардың ерекшеліктері,
3.4.2 Плазмотрондардың энергетикалық сипаттамалары
3.6.1 Электрдоғалық пісірудің қолданылуы және жіктелуі
3.6.2 Электрдоғалық пісіру қуат көздері
Әдебиеттер тізімі...................................................................................................77
КІРІСПЕ
Электротехнологиялық үрдістер және қондырғылар өндірісте және тұрмыста өте кең қолданылады. «Электротехнология», «электротехнологиялық үрдістер», «электротехнологиялық қондырғылар» терминдері электр энергиясын қолданып жүргізілетін барлық жылу, механикалық және химиялық үрдістерін қамтиды. Кейінгі жылдары өндірісте және тұрмыста электротехнологиялық үрдістерге негізделген қондырғылар басқа энергия түрлерімен жұмыс істейтін жабдықтарды ысырып, күрт өсті. Электротехнологиялық үрдістер өнімнің сапасының жоғарылауын қамтамасыз етеді, басқа жолдармен іске асыруға болмайтын операциялар жүргізуге және басқаша алынбайтын материалдарды шығаруға мүмкіндік береді, еңбектің санитарлық жағдайын жақсартып, қоршаған ортаға зиянды әсер етуді азайтады. Қазіргі кезде электротехнология қолданылмайтын өндіріс салалары жоқтың қасы.
Электротехнологиялық қондырғылар жұмыс істеу қағидасына, қуатына, сипаттамаларына байланысты алуан түрлі. Электротехнологиялық жабдықтардың негізгі түрлері: электр пештері және электр қыздырғыш қондырғылары (кедергілік, индуктивтік, доғалық), электр пісіргіш қондырғылары (контактілік, қождық, доғалық), материалдарды электрофизикалық (электроэррозиялық, ультрадыбыстық, магнит, электрожарылыстық) және электрохимиялық (электролиз, гальванотехника, анодтық электрохимиялық) өңдеу ж.б. қондырғылары.
Электр энергиясының технологиялық үрдістерде қолданылуы орыс ғалымы В.В.Петровтың 1803 ж. электр доғасын әртүрлі материалдарды балқытуға және металдарды олардың тотығынан тотықсыздандырып алуға қолдануынан басталады. Бірақ ол кезде техника даму деңгейінің жеткіліксіздігінен және қуатты электр энергия көздерінің болмауына байланысты бұл жаңалық тек тәжірибелік, зерттеулік жұмыстарда ғана қолданылды. Электротехнологияның қарқынды дамуы тек 20 ғасырда басталды. Жаңа металлургиялық үрдістер пайда болды, электролиз және материалдарды электротермиялық әдіспен өңдеу кең дамыды.
Электротехнологиялық үрдістер мен қондырғыларсыз техникалық прогресс мүмкін емес. Қазіргі прогрессивтік техника жасауға қажетті жоғары сапалы болат, отқатөзімді металдар мен қорытпалар, материалдар, жартылай өткізгіштер - осының бәрі тек электротехнологиялық үрдістерде алынады.
Соңғы жылдары электротехнологиялық үрдістерге негізделген операциялар микроэлектроникада кеңінен қолданылуда. Қазір кең тараған радиотехникалық жабдықтарда, компьютерлерде қолданылатын микросұлбаларды құраудың және дайындаудың жаңа сапалы қағидасы жасалған, электротехнологиялық үрдістер арқасында жартылай өткізгіш кристалдарының микрокөлемінде, диэлектрикалық астар бетінде микросұлба элементтері құрылып және оларды қосу іске асырылады. Осының бәрі плазмалық жабын және қабыршық жағудың, плазмалық және электрондық-иондық өңдеу, лазерлік пісіру, фотолитография т.б. үрдістеріне негізделген.
Контактілік пісіру қолдану нәтижесінде авиация және автомобиль құру өндірістерінде транспорт құралдарын жоғары жылдамдықпен жасап шығаруды қамтамасыз ететін жоғары деңгейлі құрау жұмыстарының механизациясы игерілді.
Электротехнологиялық үрдістердің көпшілігінің энергосыйымдылығы зор, сондықтан олар электр энергиясының ірі тұтынушылары болып табылады. Электротехнологиялық үрдістердің энергия тұтыну қарқынының өсуі жалпы өндірістік энергия қажеттілігінен жоғары және оның 30% -ға дейін шамасын құрайды.
Электр және магнит өрістерінің өңдеу объектісіне (қатты зат, сұйық, газ) әсер ету нәтижесінде көптеген операциялар жүргізуге болады: объектінің температурасын, формасын, құрылымын, құрамын, қасиеттерін т.б. өзгерту. Электр және магнит өрістерінің нәтижелік әсеріне қарай электротехнологиялық қондырғыларды келесі топтарға бөлуге болады.
1. Электротермиялық үрдістер мен қондырғылар.
Электр энергиясының жылу энергиясына айналуын материалдар мен бұйымдарды қыздырып, олардың қасиеттерін немесе қалпын өзгерту, балқыту және буландыру үшін қолданады.
Бұларға, біріншіден, Джоуль-Ленц заңымен жұмыс істейтін тура және жанама әсер ететін кедергі электр пештері, қыздырғыш қондырғылары, электр қазандықтары, калориферлер, электродтық ванналар жатады.
Металдарды қайта балқытуға арналған электрқождық және электрқождық пісіру қондырғыларында электродтар арасына салынған қождан электр тогы жіберілгенде бөлінетін жылу қолданылады.
Контактілік пісіру қондырғыларында екі бөлшектің тиісу нүктесіндегі өткінші кедергі арқылы электр тогы өткенде жылу бөлінеді.
Индуктивтік қыздыру қондырғыларында өндірістік немесе жоғары жиілікті айнымалы электр тогының энергиясы арнайы жабдықтың көмегімен магнит энергиясына, одан соң өңделетін өткізгіш денеде қайтадан электр тогына айналдырылады. Электр тогы өткізгіш кедергісінде жылу бөледі.
Диэлектриктерді қыздыру үшін жоғары жиілікті электр өрісі қолданылады, жылу заттардың электр өрісі әсерінен поляризациалану нәтижесінде пайда болады.
Жұмыс істеу қағидасы электр доғасының шығаратын жылуына негізделген қондырғыларға болат және руда балқытатын доғалық, вакуумдық-доғалық пештер жатады. Металдар мен метал емес заттарды өңдеуге: қайта балқыту, қорғағыш қабат жапсыру, қаптау т.б. арналған плазмалық және плазмодоғалық қондырғылар да осы қағидамен жұмыс істейді. Электр доғалық пісіру қондырғылары электр доғасының жоғары температуралы жылуын қолданады.
Жоғары концентрациялы жылу энергиясы ағынын электрондық-сәулелік және лазерлік қондырғылары туғызады.
2. Электрохимиялық материалдарды өңдеу және алу үрдістері мен қондырғылары.
Электр энергиясының көмегімен химиялық қосылыстардың ыдыратылуы және пайда болған зарядталған бөлшектердің сұйық ортада электр өрісі әсерінен қозғалысы арқылы бөлінуі жүргізіледі.
Бұл топқа ерітінді немесе балқытпа толтырылған электролиздік ванналар, қорғағыш және әшекейлегіш қабыршақ жапсыруға, бұйымдарды гальванопластика әдісімен жасауға арналған қондырғылар, электролиттерде бұйымдарды электрохимико-механикалық өңдеу қондырғылары жатады.
3. Электрофизикалық үрдістер мен қондырғылар.
Бұл қондырғыларда өңделетін материалмен импульстік электр тогы өткенде электр энергиясы механикалық және жылулық энергияға айналады. Электрофизикалық қондырғылар қатарына магниттік-импульстік, электрогидравликалық, ультродыбыстық, электроэррозиялық және электржарылыстық өңдеу жабдықтары жатады.
4. Электрокинетикалық (аэрозольдік) үрдістер мен қондырғылар.
Бұлар жұмыс істеу қағидасы электр өрісі энергиясының бөлшектердің қозғалыс энергиясына айналуына негізделген электрондық-иондық технологиялық қондырғылар: электрофильтрлер, сусымалы материалдар мен эмульсияларды бөлетін, ағынды суды тазартатын және электрлік бояғыш қондырғылары.
Келтірілген жіктеу шартты түрде жүргізілген, көбінесе технологиялық үрдістерде электр энергиясы туғызатын бірнеше энергия түрлері орын алады (химиялық үрдістерде механикалық және жылулық т.б.).
Электр энергиясын қолданудың энергетикалық тиімділігін бағалау үшін бастапқы энергия коэффициенті (БЭК) қолданылады.
БЭК – үрдісті қазып алынатын отынды
пайдаланып жүргізгендегі бастапқы энергия шығынының W
(МДж) осы үрдісті электр станциясының және электр энергиясын
жіберу желісінің пайдалы әсер коэффициентін ![]() ескерумен электр энергиясын Е
(кВт сағ) пайдаланып жүргізгендегі бастапқы энергия
шығынына қатынасы
ескерумен электр энергиясын Е
(кВт сағ) пайдаланып жүргізгендегі бастапқы энергия
шығынына қатынасы
![]()
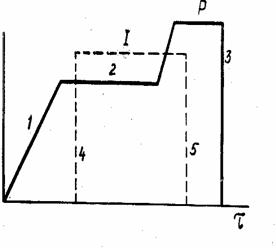
БЭК>1 үрдістер үшін бастапқы энергия шығыны электр энергиясын пайдаланғанда төмен. БЭК<1 үрдістер бастапқы энергия жағынан бағалағанда, қазып алынатын отынды қолданғанда тиімді (1 сурет).
Бірақ ұсынылған әдіс қолдануға жарамды энергия түрінің тапшылығын ескермейтіндіктен, энергия түрін таңдауға қолдануға келмейді.
Экономикалық негізделген таңдау жүргізу үшін қосымша басқа факторларды ескеру қажет.
Өнімділік маңызды көрсеткіштердің бірі болып табылады.
 1 сурет - Электр және отын энергиясын
қолдану көрсеткіштері
1 сурет - Электр және отын энергиясын
қолдану көрсеткіштері
Электротехнологиялық үрдістерді автоматтандыру мен механизацияландыру оңайлығы, қалдыққа кететін материалдар жоғалымынын азаюы өнімділікті өсіруге мүмкіндік береді.
Еңбек, қондырғыларды күту, аварияларды жою бағасы едәуір төмендейді.
Кейбір үрдістерде өндірісті дайындау және бітіру жұмыстарын жүргізудің қажеті жоқ.
Денсаулық сақтау және қауіпсіздік шарттары жақсартылады.
Электротехнологиялық үрдістерде қоршаған ортаны ластау едәуір азаяды.
Өнім сапасы жоғарылайды, сондықтан оның нарықтағы белсенділігі және бағасы өседі.
1 ЭЛЕКТРОТЕРМИЯЛЫҚ ҮРДІСТЕР МЕН ҚОНДЫРҒЫЛАР,
ТЕОРИЯЛЫҚ ЖӘНЕ ТЕХНИКАЛЫҚ НЕГІЗДЕРІ
1.1 Электротермиялық қондырғылардың
қолданылуы және жіктелуі
Электротермиялық үрдістер мен қондырғыларда электр энергиясы әртүрлі физикалық механизмдермен жылу энергиясына айналдырылып, материалдар мен бұйымдардың қасиеттері мен қалпын өзгертуге, балқыту және буландыруға қолданылады.
Электрлік қыздыру отындыққа (көмір, мазут, газ) қарағанда келесі артықшылықтар береді:
а) берілген температуралық режимді өте қарапайым және дәл іске асыру;
б) жоғары қуатты аз көлемде концентрациялау мүмкіндігі;
в) жоғары температура (>3000 0C) беруі;
г) бірыңғай жылу өрісін туғызу мүмкіндігі;
д) өңдеуді ыңғайлы ортада (инерттік, вакуум) өткізу мүмкіндігі;
е) өңделетін бұйымға газ әсерінің жоқтығы;
ж) қосымшалардың аз күюі;
и) алынатын металдардың жоғары сапалылығы;
к) оңай механизацияландырылуы және автоматтандырылуы;
л) ағындық желілерді қолдану мүмкіндігі;
м) қызметші персоналдың еңбек жағдайының артықшылығы.
Кемшіліктері:
а) құрылымының күрделілігі;
б) қондырғылардың және алынатын жылу энергиясының қымбаттылығы.
Электротермиялық қондырғылар әртүрлі белгілеріне қарай келесідей жіктеледі.
Электр энергиясын жылу энергиясына айналдыру әдісі бойынша электротермиялық қондырғылардың бөлінуі:
а) кедергілік;
б) индукциялық;
в) доғалық;
г) плазмалық;
д) диэлектрлік;
е) электрондық-сәулелік;
ж) лазерлік.
Жылу энергиясының бөліну орны бойынша:
а) тікелей қыздыру;
б) жанама қыздыру.
Тікелей қыздырғанда жылу жүктеменің өзінде бөлінеді, ол арқылы электр тогының өтуі, оның электромагниттік энергияны жұтуы немесе жүктемені бөлшектермен атқылау есебінде жүреді.
Жанама қыздыру кезінде электр энергиясы жылуға жүктемеден тыс жерде (бөлек) айналдырылып, оған жылу берілу, конвекция және сәулелену үрдістерімен беріледі.
Сонымен қатар электротермиялық қондырғылар құрылыс белгілері (камералық, шахталық, конвейерлік, туннельдік т.б.) және тағайындалуы (қыздыратын, балқытатын) бойынша жіктеледі.
1.2 Электротермиялық қондырғылардағы жылу берілу
Электротермиялық қондырғыларда жылу берілу жылу алмасудың барлық түрімен іске асады: жылу өткізгіштік, конвекция және сәулелену.
Жылу өткізгіштік – заттың құрылымдық бөлшектерінің (молекула, атом, ион, электрон) тура жанасуы кезіндегі жылу беру үрдісі.
Фурье гипотезасы боцынша жылу өткізгіштік жолымен берілген жылу энергиясының мөлшері:
![]() (1.1)
(1.1)
Мұнда ![]() - жылу өткізу коэффициенті;
- жылу өткізу коэффициенті;
![]() - жылу энергиясының таралу бағытындағы
- жылу энергиясының таралу бағытындағы
температураның градиенті;
![]() - элементарлық уақыт;
- элементарлық уақыт;
![]() - жылу ағынының бағытына перпендикуляр
- жылу ағынының бағытына перпендикуляр
элементарлық аудан.
Конвекция - заттың ағынымен жылу берілуі, тек қана сұйықтарда және газдарда болатын құбылыс.
Ол әр түрлі қызған орта бөліктерінің тығыздығының айырмашылығы есебінен пайда болатын табиғи (еркін) конвекция және жасанды жолмен (желдеткіштер немесе сорғылар әсерімен) туатын, еріксіз конвекция болып бөлінеді.
Газбен немесе сұйықпен жанасатын қатты денеге (немесе керісінше) конвекция арқылы берілетін жылудың мөлшері, келесідей өрнектеледі:
![]() (1.2)
(1.2)
Мұнда
![]() - конвекциялық
жылу беру
коэффициенті;
- конвекциялық
жылу беру
коэффициенті;
![]() ,
, ![]() - дене
қабырғасының
және газдың температурасы;
- дене
қабырғасының
және газдың температурасы;
![]() - жылу беру
жазықтық беті.
- жылу беру
жазықтық беті.
Конвективті жылу алмасу үрдісі өте күрделі және бірқатар факторларға байланысты жылу беру коэффициентімен анықталады.
Жылу беру коэффициенті жылу беруші және жылу
қабылдаушы ортаның ![]() ,
, ![]() температурасына,
қатты дененің формасына және геометриялық
өлшеміне, жанасатын ортаның жылу физикалық қасиеттері жылу өткізу
коэффициентіне
температурасына,
қатты дененің формасына және геометриялық
өлшеміне, жанасатын ортаның жылу физикалық қасиеттері жылу өткізу
коэффициентіне![]() ,
меншікті жылу сыйымдылығына с, тығыздығы γ
және қоюлығы ν, осы ортаның υ жылдамдығына
және қозғалу сипаттамасына
тәуелді
,
меншікті жылу сыйымдылығына с, тығыздығы γ
және қоюлығы ν, осы ортаның υ жылдамдығына
және қозғалу сипаттамасына
тәуелді
![]() = f (
= f (![]() ,
, ![]() ,
,![]() ,
, ![]() ,с, γ, ν,
υ)
,с, γ, ν,
υ)
Кейбiр зерттеулер нәтижесiнде конвективтiк жылу алмасудың жекелеген жағдайлардағы тәуелдiлiгi анықталған.
Ауамен жанасатын жазық қабырғалар
үшiн (еркiн конвекция) жылу беру коэффициентiн
![]() , Вт/(м²*°C) анықтау үшiн келесi формула
алынған.
, Вт/(м²*°C) анықтау үшiн келесi формула
алынған.
Қабырға вертикалды орналасқан
жағдайда және қабырға мен ауа арасындағы
температура айырмашылығы ![]() ауа=15
ауа=15![]() 85°C кезiнде
85°C кезiнде
![]() =4,0 (tқ - tауа)0,13
(1.3)
=4,0 (tқ - tауа)0,13
(1.3)
Осы қабырға үшiн Δt=85![]() 150°C
кезiнде
150°C
кезiнде
![]() =2,4 (tқ - tауа)0,25 (1.4)
=2,4 (tқ - tауа)0,25 (1.4)
Жоғары жағы ауамен жанасатын, горизонталды
қабырға үшiн, Δt=15![]() 150°C
150°C
![]() =2,5 (tқ
– tауа)0,25
(1.5)
=2,5 (tқ
– tауа)0,25
(1.5)
Осы температура жағдайындағы жылу берушi бетi төмен қараған горизонталды қабырға үшiн
![]() =1,3 (tқ
- t вауа)0,25 (1.6)
=1,3 (tқ
- t вауа)0,25 (1.6)
Еріксіз конвекция үшiн жылу беру кофэффициентi бiрiншi кезекте ортаның қозғалу υ жылдамдығына тәуелдi.
Ауаның қабырғаны бойлай еріксіз қозғалысы кезiнде мына формуланы пайдалануға болады:
![]() =7,12
υ0,78 (1.7)
=7,12
υ0,78 (1.7)
мұнда – υ ауаның қозғалыс
жылдамдығы, м/с (υ![]() 5м/с үшiн
5м/с үшiн
қолданылатын өрнек).
Ортаның физикалық қасиеттерiмен, температура мәнiмен, қатты дененiң қалпымен, ортаның қозғалу сипатымен ерекшеленетiн әртүрлі жылу алмасу жағдайлары үшiн конвекциялық жылу беру коэффициентiн есептеу ұқсастық теориясы бойынша эксперименталды мәлiметтерді жалпылау негізінде алынған критериалды теңдеулер арқылы жүргiзiледi.
Сәулелену– энергияны электромагниттi толқын түрiнде жеткiзу. Бұл үрдiс жылу сәулелерi үшiн мөлдiр ортада iске асады.
Сәлелену температурасы абсолюттi нөлден ерекшеленетiн барлық денеге тән. Қызған дененiң бетiндегi жылу энергиясы толқын ұзындығы 0,4-40 мкм электромагниттiк толқын энергиясына айналып және жарық жылдамдығымен таралады. Ұзындығы 0,4-0,8 мкм диапазондағы толқын көрiнетiн (жарықтық) сәулеге сәйкес, 0,8-40 мкм толқын ұзындығы инфрақызыл сәулесiне жатады.
Электромагниттiк толқындар энергиясы өз жолында қатты дененi кездестiргенде бiраз бөлiгi жұтылып, жылуға айналады, бiр бөлiгi одан шағылысады және бiр бөлiгi дене мөлдір болса өтiп кетедi. Техникада қолданылатын денелердiң (материалдардың) көбi жылу сәулесi үшiн мөлдiр емес, олардың өткiзу қабiлетi нөлге тең.
Жылу шығарудың негiзгi заңы – Стефан-Больцман заңы- абсолюттi қара дененiң 0 ден ∞ толқын диапазонында шығарылатын сәулелi энергияның q (Вт/м2 ) меншiктi ағынын анықтайды.
(1.8)
мұнда Т- дененiң абсолюттік температурасы, К: Т=t+273;
сs=5,7 Вт/(м2*К4) – абсолюттi қара дененiң сәулелену қабiлетi.
Кез келген қара емес дененiң сәулелену қабiлетi азырақ болады. “Сұр” денелер үшiн толқынның барлық диапазонында сәулелену қабiлетi бiрдей.
“Сұр” денелер үшiн Стефан-Больцман заңы келесi түрде болады
(1.9)
мұнда c= сsε, ε – “сұр” дененiң жылу шығару коэффициентi.
Жалпы табиғатта жылу өткiзгiштiк, конвекция, жылу шығарудың таза түрi өте сирек кездеседі. Көбiнесе бiр мезгiлде екi немесе үш құбылыс түрi қатар жүредi.
1.3 Электротермиялық қондырғыларда
қолданылатын материалдар
Электротермиялық қондырғыларда жоғары температурада жұмыс істейтін бірқатар арнайы материалдар қолданылады. Оларға жататындар:
-отқа төзімді материалдар - жұмыс кеңістігін ортадан оқшаулайды;
- жылу оқшаулағыш материалдар – сыртқа жылу жоғалымын шектейді;
- қызуға төзімді материалдар – жоғары температурада орналасатын көтергіш құрылымдар ретінде қолданылады;
- қыздырғыш элементтерін дайындайтын материалдар.
1.3.1 Отқа төзімді материалдар
Отқа төзімді материалдар 900 0С жоғары температурада жұмыс істейтін электр пештерінің жұмыс кеңістігін қалау үшін қолданылады.
Бұл материалдарға арнайы талаптар қойылады.
1. Отқа төзімділігі - материалдың жоғары температура әсерінен деформацияланбай және балқымай сақталу мүмкіншілігі. Отқа төзімділік дәрежесіне қарай олар үшке бөлінеді:
- отқа төзімді (1580-1770 0С );
- жоғары отқа төзімді (1770-2000 0С);
- өте жоғары отқа төзімді ( >2000 0С ).
2. Механикалық беріктігі. Отқа төзімді материалдар салынатын жүктеменің, тасымалдағыш құрылымдардың, ілінетін қыздырғыштардың салмағына жоғары температура кезінде төтеп бере алуы керек.
3. Термиялық тұрақтылығы - материалдың температура күрт өзгеруі кезінде (денелерді пешке жүктеу және одан шығару кезінде орын алады) бұзылмай шыдау мүмкіншілігі.
4. Химиялық нейтралдығы. Қыздырылатын денемен, қаланған материалмен, қыздырғышпен, газ ортасымен химиялық әсерге түспеуі керек.
5. Төмен электр өткізгіштігі. Электр пештерінде қыздырғыштар отқа төзімді материалдардан қаланатын қабырғаларға бекітіледі. Сондықтан олар жоғары температурада электр оқшаулағыш қасиеттерін сақтауы қажет.
6. Төмен жылу өткізгіштігі. Жылу жоғалысын және пеш қабырғасының қалыңдығын азайтуға мүмкіндік береді.
7. Бағасының арзандығы, оңай өңделулігі.
Бұл талаптарға кремнезем SiO2 (1700 0С), глинозем Al2O3 (2050 0С), магний тотығы MgO (2800 0С) негізінде дайындалатын отқа төзімді материалдар сай келеді (1.1 кесте).
1.3.2 Жылу оқшаулағыш материалдары
Жылу оқшаулағыш материалдар электротермиялық қондырғының қабырғаларынан жылу жоғалуын азайту үшін қолданылады.
Тағайындалуына байланысты жылу оқшаулағыш материалдарына келесі талаптар қойылады.
1. Аз жылу өткізгіштігі
2. Аз жылу сыйымдылығы
3. Жеткілікті отқа төзімділігі
4. Жеткілікті механикалық беріктігі
5. Арзандығы
Көп тараған жылу оқшаулағыштарға диатомит, қождық және минералдық мақталар, пеношыны т.б., асбест негізінде құрамдастырылған материалдар жатады (1.2 кесте).
1.1 кесте - Отқа төзімді материалдар
|
Материал |
Химиялық құрамы |
Тығыздығы, r, кг/м3 |
Жылу өткізгіштік коэффициенті, l, Вт/(м оС ) |
Отқа төзімділігі оС |
Макс. жұмыс температурасы tж, оС |
Қолданылуы |
|
Динас |
94-97% SiO2 |
1900 |
0,93+0,7×10-3×tор |
1700 |
1650 |
Доғалық пештердің төбесі, аркасы, қабырғасы |
|
Магнезит |
95% MgO |
2600-2800 |
6,15+2,67×10-3×tор |
2000 |
1500-1600 |
Доғалық пештердің төбесі, аркасы, қабырғасы |
|
Хромомагнезит |
|
2800-2900 |
1,8 – 2,0 ( 0 ден 700 0С дейін) |
1920 |
1500 |
|
|
Шамот |
35-45% Al2O3 қалғаны SiO2 |
1800-1900 |
0,7+0,64×10-3×tор |
1730 |
1450 |
Электр кедергі пештері |
|
Шамот жеңіл салмақты |
1000-1300 |
0,5+0,163×10-3×tор |
1670 |
1300 |
Доғалық пештердің жылу оқшаулағышы |
|
|
Жоғары глиноземдік отқа төзімді ВГО-62 |
|
2300 |
1,4-2,5 |
1830 |
4250 |
Электр кедергі пешінің отқа төзімді қалауы |
|
Жоғары глиноземдік жеңіл салмақты ВКЛДС-0,8 |
|
800 |
0,425-0,125×10-3×tор |
1700 |
1300 |
|
|
Корунд |
|
2600-2900 |
2,08+1,85×10-3×tор |
1900 |
1700 |
Жоғары температуралы пештердің бөлшектері |
1.2 к е с т е - Жылу оқшаулағыш материалдар
|
Материал |
Тығыздығы, |
Жылу
өткізгіштік коэффициенті, |
Максималдық қолдану
|
|
Диатомит ұнтағы |
600 – 400 |
0,1+2,44×10-3× tор |
900 |
|
Диатомиттік кірпіш |
500 |
0,131+0,314×10-3× tор |
900 |
|
Диатомиттік кірпіш |
700 |
0,159+0,314×10-3× tор |
950 |
|
Пенодиатомиттік кірпіш |
400 |
0,078+0,314×10-3× tор |
900 |
|
Қождық (минералдық) |
150 |
0,05+0,151×10-3× tор |
750 |
|
Қождық мақта маркасы 250 |
250 |
0,059+0,128×10-3× tор |
750 |
|
Зонолит |
150 |
0,072+0.255×10-3× tор |
1000 |
|
Перлит (ұнтақ) |
300 – 400 |
0,45+0,163×10-3× tор |
900 |
|
Шынылық мақта |
200 |
0,037+0,256×10-3× tор |
600 |
|
Каолиндік талшық |
0,2 – 0,6 |
0,23 – 0,42 800-1200 0С |
1200 |
1.3.3 Қызуға төзімді материалдар
Электротермиялық қондырғылардың ішкі құрылысында әртүрлі бөлшектер ретінде (қабырғалар мен күмбез, қыздырғыштар тіреуіштері, түптік тақталар, қорғағыш экрандар, тасымалдау жабдықтары, ыдыстар т. б.) жоғары температураға төзімді материалдар қолданылады.
Бұл материалдарға келесі талаптар қойылады:
1. Жеткілікті қызуға тұрақтылығы – жоғары температурада қоршаған ортаның (ауа, газ, бу) әсерінен химиялық бұзылуға төтеп беру мүмкіншілігі.
2. Жеткілікті қызуға төзімділігі - жоғары температурада механикалық беріктігін сақтау қасиеті.
3. Қанағаттанарлық физикалық қасиеттері (жылу өткізгіштігі, жылу сыйымдылығы, ұзындығының ұлғаю дәрежесі т.б.).
4. Қасиеттерінің жоғары температурада жеткілікті ұзақ уақыт ішінде сақталуы.
5. Технологиялығы – оңай өңделулігі.
6. Арзандығы және тапшылықсыздығы.
Қызуға төзімді материалдар ретінде темір негізіндегі арнайы қоспалы әртүрлі қорытпалар қолданылады.
Болатқа хром қосу (20-30%) оның қызуға тұрақтылығын және жұмыс температурасын арттырады. Бұл материалдар салмақ түспейтін немесе салмақ аз түсетін бөлшектер мен құрылымдар (қорғаныс экрандары, муфельдер т.б.) дайындауға пайдаланылады.
Қорытпадағы никель үлесін көбейту оның өңделулігін және механикалық беріктігін арттырады. Сондықтан механикалық жүктелген құрылымдарды (конвейерлер бөлшектері, итергіш пештерінің бағыттағыштары т.б.) жасау үшін қолданылады.
Қызуға төзімді болаттар қымбат болғандықтан, оларды мүмкіндікке қарай хромдық және хромникельдік шойынға айырбастайды.
1.3.4 Қыздырғыш элементтер
Қыздырғыш элементтер қызуға төзімді материалдар сияқты жоғары температуралық аймақтарда жұмыс істейді. Олардың жоғарыда аталғандармен қатар электрлік қасиеттеріне ерекше талаптар қойылады.
1. Жоғары меншікті электрлік кедергісі - жеткілікті жылу бөлінуін қамтамасыз ету үшін.
2. Электр кедергісінің температуралық коэффициентінің төмендігі, кедергісінің, соған байланысты қуатының, температураға (қызу, суу) байланысты өзгермеуі.
3. Электрлік кедергісінің тұрақтылығы, пайдалану уақытында өзгермеуі («ескірмеуі»).
4. Өлшемдерінің тұрақтылығы, пайдалану уақытында ұзындығының өспеуі, құрылымдық және қауіпсіздік жағынан ыңғайсыздық тудырмау үшін.
5. Технологиялығы (өңделуге оңайлығы)
6. Арзандығы және тапшылықсыздығы.
1200 0С температураға дейінгі қыздырғыш элементтер жасау үшін кең тараған материалдар: нихромдар, фехральдар, хромникельдік қыздыруға төзімді болаттар (1.3 кесте).
1200-1500 0С- дан жоғары температурада метал емес материалдардан (карборунд, молибденннің дисилициді) немесе баяу балқитын металдардан (вольфрам, молибден, тантал) жасалған қыздырғыштар қолданылады. Графиттік қыздырғыштар 3000 0С дейін температурада жұмыс істей алады.
1.3 кесте - Қыздырғыш материалдар
|
Материалдар |
r, кг/м3 |
r, 20 0С, |
b, 1/ оС ´103 |
tбалқ, 0С |
tмах, 0С |
|
|
Қорытпалар |
||||||
|
Нихромдар |
Х20Н80-Н |
8400 |
1,10 |
0,035 |
1400 |
1100 |
|
Х20Н80-Т3 |
8200 |
1,27 |
0,02 |
1400 |
1100 |
|
|
Х15Н60-Н |
7900 |
1,10 |
0,10 |
1390 |
1000 |
|
|
Темірхромникелдік қорытпалар |
Х52Н20С2 |
7840 |
0,92 |
0,38 |
1420 |
900 |
|
Х23Н18 |
7800 |
0,90 |
0,40 |
1420 |
900 |
|
|
Алюминийлік нихромдар
|
ХН70Ю |
7900 |
1,34 |
- |
1400 |
1200 |
|
Х15Н60Ю3 |
7900 |
1,21 |
- |
1390 |
1200 |
|
|
Темірхромалюминийлік қорытпалар |
ОХ27Ю5А |
7200 |
1,42 |
0,02 |
1525 |
1300 |
|
ОХ23Ю5А |
7270 |
1,35 |
0,05 |
1525 |
1200 |
|
|
Х13Ю4 |
7300 |
1,26 |
0,15 |
1450 |
800 |
|
|
Таза баяу балқитын металдар |
||||||
|
Молибден Тантал Вольфрам Ниобий |
|
10200 16600 19340 8500 |
0,05 0,15 0,05 0,17 |
5,10 4,00 4,30 4,00 |
2525 3000 3400 2470 |
1700/2200 2500/2800 2500/2800 1700/2200 |
|
Металл емес материалдар |
||||||
|
Карборунд Графит Көмір Молибден дисилициды |
|
2300 1600 1600 5600 |
800 - 1900 8 – 13 40 – 60 0,2 – 0,4 |
айнымал. айнымал. айнымал. 4,8 |
- - - - |
1500 2300/2800 2300/2800 1700 |
2 КЕДЕРГІМЕН ҚЫЗДЫРУ ҮРДІСТЕРІ ЖӘНЕ ҚОНДЫРҒЫЛАРЫ
2.1 Электр тоғының өткізгіш материалдарды қыздыру механизмі
Электр тоғы электрондар қозғалысымен қамтамасыз етілетін заттар бірінші текті өткізгіштер деп аталады. Электр тоғының бұл түрі металдарда және аса өткізгіштік қасиеті бар материалдарда, вакуумде орын алады.
Электр тоғы иондар қозғалысымен туатын орталар екінші текті өткізгіштер деп аталады. Бұл топқа электролиттер мен балқытпалар жатады.
Кристалдық заттар болып табылатын металдардың атомдар ядросы электрондық теория бойынша кристалдық тордың түйіндерінде орналасқан, ал олардың арасындағы кеңістік электрондармен толтырылған. Металдардағы бос электрондар саны өте зор, мысалы мыс үшін бұл сан 1029/м3.
Электрондық теорияға сәйкес идеалдық металдың кристалдық торында электрондардың шашырауы, шағылысуы және тежелуі болмайды, сондықтан оның электр өткізгіштігі шексіз жоғары болады. Ал іс жүзінде металдардың электр өткізгіштігі шекті шаманы құрайды және көптеген факторлармен анықталады, соның бірі олардың құрылымының кристалдық торының геометриялық ауытқуларынан, қоспалар әсерінен болатын дефектілері. Бұл жағдай электрондар қозғалуына кедергі туғызады. Температура жоғарылаған сайын кристал торы түйіндеріндегі метал атомдарының теңселу амплитудасы өседі, электрондардың атомдармен соғылысу мүмкіндігі ұлғаяды. Осыған сәйкес электр тоғының өтуіне кедергі көбейеді.
Екінші текті өткізгіштерде: ерітінді-электролиттер және қышқыл, тотық балқытпалары, плазма – екі түрлі электр өткізгіштігі байқалады: иондық және электрондық. Тұрақты ток иондық өткізгіштік арқасында іске асады, айнымалы ток өткенде жиілік жоғарылаған сайын электрондық өткізгіштік басым болады.
Электротермиялық қондырғыларда қолданылатын қыздырғыштар электрондық ток әсерімен жұмыс істейді.
Электр тоғының тығыздығы, электр өрісінің кернеулігі, заттың электр өткізгіштігі арасындағы байланыс Ом заңымен анықталады
![]()
![]() , (2.1)
, (2.1)
мұнда ![]() - ток тығыздығы, А/см2;
- ток тығыздығы, А/см2;
![]() - заряд тасушы электрондар мен иондар тығыздығы,
1/см3;
- заряд тасушы электрондар мен иондар тығыздығы,
1/см3;
![]() - электрондар мен иондар
қозғалғыштығы, кернеулігі Е=1 В/см электр бағытындағы
зарядталған бөлшектің дрейф жылдамдығына тең.
- электрондар мен иондар
қозғалғыштығы, кернеулігі Е=1 В/см электр бағытындағы
зарядталған бөлшектің дрейф жылдамдығына тең.
Металдарда өткізгіштік электрондармен анықталатындықтан
![]() ,
(2.2)
,
(2.2)
Оң жақтағы бірінші үш мүше әр заттың электрондар концентрациясы және қозғалғыштығымен анықталатын қасиеті болғандықтан
![]() (2.3)
(2.3)
мұнда ![]() - заттың меншікті электр
өткізгіштігі.
- заттың меншікті электр
өткізгіштігі.
Сонда (2.2) және (2.3) – тен
![]() (2.3а)
(2.3а)
Электр өткізгіштікке кері ![]() шаманы заттың меншікті
электр кедергісі деп атайды.
шаманы заттың меншікті
электр кедергісі деп атайды.
Электр өткізгіштік сияқты электр кедергісі де температураға тәуелді
![]() (2.4)
(2.4)
мұнда ![]() - өткізгіштің 200С температурасындағы
меншікті кедергісі;
- өткізгіштің 200С температурасындағы
меншікті кедергісі;
![]() - электр кедергісінің
температуралық коэффициенті, Ом/0С.
- электр кедергісінің
температуралық коэффициенті, Ом/0С.
Электр тоғы өткендегі өткізгіште бөлінетін жылу шамасы электр тоғы, өткізгіш кедергісі және электр тоғының өту уақытына байланысты Джоуль-Ленц заңымен анықталады
![]() (2.5)
(2.5)
мұнда ![]() - ток, А;
- ток, А;
![]() - кедергі, Ом (
- кедергі, Ом (![]() - өткізгіш
ұзындығы, м);
- өткізгіш
ұзындығы, м);
![]() - өткізгіштің
көлденең қимасының ауданы, м2 ;
- өткізгіштің
көлденең қимасының ауданы, м2 ;
![]() - уақыт, с.
- уақыт, с.
Немесе
![]() (2.6)
(2.6)
2.2 Қыздырғыш электр кедергі пештері
Электр кедергі пештері (ЭКП) металлургияда, машина, жеңіл және химия өндірістерінде, құрылыста, ауыл шаруашылығында технологиялық үрдістерде қолданылады. ЭКП өнделінетін материалдардың және технологиялық үрдістердің сан алуандығына байланысты пештердің де құрылымы көп түрлі болып келеді және аз сериямен немесе жеке түрде шығарылады.
ЭКП қыздырылатын денеге әсер етуіне байланысты екі түрлі болады: жанама және тура әрекетті. Жанама әрекетті пештерде электр энергиясы, арнайы қыздырғыштарда жылу энергиясына айналады, сонан соң жұмысшы кеңістігіне жылу өткізгіштік, конвекция және сәулелену арқылы беріледі. Тура әрекетті электр пештерінде қыздырылатын дене электр тізбегіне тура қосылады. Жанама әрекетті пештерде қыздырғыш элементтер және тура әрекетті пештердегі электр тізбегіне қосылатын денелер бірінші және екінші түрлі өткізгіштер болуы мүмкін.
Электр пештері қыздыратын температура деңгейі бойынша– төмен (600-700 0С), орта (600-1250 0С) және жоғары (>1250 0С) температуралы болып бөлінеді.
ЭКП орындалатын технологиялық үрдістер бойынша – қыздыратын және балқытатын, жұмыс режимі бойынша – периодты және үзіліссіз әрекеттіге бөлінеді.
Периодты әрекетті пештерде қыздырылатын дене жұмыс камерасына орналастырылады және орнынан қозғалтылмай біртіндеп берілген температураға дейін қыздырылады. Ал үзіліссіз пештерде қыздырылатын бөлшектер пештің бір жағынан салынады, оның бойымен қозғалтылып, берілген температураға дейін қыздырылады да, басқа шетінен шығарылады. Бұндай пештерде температура жұмыс камерасының әр нүктесінде әртүрлі болады. Температура тиейтін жақтан түсірілетін жаққа қарай жоғарылайды. Үзіліссіз әрекетті пештер периодты әрекетті пештерге қарағанда күрделірек, өйткені онда бөлшектердің пеш камерасын бойлай жылжуын қамтамасыз ету керек. Бірақ олар габариттері бірдей периодты пештерге қарағанда өнімділігі жоғары болады және қажетті жылу өңдеу қарқындылығын қамтамасыз етеді. Сондықтан үзіліссіз әрекетті пештер көптеп шығаратын және ірі сериялы өндірісте қолданылады.
Жоғарыда көрсетілгендей, барлық электр пештерінің бір-бірінен айырмашылығы қыздырылатын денені жұмыс кеңістігіне орналастыру амалы мен механизміне байланысты болып келеді. Ал пештердің өлшемдері мен қуаты қажетті өнімділік пен қыздыру деңгейімен және қыздырылатын материалдың жылулық физикалық қасиеттерімен анықталады.
Көптеген жағдайда вакуумде немесе қорғаушы газ ортасында қыздыру қолданылады. Бақылау атмосферасы бар пештерде инертті газ және арнайы газ қоспалары қолданылады. Олардың тағайындалуы – заттың бетін термохимиялық өңдеу – азоттау, цементтеу және нитроцементтеу, бұл зат бетінің беріктігін күшейту үшін қолданылады. Сонымен қатар әртүрлі технологиялық үрдістер үшін сутек орталы пештер шығарылады, мысалы, металдарды тотықтардан алу және баяу балқитын металдардың (вольфрам, молибден, ниобий, тантал және т.б.) ұнтақтарын біріктіру үшін.
Бұл пештерде жұмыс режимін реттеу, басқа да көмекші операциялар – заттарды салу және шығару, пеш ішінде оларды орналастыру, вакуум туғызатын және газ атмосферасының құрамын реттейтін сорғылар автоматтандырылады.
Периодты әрекетті пештер құрылымы бойынша – камералық (2.1 а сурет), шахталық (2.1 б сурет), камералық суырма түпті (2.1 в сурет), қалпақтық (2.1 г сурет), элеваторлық (2.1 д сурет) болып жасалады.
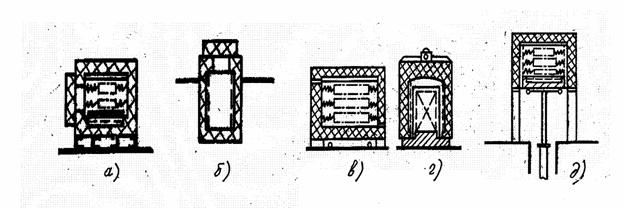
2.1 сурет - Периодты электр кедергі пештері
Камералық электр пеші (2.1 а сурет) – қыздырғыш камерасы бар периодты әрекетті пеш, жүктемені енгізіп-шығару горизонтал бағытта жүргізіледі. Камералы пеш тік төртбұрышты камерадан құралады, отқа төзімді футеровкасы және жылу оқшаулағышы бар, ол күмбезбен жабылады және металды қаптамаға орналасады. Пешті жүктеу және босату алдыңғы жағындағы есікшемен жабылатын саңылау арқылы жүргізіледі.
Камералы пештің түбіне ыстыққа төзімді тақта қойылады, онда қыздырғыштар орналастырылады. 1000 К дейінгі пештерде жылу алмасу сәулелену және пеш атмосферасының циркуляциясы қамтамасыз ететін еріксіз конвекция арқылы іске асады. Номиналды температурасы 1800 К дейінгі пештер ауа атмосферасында және қадағаланатын атмосферада жұмыс істейді. Үлкен пештерде енгізу мен шығару механикаландырылады.
Шахталы пешті дөңгелек, квадрат және тікбұрыш түрінде жасайды, үстінен арнайы қалпақпен жабады. Ондағы қыздырғыш элементтер бүйірлік қабырғаларда орналастырылады (2.1 б сурет).
Суырмалы түпті камералық пеш қолмен жүктеуге ауыр ірі бұйымдарды қыздыру үшін қолданылады. Пеш камерасы колонналарға орналастырылады. Пештің түбі футеровкамен қаланған арбаша болады. Ол лебедка немесе арнайы жетектің көмегімен рельс бойынша камераға кіргізіліп-шығарылады. Өңделетін бұйым арбашаға кранмен тиеледі (2.1 в сурет).
Қалпақтық пештің асты ашық қыздырғыш қалпағы және жылжымайтын стенді болады (2.1 г сурет). Қыздырылатын бөлшек көтергіш механизм арқылы стендке орналасады. Олардың үстіне алдымен қызуға төзімді қалпақ– муфель, содан кейін іші отқа төзімді материалмен қаланған металдық каркастан жасалған қалпақ жабылады. Қыздырғыш элементтер қалпақтың бүйір қабырғасында және стенд қалауында орналасады. Қыздыру біткеннен кейін қалпақтың электр көзі өшіріледі, содан соң ол келесі қыздырылатын жүктеме орнатылған көрші стендке ауыстырылады. Алғашқы стендтегі салқындау үрдісі қызуға төзімді муфель астында өтеді. Муфель салқындаудың керекті жылдамдығын қамтамасыз етеді.
Қалпақты пештерде, әр цикл сайын тек қана стенд қалауында және муфельде сақталынатын және жылудың 10-15%-ын құрайтын жылу жоғалтылады. Қалпақты пештердің қуаты бірнеше жүз киловаттқа дейін барады. Қалпақ пен муфельді герметикалап, жүктеменің қыздырылуын және салқындатылуын қорғаныс атмосферасында жүргізуге болады.
Элеваторлық электр пештің асты ашық қозғалмайтын қыздыру камерасы және түсіп тұратын түбі бар. Камера цилиндр немесе тікбұрышты болады және цех еденінен 3-4 метр биіктікте колонналарда орналасады (2.1 д сурет).
Пештің түбі қыздыру камерасының астында орналасқан гидравликалық және электромеханикалык көтергіш арқылы көтеріліп-түсіріліп тұрады. Қыздырылатын бөлшекті арбашаға тиейді, содан лебедка арқылы пештің астына жақындатып, көтергішпен жоғары көтереді. Технологиялық үрдіс аяқталған соң түп төмен түсіріліп, бөлшек алынады.
Төмен температуралы пештерде қыздырғыштар қабырғаларға бекітіледі. Жоғарғы температуралы пештерде қыздырғыштар түпте және қабырғаларда орналасады.
Элеваторлы пештер керамикалық бұйымдарды босаңдату, эмальдау, цементтеу, күйдіру, бөлшектерді біріктіру және металлизациялау үшін қолданылады.
Пештер көпсатылы трансформаторлармен қамтамасыз етіледі. Элеваторлы пештер ондаған тонналық сыйымдылыққа есептеледі, қуаты 600 кВт дейін және температурасы 1500 К дейін болады.
Қалыптасқан термоөңдеу технологиялық үрдістерінде өнімділікті ұлғайту үшін үзіліссіз әрекетті пештер қолданылады. Бұл пештерде технологиялық үрдіс талабы бойынша, бөлшектерді тек қана берілген температураға дейін қыздырып қана қоймай, сол температурада керекті уақыт ұстап, содан соң қажетті жылдамдықпен салқындатуға болады. Мұндай пештерді ұзындығы технологиялық үрдісті жүргізу шарттарына байланысты бірнеше зонадан тұратын етіп жасайды.
Көп жағдайларда, бірнеше үзіліссіз әрекетті пештерді қосып, бір үлкен механикаландырылған және автоматтандырылған агрегат құрайды. Негізінде мұндай жүйе шыңдағыш және босатқыш пештерді, шыңдағыш бакты, жуғыш машинаны және кептіргішті біріктіреді.
Үзіліссіз әрекетті пештерді құрылымының айырмашылығы болып табылатын пештің жұмыс кеңістігінде қыздырылатын бөлшектерді жылжыту механизміне байланысты былай айырады: конвейерлік (2.2 а сурет), итергіш (2.2б сурет), туннелдік (2.2 в сурет), барабандық (2.2 г сурет), адымдаушы түппен (2.2 д сурет), бүлкілдек түппен (2.2 е сурет), ролгангтік (2.2 ж сурет), айналдырғы (2.2 з сурет), керіп-созғыш (2.2 и сурет).
Конвейерлік пеш – үзіліссіз әрекетті, жүктеменің жылжытылуы горизонталь конвейермен жүргілізетін пеш (2.2 а сурет).
Пеш түбі конвейер– екі біліктің ортасынан тартылған мата, ол арнайы жетек арқылы қозғалысқа келеді. Қыздырылатын бөлшек конвейерге орналасады, онымен пештің жұмыс кеңістігінен өтіп, орын ауыстырады. Конвейерлік лента оралған нихромдық тордан, штампталған пластинадан және ауыр қыздырылатын бөлшектерден – штампталған немесе құйылған шынжырдан жасалуы мүмкін.
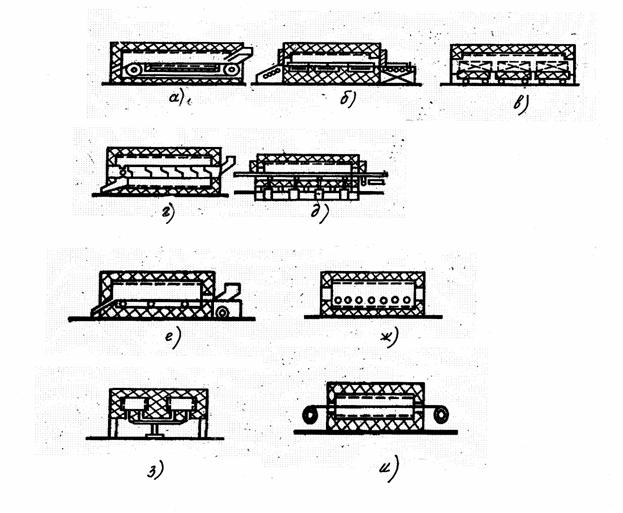
2.2 сурет - Үзіліссіз кедергі пештері
Конвейер түгелімен пеш камерасында орналасады және суытылмайды. Бірақ ауыр жағдайда орналасқан конвейер білігі сумен салқындатуды керек етеді. Осыған байланысты конвейер ұштарын пештен сыртқа шығарып қояды. Бұл жағдай вал жұмысын жеңілдетеді, бірақ енгізіліп-шығарылатын шеттерде конвейердің салқындауына байланысты жылу жоғалуы жоғары болады. Конвейерлік пештерде қыздырғыштар көбінесе лентаның жоғарғы бөлігінің астындағы түпте немесе күмбезде орналасады, бүйірлік қабырғаларда сирек болады.
Конвейерлік қыздырғыш пештері негізінде ұсақ бөлшектерді шамамен 1200 К температурасына дейін қыздыруға арналған.
Жоғарғы температурада (1400 К жоғары) жүктеменің жұмыс кеңістігі бойымен орын ауыстыруы итеру арқылы өтетін пештер– итергіш пештер қолданылады. (2.2 б сурет). Бұлар ұсақ, сонымен бірге үлкен бөлшектерді де қыздыра алады. Мұндай пеш түбінде құбыр, рельс және роликті түп түріндегі бағыттағыштар қойылады, олар қызуға төзімді материалдардан жасалады. Осылар арқылы арнайы қыздырылатын бұйымдар салынған пісіріліп жасалған немесе құйылған түпқоймалар қозғалады. Түпқоймалардың қозғалысы электромеханикалық және гидравликалық итергіш құрылғысымен жүзеге асады. Бұл пештің басқа пешке қарағанда айырмашылығы – ол өте қарапайым, қызуға төзімді материалдан жасалған, ешқандай күрделі бөлшегі жоқ. Олардың кемшілігі қолданылатын түпқоймалардың жылу жоғалтуын, электр энергиясының шығынын көбейтуі, жұмыс мерзімінің шектеулігі.
Ірі дұрыс пішінді заттарды қыздыруға арналған итергіш пештер түпқоймасыз болады. Мұндай жағдайда қыздырылатын бұйымдар бір-біріне тиістіріліп, тікелей бағыттағыштарға салынады.
Итергіш сутекті пештер сутекте немесе диссоциацияланған аммиакта қыздыруды керек ететін технологиялық үрдістерде қолданылады. Сутекті немесе диссоцияланған аммиакты қорғаныс газ ретінде қолданса, пештің енгізу-шығару камерасында оның жұмыстық газымен толтырылмауын болдыртпайтын арнайы шырағдандар болады. Жұмысшы газдың құрамы әр пеште жеке реттеледі, оны қадағалау азотқа және сутекке арналған «шығын өлшегішпен» іске асады.
Туннелдік пеште бұйым футеровкаланған арбашаға тиеліп, туннель тәріздес пеш камерасы арқылы өткізіледі. Белгілі бір уақыт сайын барлық арбашалар оның біреуінің ұзындығына тең қашықтыққа жылжытылады. Пештен бір арбаша шығарылып, біреуі кіргізіледі (2.2 в сурет).
Барабандық пеште камераға қыздыруға төзімді ішінде архимед спиралі бар барабан –шнек орналастырылады. Барабан айналғанда бұйым (шарик, ролик, т.б. ұсақ-түйек) спираль арасымен пештің жүктейтін жағынан түсірілетін жағына қарай сырғиды (2.2 г сурет).
Аттайтын түпті пеште камера астына арнайы жетектің көмегімен үдемелі-қайтарымды қозғалыс жасайтын қыздыруға төзімді мәткелер орнатылады. Алға қарай қозғалыс кезінде мәткелер түп саңылауынан көтеріліп, бұйымдарды көтеріп, орнын ауыстырады. Артқа қарай қозғалыста мәткелер саңылауға түсіп, кейін қайтады. Бұйымдар осылай периодтық қозғалыста болады (2.2 д сурет).
Бүлкілдек түпті пеште бөлшектер роликтерге орналасқан қыздыруға төзімді науаға салынады. Арнайы жетектің көмегімен науа үдемелі-қайтарымды қозғалысқа келеді. Бірақ ол алға қарай бірден тез, ал кейін қарай баяу қозғалады. Осының есебінен бөлшектер алға қарай инерциямен сырғанап отырады (2.2 е сурет).
Рольгантты пештің түбінде баяу айналып тұратын роликтер болады. Оның үстіне қойылған бұйым (көбінесе ірі) біртіндеп пеш камерасы бойынша қозғалады (2.2 ж сурет).
Карусельдік пеш конвейерлік пештің камерасы дөңгелек түрі. Пештің айналмалы түбіне жүктейтін есіктен салынған бұйым бір айналып, алғашқыға қатар орналасқан түсірілетін есікке келеді (2.2 з сурет).
Керіп созғыш электр пеші – сым-темірді, ленталарды камера арқылы үздіксіз өткізу арқылы қыздыруға арналған үздіксіз әрекетті пеш. Ол қыздырғыштары бар муфель болып табылады, оның ішінен қыздырылатын бөлшек өткізіледі (сурет 2.2 и).
Жұмыс температурасы 1500 К дейін болатын пештерде металды муфель болады, ал жоғарғы температурада керамикалық муфель қолданылады. Температурасы 1600 К пештер көп арналы алундты муфельмен жабдықталады, оның үстінен молибден қыздырғыш оралады.
Керіп созғыш пештерде қыздыру аралас амалмен де жүргізіледі: тура – контактілік жетекті роликтар арқылы; жанама – қыздырғыштар арқылы. Жанама қыздыру үрдістің бас және аяқ жағында, тура қыздыру мүмкін болмаған жағдайда, шыбықтың ұштарының термоөңдеуін қамтамасыз етеді.
2.3 Балқытуға арналған электр кедергі пештері
Металдарды балқытуға арналған электр кедергі пештерінде қалайы, қорғасын, мыс және осы металдардың қоспасын, сонымен қатар балқу температурасы 600-1000 К металдарды балқыту жүргізіледі. Әсіресе алюминий және оның қоспаларын балқытатын пештердің маңызы зор, өйткені олар материалды үлкен дәрежеде тазартуға мүмкіндік береді. Құрылымының, ток көзі мен технологиялық үрдістерінің қарапайымдылығы бұл пештердің құндылығы болып табылады. Бұл жағдай микропроцессорларды және робот-манипуляторларды қолданып, автоматтандырылған құйғыштар агрегатын құруға мүмкіншілік береді.
Құрылымы бойынша балқытатын ЭКП-ін отбақырлы және камералы (немесе ванналы) деп бөлуге болады.
Отбақырлы пеш - сырты метал қаптамамен оралған отқа төзімді материалдан жасалған цилиндрлік корпусқа орнатылған метал ыдыс (іші тотықтар жағылған шойыннан жасалған). Футеровка мен тигель арасында электр қыздырғыштар орналасады.
Камералы пештер пішіні бойынша отбақыр пешінен үлкен, алюминийді құйма түрінде қайта балқытып алу үшін қолданылады.
Электр энергиясының шығыны ванналы ЭКП 600-650 кВт сағ/кг, ал ПӘК 60-65%. Барлық ЭКП қыздырудың екі амалы қолданылады – сыртқы және ішкі.
Ішкі қыздыру кезінде қыздырғыштар – термоэлектрқыздырғыштар (ТЭҚ) балқыған металда орналасады, 800-850 К температураға дейін жұмыс істейді. Сыртқы қыздыру кезінде ашық, жоғары температуралы қыздырғыштар жұмыс кеңістігінде 1100-1200 К температура туғызады.
Әйнек балқыту пештері ішінен отқа төзімді материалмен қаланған ванна түрінде жасалады. Әлбетте, ванна үш зонадан тұрады – балқыту блогі, шихта балқытылып сұйық стекломассасы алынады. Ол арна түбі арқылы екінші өңдіру бөліміне ағады. Мұнда белгілі температурамен шығарылатын әйнектің құрамы анықталады. Барлық бөлімдерде әйнек массасында онымен ток өткізуді және Джоуль-Ленц заңына сәйкес қыздыруды қамтамасыз ететін электродтар (болат, молибден, графит) орнатылады.
Әйнек балқыту пештерінің қуаты бірнеше жүз бен бірнеше мың киловатт арасында болады және екінші кернеуі 50-200 В төмендеткіш трансформаторларынан нәрлендіріледі. Пештер тәулік бойы жұмыс істейді, жылулық инерциясы жоғары, тынық электр жүктемесі болып табылады.
2.4 Сұйық ортада кедергімен қыздыру
Сұйық – су, тұз балқытпалары, тотықсыздандырғыштар, оксидтер өз орталарымен тоқты тура өткізу арқылы қыздырылуы мүмкін. Мұндай қондырғылар су қайнатуға шыны балқытуға, металдарды термиялық өңдеуге қолданылады.
Электр қазандары ауыл шаруашылығы саласында су қыздыру үшін (электрсуқыздырғыштар), кіші қысымды технологиялық бу (электрбуөндіргіштер) алу үшін қолданылады.
Тура әрекетті электрсуқыздырғыштары үстіңгі қақпағында өзекті электродтар, оларды қоршайтын құбыр антиэлектродтар орналасқан цилиндрлі болат ыдыс болып табылады. Олардың арасы стеклотекстолиттік оқшаулағышпен бөлінген. Қазандық қуатын оқшаулағыш цилиндрлердің электродтар мен антиэлектродтар жүйесіне қарай орналасуын өзгерту арқылы реттейді.
Қазандықтың қалыпты жұмыс істеу режимі меншікті кедергісі 3000 Ом см суды қыздыруға есептелген. Керекті кедергі шамасы суға тұз немесе дистиляцияланған су қосу арқылы алынады. Электродтағы токтың беттік тығыздығы тым көтеріліп кетпеу үшін және шатырлауық газды пайда болдырмау үшін судың меншікті кедергісі 1000-5000 Ом см болуы кажет.
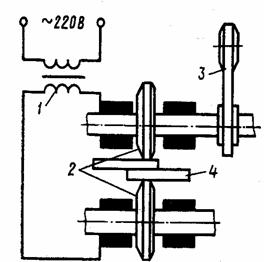
|
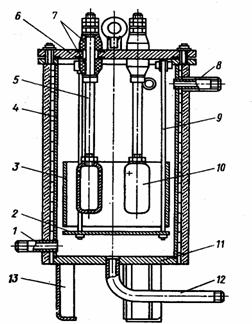
2.3 сурет - Электродтық бу өндіргіш сұлбасы 1-су бергіш; 2-түбі; 3-нөлдік электрод; 4- корпус; 5-ток жеткізгіш; 6-қақпақ; 7-оқшаулағыш; 8-бу әкеткіш; 9-шпилька; 10-фазалық электрод; 11-түп; 12-дренаж, 13-тіреуіш. |
Шығарылатын судың температурасы кажетті шамада реттеуіш термометрдің датчигі арқылы автоматтық түрде сақталып тұрады. Электр бу өндіргіші аппараттар мен қондырғылар жинағы болып келеді (2.3 сурет). Оның ішіне бу өндіргіші, қоректендіргіш бак, насос, қосқыш құбырлар, қадағалау және басқару аспаптары кіреді. Бу өндіргіштің қуаты электродтар мен нөлдік электродтар арасындағы судың деңгейін өзгерту арқылы реттеледі. Бу өндіргіштің жұмысы автоматтық режимде іске асырылады. Электродты қондырғылардың төмен және жоғары кернеуде жұмыс істейтін үш фазалы және бір фазалы электродтар жүйесі болуы мүмкін. Төмен кернеулі (30 В), қуаты 25-400 кВт, ПӘК 95-98, қазандықтардың габариттері үлкен емес, жылулық инерциялығы төмен. Жоғары вольтті қазандардықтар (3-35 кВ) тұрмыста және өндірісте орталық жылыту және ыстық сумен қамтамасыздандыру мақсатында қолданылады. |
2.5 Металдарды қыздыруға арналған сұйықтық электр кедергі пештері
Металл бөлшектерді тез және бірқалыпты қыздыру үшін металды немесе металкерамикалық электродты тұзбен немесе стекломассамен толтырылған ванналар қолданылады. Қатты күйінде тұз электр тогын өткізбейді, бірақ оны қыздырып ерітсе, электрод арасында ток өтіп, оның активтік кедергісінде жылу бөлінеді. Қоршаған орта мен оған батырылған метал бұйымдардың арасындағы жылу алмасу балқытылған тұз, сілте, оксидтердің жылулық физикалық қасиеттерімен анықталып, ванна температурасының біркелкілігін қамтамасыз етеді. Балқытпада орналасқан бұйымдар тотығудан қорғалады, кейін де бұйым ваннадан алынғанда бұл қорғау олардың бетіне жабысқан жұқа қабыршақ есесінен сақталады.
Сұйық жылытқыштары бар ЭКП қоспаланған болаттарды шыңдау, соғу және штамповкалау алдында 1100-1600 К дейін, сонымен қатар болат және шойын бөлшектерді босаңдату үшін қыздыруға қолданылады. Электродты ванналар айнымалы тоқ желісіне екінші кернеуі 10-35 В төмендеткіш трансформаторлары арқылы қосылады. Бір фазалы электродты ваннада электродтар жұптан орналасады, олардың ара қашықтығы 12-45 мм.
Конвективті ағынның және магнитогидродинамикалық құбылыстың пайда болуынан электролит қарқынды араласып, ваннадағы температура өрісі тегістеледі.
Тоқтың шектік тығыздығы 1-2 А/см 2 арасында болады. Жұмысшы орта ретінде қажетті температураға және электр өткізгіштікке байланысты хлорлы, фторлы, азот қышқыл тұздары, сілтелер жеке немесе қоспалар түрінде қолданылады. Ваннаны қосу немесе қатып қалған электролитті балқыту үшін қаңқаға орнатылған және ваннаға түсірілетін ашық қыздырғыш элементтер түріндегі жүргізгіш қыздырғыштар қолданылады.
Тұз ванналарының құндылығы:
- қыздыру жылдамдығының және өнімділігінің жоғарылығы;
- әртүрлі термиялық және термохимиялық өңдеу жолдарының жүргізудің оңайлығы;
- бұйымдардың қыздыру кезінде тотығудан қорғалуы.
Кемшіліктері:
- ванна бетінен жылудың көп жоғалуына және қондырғының үзіліссіз жұмыс істеуіне байланысты меншікті электр энергиясының шығынының жоғарылығы;
- балқытпа ретінде қолданылатын материалдың шығынының жоғарылығы;
- қызмет етуші персоналдың еңбек жағадайының ауырлығы.
2.6 Тікелей (контактылы) қыздыру қондырғылары
Тура қыздыру қондырғыларының жұмысы қыздырылатын материал электр энергиясы көзіне тікелей қосылып, ол арқылы өтетін электр тоғы Джоуль-Ленц заңы бойынша электр энергиясын жылуға айналдыру құбылысына негізделген (2.4 сурет).

2.4 сурет - Тікелей қыздыру қондырғысының сұлбасы
Тура қыздыру ұзындығы бойынша көлденең қимасы біркелкі және омдық кедергісі едәуір бұйымдарды термоөңдеуге тиімді. Тура қыздыру шектеусіз температура, енгізілетін қуатқа пропорционал жоғары жылдамдық және ПӘК береді.
Контактілі қыздыру қондырғылары дайындамаларды соғуға дайындауға, құбырларды босатуға, сым-темірді, серіппелік сымды ию үшін қыздыруға арналған. Қорғаныс атмосферасында 3000 К температурасына дейін сирек және қиын балқитын металл ұнтақтарынан дайындалған штабиктерді және шыбықтарды біріктіру үшін қыздыруға арналған периодты тура қыздыру пештері бар.
Тура қыздыру қондырғыларының мынадай негізгі бөліктері болады:
а) қаптаманың ішінде орналастырылатын, орамасы сумен салқындатылатын және кедергісі әртүрлі денелерді қыздыруға мүмкіндік беретін бірнеше кернеу сатылы диапазоны 5-25 В төмендеткіш трансформаторлар;
б) тоқ өткізгіші, трансформатордың төмен кернеуінің орамының шығысын сумен салқындатылатын қысқыштармен қосады;
в) қысқыштар, қызатын бөлшекті ұстап, тоқ көзіне қосатын контактілерге керекті қысым береді;
г) контактіліқ жүйенің жетегі;
д) қыздыру үрдісін автоматты реттейтін және бақылайтын құралдар.
Үздіксіз әрекетті қондырғыларда сым-темірді, құбырларды, шыбықтарды қыздыру үшін қатты роликті және сұйық контактілер қолданылады.
Тура қыздыру пештері, одан басқа, көмір бұйымдарын графиттеу үшін, корборунд алу үшін және т.б. қолданылады.
Графиттеу пештері бірфазалы, тік бұрышты қалыпты,
қабырғалары алмалы-салмалы болып жасалады. Олардың
температурасы вакуумде немесе нейтрал атмосферада 2600-3100 К жетеді. Екінші
ретті кернеу диапазоны 100-250 В, тұтынатын қуаты 5-15 мың
кВА. Автоматтық бақылау құралдарын
қолданғанда қондырғының ПӘК 70-80 %, ![]() =0,8 дейін барады.
=0,8 дейін барады.
2.7 Электр кедергі пештерінің электр жабдықтары
Электр кедергі қондырғыларының электр жабдықтары:
1) Электр пеші;
2) Электр, пневмо, гидрожетекті жүктемені салып-түсіруді және жұмыс камерасында қозғалысты қамтамасыз ететін көмекші механизмдер;
3) Толымдаушы электр жабдықтары – электр қалқандары, пульттер, басқару панельдері, трансформаторлар немесе автотрансформаторлар, тиристорлық ауыстырып-қосқыштар, нәрлендіру көзі;
4) Өлшегіш аппаратура: температура өлшегіш және реттегіш датчиктері, вакуум өлшегіш және бақылағыш аппаратура, су ағынын және температурасын бақылағыш аппаратура т.б.;
Электр жабдықтар ретінде трансформаторлардың құрғақ түрі, қысқа тұйықталған роторлы асинхрондық қозғалтқыштар, әдеттегі қорғауыш және толықтауыш аппаратура (автоматтар, сақтандырғыштар, контакторлар, магниттік жүргізгіштер т.б.) және басқару аппаратурасы (кілттер, нүктелер, реле) пайдаланылады.
Электр кедергі пештерінің көпшілігі трансформаторсыз бірден 220, 380 В желіге қосылады.
Трансформаторлар карборундтық, графиттік, көмірлік, вольфромдық қыздырғыштарының кедергісі температурамен күрт өзгеретін қондырғыларда қолданылады: тұз ванналары, жоғары температуралы пештер.
500В дейінгі пештерді қосу және басқару үшін әдетте толықтауыш қалқандар мен басқару станциялары шығарылады.
2.8 Электр кедергі пештерінің қуатын реттеу
Электр кедергі пештерінің қуаты екі түрлі қағидалық жолмен реттеледі:
1) үздіксіз меңгеру;
2) сатылы меңгеру.
Бірінші тәсіл кез келген
күштік күшейткіштер көмегімен іске асырылуы мүмкін
(генератор, тиристорлық түзеткіш, электромагниттік
күшейткіш). Практикада көп қолданылатыны - тиристорлық
кернеу реттеу сұлбасы бойынша жинастырылған тиристорлық
нәрлендіру көздері.
Тиристорларлық нәрлендіру көздері параллель-тізбектеп
қосылған импульстік-фазалық реттеу жүйесімен (ИФРЖ)
жабдықталады (2.5 сурет).
2.5 сурет - Тиристорлық қуат реттеу сұлбасы
Жүктемедегі кернеу нәрлендіру көзіне берілетін сыртқы кернеуге тәуелді басқару бұрышымен анықталады. Шығыстағы кернеу бойынша теріс
кері байланыс пештің жылулық режиміне сыртқы
кернеудің әсерін азайту үшін қарастырылған.
Пайдалы әсер коэффициенті (ПӘК) 98%, қуат коэффициенті ![]() .
.
Сонымен қатар пеш қуатын кернеуді өзгерту арқылы реттеуді келесі амалдармен жүзеге асыруға болады:
– реттегіш трансформаторлар мен автотрансформаторларды қолдану;
– потенциал-реттегішті қолдану;
– қыздырғыш тізбегіне қосымша кедергіні дроссель және реостат түрінде қосу;
Реттеудің екінші жолында қуатты реттеу пештің күштік тізбегіне қосу ретін ауыстырып, қыздырғыштардың кернеуін сатылап өзгертеді.
Бұл әдіс пешті тоқ көзіне периодты қосып-ажырату (екі позициялық реттеу); пеш қыздырғыштарын жұлдыздық қосылу сұлбасынан үшбұрыштыққа ауыстыру немесе тізбектік сұлбадан параллелдікке ауыстыру арқылы іске асырылады (үш позициялық реттеу).
Көбінесе екі позициялық сатылық реттеу әдісі қолданылады. Бұл жолмен пеш бірде электр желісіне қалыпты қуатқа қосылады, бірде толық желіден ажыратылады (2.6 сурет).
Екі позициялы реттеу кезінде жұмыс кезіндегі температура термопарамен, кедергі термометрімен, фотоэлементтермен бақыланады. Пеш температурасы берілген мәнге жеткенде термореттегіш пешті ажыратады. Қыздырылатын дененің жылу жұтуы және оның қоршаған ортаға сейілуі нәтижесінде температура берілген мәннен төмендегенде температура реттегіші пешті электр желісіне қосуға қайта бұйрық береді. Температураның

2.6 сурет - Екі позициялық пеш қуатын реттеу графигі
ауытқу аумағы реттегіштің сезімділігіне, пештің инерциялығына және датчиктің сезімділігіне байланысты.
Үш позициялық реттеу кезінде пеште өндірілетін қуат қыздырғыштарды жұлдыз сұлбасынан үшбұрышқа ауыстырғанда өзгереді. Температураны бұл әдіспен реттеу желіден тұтынатын қуатты ұлғайтуға (азайтуға) мүмкіндік береді. Мұндай реттеу әдісі энергетикалық тұрғыдан тиімді болып келеді, себебі нәрлендіру желісіне зиянды әсер етпейді.
Пештің орта қуаты немесе орта температурасы оның қосылып-ажыратылып тұрған уақыт қатынастарымен анықталады.
Тиристорлық ауыстырып-қосқыштар
сенімділігі жоғары, ұшқынға және жарылысқа
қауіпсіз, жұмысы шусыз, біраз қымбатырақ. ПӘК =1,
![]() =1.
=1.
2.9 Электр қождық қайта балқыту және пісіру қондырғылары
Доғалық болат балқыту пештерінде рафинациялау кезінде зиянды қоспалар (күкірт, фосфор, темір тотықтары, көміртегі) металдан қожға аластатылып, жоғары сапалы болат өндіріледі. Бірақ бұл үрдістерде бірқатар қоспалар мен газдар (оттегі, азот, сутегі) толығымен шығарылмайды. Егер болатты олардан тазартса, оның беріктік қасиеттерін, пластикалығын, айнымалы жүктемелерге және үйкелуге кедергісін едәуір жақсартуға болады. Бұл үшін болатты қайта балқытып, басқа жағдайда рафинациялау жүргізу қажет. Мұндай үрдіс Е.О.Патон атындағы электр пісіру институтында (Украина) іске асырылып, электр қождық қайта балқыту деп аталған.
Ұсынылған жаңа қалыптасу жағдайлары келесі ерекшеліктерімен ажыратылады:
- металдан барлық қоспаларды бөліп алатын жаңа орта – қож тудыратын материал қолданылады;
- метал мен рафинациялайтын ортаның өзара әрекеттесуі едәуір тығыз және қарқынды жүреді;
- балқыған металдың ауамен және пеш футеровкасымен жанасуы болдырылмайды.
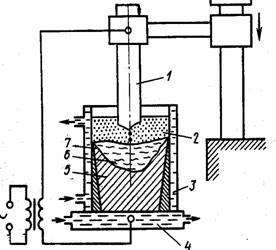
Үрдіс келесі жолмен жүргізіледі (2.7 сурет). Доғалық балқытумен құйылып алынған цилиндр тектес электрод (1) сумен суытылатын мыс құбыр-кристаллизаторға (3) түсіріледі. Кристаллизатор (3) сумен суытылатын мыс түпқоймаға (4) орналастырылған. Кристаллизаторға балқытылған қож (2) құйылады. Электродқа кернеу берілгенде қож ток әсерінен 1700 С дейін қызады.
|
2.7 сурет - Электр қождық балқыту сұлбасы |
Электрод ұшы балқып тамшылап қож арқылы өтіп, қоспалардан тазарып, түпқоймаға ағады. Түпқоймаға тиген метал тез қатайып, құймаға (5) айналады, оның жоғары бетінде сұйық ванна (6) орналасады. Құйма мен кристаллизатор қабырғасы арасында гарнисаж (7) пайда болады. Балқу барысында электрод төмен түсіріліп отырылады. Кристаллизатор толған соң пеш өшіріліп, кристаллизатор жылжытып шығарылып, құйма алынады. Электрод ауыстырылып, үрдіс басқа не босатылған кристаллизаторда қайталанады. |
Электр қождық қондырғының негізгі жабдықтарына түпқойма (1), кристаллизатор (2), балқитын электрод (3), ток өткізгіш (6), трансформатор (7) жатады (2.8 сурет).
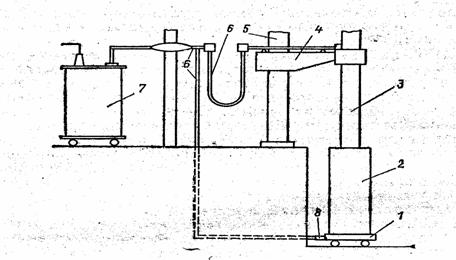
2.8 сурет - Электр қождық қондырғының жабдықтары
1- түпқойма; 2-кристаллизатор; 3-электрод; 4-каретка; 5-бағана; 6-ток жеткізуші; 7- төмендеткіш трансформатор; 8-пышақ тәріздес контакт.
Энергия көзі ретінде кернеу сатысы көп және ұсақ төмендеткіш трансформаторлар қолданылады. Электр режимі автоматты түрде реттеледі.
Құйма сапасы жоғары болу үшін ток тұрақты ұсталады. Кернеу балқу үрдісі барысында төмендетіледі.
Электр қождық қайта балқыту қондырғыларының параметрлері:
- 1-5 –тен 100 т дейінгі құймалар шығарылады;
- пеш қуаты орташа 3 МВА (40 т құйма);
- әдетте қондырғылар бір фазалы, ток 75 кА жетеді;
- қуат коэффициенті 0,6-0,8;
- жылу жоғалысы көп, ПӘК төмен, меншікті электр шығыны 1000-1200 кВт/сағ.;
- электр режимі тынық: доға болмайды, ток ауытқуы төмен;
-индуктивтік кедергісін азайту үшін екі электродты бифилярлық ток жеткізгіш қолданылады.
Электр қождық үрдістің қымбатшылығы жоғары сапалы болат (біліктік, шарикподшипниктік, тотықпайтын, қызуға төзімді) алумен ақталады.
Электр қождық пісіру өндірісте қалыңдығы үлкен металдарды қосу үшін пайдаланылады (болат, шойын, мыс, алюминий, титан және олардың қорытпалары) (2.9 сурет).
|
2.9 сурет - Электр қождық пісіру сұлбасы |
Пісірілетін метал 1 мен электрод 3 электр тізбегіне қосылады. Пісірілетін 1 және электродтық метал 3 ток әсерінен балқып қож 2 арқылы ванна түбіне 5 ағып, тігісті 4 толтырады. Электр қождық пісіру жартылай автоматты және автоматты түрде жүреді. Қуат көзі 60-550 кВА, кернеуі 8-63 В. |

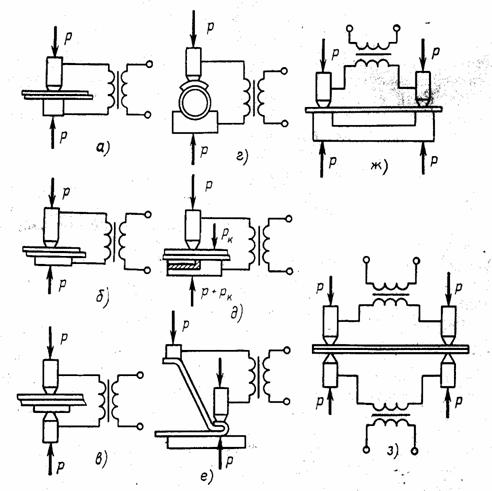
2.10 Контактілік пісіру қондырғылары
2.10.1 Электр контактілік пісірудің физикалық
негіздері және оның түрлері
Электр контактілік пісіру металл бөлшектерінен электр тогы өткенде оларды қыздыру, балқыту және қысу, соңынан пісіру аймағын пісірілетін бөлшектер денесінің жылу өткізгіштігі есебінен суыту нәтижесінде ажырамас біріктіру пайда болу үрдісі болып табылады.
Контактілік пісіру алынатын біріктіруі сенімді, автоматтандырылуы және механизацияландырылуы жоғарғы деңгейлі, өндіріс мәдениеті және үрдіс өнімділігі жоғары пісіру әдістеріне жатады.
Біріктіруді алу әдісі бойынша түйістіріп, нүктелік және тігістік контактілік пісіру болып бөлінеді (2.10 сурет).
Пісіру трансформаторынан ток пісіру бөлшектеріне (2) сумен салқындатылатын электродпен (1) өткізіледі. Пісіру орнында (3) джоульдік жылу бөліну және қысылу есебінен бөлшектердің пісірілуі жүреді.
Электродтардың арасында бөлінетін энергияның Q (Дж) жалпы мөлшері
 (3.1)
(3.1)
мұнда Rк – бөлшектер расындағы контактілік кедергі, Ом;
Rд – электродтан пісіру орнына дейінгі бөлшек кедергісі, Ом;
I – пісіру тогы, А;
τ – токтың өту уақыты, с.
Формуладан бөлшектердің контакт нүктесіндегі кедергісінің аздығынан пісіруге қажетті энергия бөлшектердің барлық массасын қажетсіз қыздыру және жылу шығынын азайту үшін қысқа уақыт аралығында (секунд бірліктерінде) контакт кедергісі арқылы өтетін токтың (жүздеген және мыңдаған ампер) үлкен мәндерінде алынуы керек екендігі көрінеді. Контактілік пісірудің ПӘК жоғарылату үшін пісіру тогының тізбегінің және пісіру электродтарының кедергілері неғұрлым аз болуы қажет. Сондықтан нәрлендіру көздерін кедергісі төмен материалдардан жасап, пісіру орындарына мүмкіндігінше жақын орналастырады. Пісіру машиналарының электродтарындағы кернеу 1-16 В шаманы құрайды.
Біріктірілетін метал бөлшектерінің қызуы олардың жанасу жазықтығында контакт орнында жүреді. Бұның себебі кедергі контакт орнында ең жоғары болады. Металл беті идеалды тегіс болмайтындықтан, электр тогы пісіру бөлшектерінің қысылуы кезінде жанасатын жеке нүктелері арқылы ғана өтеді. Жанасу нүктелерінің ауданы өте кіші болғандықтан, ток өтуіне үлкен кедергі пайда болады, бұл металдың қатты локалды қызуын тудырады. Пісіру орнында температураның жоғарылауынан оның кедергісі өседі, бұл жылу бөлінуін ұлғайтып, металдың балқу температурасына дейін қызуын тездетеді. Металл балқыған немесе пластикалық күйге дейін қызған кезде, бөлшектердің сығылуы нәтижесінде олардың пісірілуі болады. Пісіру нүктесінде металдың қатуы ток ажыратылғаннан кейін пісіру бөлшектерінің жылу өткізгіштігі арқылы жүреді.
(3.1) формуласынан контактілік пісіру кезінде қыздырылу токтың өту уақытына тәуелді екені көрінеді. Жоғары күшті токтарды қолданып бөлшектерді тез немесе төмен токтарды пайдаланып баяу және біртіндеп қыздыруға болды. Қыздырудың минималды уақыт ішінде жоғары күшті токтарды қолданып пісіру режимін «қатаң» деп атау қабылданған. Олар қыздыруға сезімтал легирленген болатты және оңай балқитын түсті металдарды пісіруде қолданылады. Мысалы, алюминий және оның қорытпалары келесі көрсеткіштерде пісіріледі: ток тығыздығы j=160-400 А/мм2; қысымы p=0,4-1,2 ГПа; пісіру уақыты tпіс=0,1-1,0 с.
Токтың ұзақ өту және біртіндеп қыздыру режимі «жұмсақ» деп аталынады. Олар қыздыруға сезімталдығы азырақ қарапайым көміртегілік болатты пісіруде қолданылады және келесі көрсеткіштермен сипатталады: j=80-160 А/мм2; p=0,15-0,4 ГПа; tпіс =0,5-3 с.
Контактілік пісіру қондырғылары екі негізгі бөлшектерден тұрады: электрлік және механикалық. Электрлік бөлігі арнайы құрылымды пісіру трансформаторынан, ток өткізгіш бөліктерінен және пісіру тогын ажыратып-қосу құрылғысынан тұрады. Қондырғының механикалық бөлігі пісіру бөлшектерін импульстық қысатын құрылғы болып табылады.
2.10.2 Түйістіріп пісіру
Түйістіріп пісіру – бұл бөлшектердің бірігуі барлық жанасу аудандары бойынша жүргізілетін контактілік пісіру әдісі. Арматура, құбырлар, рельстер т.б. осы сияқты бұйымдарды пісіріп біріктіруге қолданылады.
Түйістіріп пісірудің кедергімен және балқытумен жүргізілетін екі жолы бар.
Кедергімен пісіру кезінде пісіру бөлшектері (2) ток өткізгіштерде (1) бекітіледі және Fқыс күшімен қысылады (2.10 а сурет). Олар арқылы ток өткенде металдың балқу температурасына жақын (0,8-0,9 Тбал) температураға дейін бөлшектердің түйіндесу жерінде (3) қыздырылу болады. Одан кейін сығылу әрекетін жылдам ұлғайтады (бөлшектердің отыруы). Соның нәтижесінде қатты фазада пісірілу бірігуі пайда болады.
Балқытып пісіруді қыздырып және үзіліссіз балқытып пісіру деп бөледі.
Үзіліссіз балқытып пісіру кезінде бөлшектер пісіру трансформаторы қосылып тұрғанда жақындатылады және қысу жолымен түйістіріледі. Содан кейін қысу күшін азайту нәтижесінен контактілік кедергі ұлғайып, пісіру тогы төмендейді. Жанасу қысымын азайтқанда жазықтық бойынша бөлшектердің жанасуы бөлек нүктелердегі жанасуға көшеді. Бұл нүктелерде қыздыру әсері жоғарылап, бөлек шығып тұрған жерлері балқиды. Металдың бұл шығып тұрған жерлерінің жойылуынан кейін пісіру тогының жаңа өту жолдарын туғызатын келесі шығып тұрған жерлердің жанасуы басталады.
Пісіру бөлшектерінің ұштарының балқуы олардың арасында сұйық металдық қабатша пайда болғанша жүреді. Осыдан кейін аздаған күш салысы арқылы балқыған түйіндесудің жаппай метал біріктіруі туындайды.
Балқыған металдың артығы пісірілген бөлшектер арасындағы саңылаудан сығылып шығарылады («грат» деп аталады).
Қыздырып балқытып пісіру кезінде бөлшектердің алдын-ала ұштарын қысқа уақытқа тұйықтап қыздырып, содан кейін балқытады.
Бөлшектердің түйіндесуін балқытып пісірудің балқытпай пісірумен салыстырғанда келесі артықшылықтары бар: көп механикалық өңдеуді қажет етпейтін берік тігіс береді; пісіру қондырғысының қуатының аздығы; электр энергиясының төмендетілген меншікті шығыны; түрлі-түсті металдарды пісіру мүмкіндігі.
Кемшіліктеріне пісіру бөлшектерінің түйісуінде «граттың» болуын және аздаған металл шығынын жатқызуға болады.
Түйістіріп пісіруге арналған машиналарды пісіру әдісі (түйіндесудің балқытылуы арқылы және балқытылуынсыз), тағайындалуы (универсалды және арнайы) және қондыру әдісі (стационар және жылжымалы) бойынша бөлуге болады.
Сонымен қатар машиналарды қуаты, қыстыру құрылғысының типі және беру механизмі бойынша ажыратады.
Жалпы тағайынды машиналар үш топқа бөлінеді: кедергімен пісіруге арналған автоматты емес аз қуатты, кедергімен және балқытумен пісіруге арналған орташа қуатты және балқытып (қыздырып балқытып) пісіруге арналған автоматтандырылған орташа және көп қуатты.
Универсалды машиналар аздаған және жекеленген өндірісте әртүрлі бөлшектерді пісіруде, ал арнайы машиналар үлкен және салмақты өндіріс жағдайында біртекті бөлшектерді пісіруде қолданылады.
2.10.2 Нүктелік пісіру
Нүктелік пісіру жұқа қалыңдықты (5-6 мм) метал жолақтары мен парақтарын контактілік пісірудің ең кең тараған тәсілі. Бұл үрдісте электрод ұстағыштарда қыстырылған екі электрод арасына пісірілмек бөлшек орналастырылады (2.11 сурет).
Басқыш механизм көмегімен электродтар пісірілмек бөлшектерді тығыз қысады. Электродтарды қысқаннан кейін электродтарға кернеу беріледі және бөлшектер арқылы өтетін ток пісірілу орнын керекті температураға дейін қыздырады. Жеткілікті қысқан кезде осы жерде ажыратылмас пісірілу қосылысы пайда болады. Пісіру нүктесінің ортасының температурасы
2.11 сурет - Нүктелік пісірудің негізгі тәсілдерінің қағидалық сұлбалары
пісірілген металдың балқу температурасынан бірталай жоғары және оның диаметрі электрод диаметріне жақынырақ болады.
Бір нүктені пісіруге қажетті уақыт пісірілу бөлшектерінің қалыңдығы, материалының физикалық қасиеттері, пісіру құрылғысының қуаты, бөлшектерінің сығылу дәрежесімен анықталады және секундтың мыңдаған бөлігінен (түсті металлдардың жұқа беттерін пісіргенде) бірнеше секунд (жуан болат бөлшектер) аралығында өзгереді.
Нүктелік пісірудің циклі 2.12 суретте көрсетілген. Әдетте пісіру операциясы келесі тізбекте жүргізіледі. Бөлшектер электродтармен ток өткізбей тұрып қысылады. Бөлшектер арқылы ток жіберіледі де, ток импульсі соңында қысым көтеріледі. Ток тоқтатылып, жоғарғы электрод көтеріледі. Қысымды көтеру пісіру орнында бөлшектер тесілуі немесе жеткіліксіз пісірілуі болмауы үшін қажет операция. Екінші ретті тізбектің кернеуін және пісіру тогының күшін басқару ауыстырып-қосқыш көмегімен бірінші ретті ораманың орамдарын өзгерту арқылы жүзеге асырылады. Токтың өту уақыты сол сияқты автоматты түрде басқарылады және ұсталынады.
Нүктелік пісіру машиналары токты жеткізу әдісімен ерекшеленеді. Бірнүктелік екі беттік (қалыпты) пісіру көбірек таралған (2.11 а сурет).
|
1-бөлшектерді электродтармен қысу; 2-электродтарды қысылу күйінде ұстау, ток импульсінің соңында қысымды көтеру; 3-қысымды алу; 4- токты қосу; 5- токты ажырату. |
Жоғарғы және төменгі электродтар жұмыс беті пісіру орнын шоғырлы қыздыруға жеткілікті токтың тығыздығын қамтамасыз ететін болып жасалады. Электродтардан қалған ойыстарды кішірейту үшін пісірілмек бұйымның бір жағынан «ізсіз» пісіру тәсілінің бірін қолданады (2.11 а,б,в сурет). Бұл электродтардың біреуінің жұмыс ауданын ұлғайту арқылы (2.11 а сурет), жалпақ электродпен пісіру арқылы (2.11 б сурет) жүзеге асады. Шоғырланған қыздыруды қамтамасыз етуге қажетті ток тығыздығын қалыпты жұмыс беті бар екінші электрод қамтамасыз етеді.
|
 2.12 сурет -
Нүктелік пісіру циклы
2.12 сурет -
Нүктелік пісіру циклыҚалыпты бірнүктелі пісіруді жүзеге асыру мүмкіншілігі болмаған жағдайда жанама ток жеткізушісі бар нүктелік пісіру қолданылады. Бұл жағдайда, бір жағынан қалыпты контактілі беті бар электрод ток жеткізеді, ал басқа жағынан ток үлкенірек контактілі беті бар электродпен жеткізіледі (2.11 г сурет). Пісіруден кейін қалатын жергілікті деформация қалдықтарын азайту үшін 2.11 д,е суреттерінде көрсетілген тәсілдер қолданылады.
Жұқа бетті бұйымдарды пісіргенде біржақты көпнүктелік пісіру (2.11 ж сурет) қолданылады. Жұпталған трансформатордан екі жақты ток жеткізушілермен қалыңдығы жуан металл бұйымдардың екі нүктесінде бір мезгілде пісіруді жүргізуге болады (2.11 з сурет).
Нүктелік пісіруге арналған машиналар электродтарды педальді, электрлі немесе пневматикалы сығу механизмді болып бөлінеді. Одан басқа, нүктелік пісіру машиналары – стационарлық универсалды, жылжымалы универсалды, стационарлы арнайыландырылған (көпнүктелік) және рельефті пісіру престері болады.
Ірі бұйымдарды нүктелік пісіру, сонымен қатар ыңғайсыз жерлерде пісіру кезінде пісіру қысқыштары және пісіру тапаншалары сияқты жылжымалы пісіру машиналары қолданылады.
Көпнүктелі пісіру машинасы бұйымның бір орнатылуында тізбектеп бірнеше нүктені пісіреді және нүктелік пісіру үрдісінің жоғары өнімділігін қамтамасыз етеді. Көпнүктелік машинаның екі түрі болады. Пісірілу беттеріне бірінші түрлі машиналарда бір мезгілде сол уақытта пісіру тогы өтіп жатқан тек қана екі электрод түсіріледі. Екінші типті машиналарда бұйым бетіне барлық электродтар бір мезгілде түсіріледі, ток тізбекпен жұпталған электродтармен өтіп, металды пісіреді.
Арнайы машиналар көп электродты немесе әдетті, беттері айналатын, бөлшектерді беру және айналдыру механизмдердерімен жабдықталған болады. Көп электродты машиналар электродтарды гидробөлгіш арқылы кезектеп қысып, оларға ток бөлгішпен ток беретін; электродтарды бір мезгілде қысып, трансформаторлар пісіру тізбегінде ток бөлгішпен тізбектей жалғанған немесе бірнеше трансформаторды бірінші жақтан бір мезгілде не топтап қосылған етіп жасайды. Көп трансформаторлы машиналар өндірісте микропроцессорлармен жабдықталған роботтехникалық қондырғыларда кеңінен қолданылады. Айналу беті бар машиналар құрастыру және пісіру үрдістерін қабаттастырғанда қолданылады.
Нүктелік машиналардың электродтары олардың тұмсығында бекітілетін электрод ұстағыштарға орнатылады. Электрод ұстағыштар латуннан дайындалады. Олардың ішінде салқындату үшін су жүретін құбырлар қарастырылады. Суытатын су ауыстырылатын электродтың ішкі құбырына дейін бара алады, олар суықтай тартылған қызыл мыстан немесе арнайы хромоцинкмыстық қорытпадан турады.
2.10.3 Тігістік пісіру
Тігістік пісіру екі метал беттің екі жағынан айналатын доңғалақтар арасында өтетін ток арқылы жүзеге асады. Тігістік пісіру машиналары екі доңғалақтардан тұрады, олардың біреуі жетектен, ал екіншісі металл қозғалғанда үйкеліс күшінің әсерінен айналады. Жұмыс істеуіне қарай тігістік пісіру нүктелік пісіруге ұқсас (2.13 сурет).
|
2.13 сурет - Тігістік пісіру сұлбасы 1-пісіру трансформаторы; 2-контактілік роликтер; 3- қысатын құрылма; 4-пісірілетін бөлшектер |
Тігістік пісіру кезінде келесі режимдер қолданылады: доңғалақтардың токтың үздіксіз берілісіне байланысты үздіксіз айналуы; токтың үзік беріліс кезінде доңғалақтардың үздіксіз айналысы; токтың үзік берілісі кезінде доңғалақтардың да үзік айналысы (адымдық пісіру). Бірінші режим екі металлдың қалыңдығы 1,5 мм аспаса қолданылады, өйткені қалың металлдар доңғалақтан шығып, суыған соң ажырауы мүмкін. Сонымен қатар үздіксіз пісірген кезде металдардың зақымдалуы болуы мүмкін.
|
Кең таралған пісірудің екінші режимінде пісіру тігістерінің зақымдалуы аз және электр шығыны да аз болады.
Тігістік пісіру қалыңдығы жіңішке ыдыстарды, метал құбырларды және осындай бұйымдарды пісіргенді тиімді.
Тігістік пісіру құрылғылары қондыру түріне байланысты стационарлы және жылжымалы болып бөлінеді, доңғалақтың орналасуына байланысты бойлай және көлденең, жетегіне байланысты серіппелі рычагтық және механикалық басу жетекті, доңғалақтардың орналасуына байланысты бір және екі жақтық орналасу, доңғалақтар санына байланысты бір, екі және көп доңғалақты болып бөлінеді.
2.10. 4 Контактілік пісіру құрылғыларының электр қондырғылары
Контактілік пісіру жоғары өнімді, ал көп жағдайда жалғыз болуы мүмкін және экономикалық тиімді біріктіру тәсілі болып табылады.
Шығарылатын контактілік пісіру машиналары жалпы тағайынды және белгілі бір өнімді пісіруге арналған жоғары өнімді арнайы машиналар болып бөлінеді.
Жоғары өнімді контактілік пісіру машиналарында сенімділігін жоғарылату мақсатында эпоксидті компаунд құйылған, оратылған өзекті және орамалы пісіру трансформаторлары, интегралды сұлбалы басқару аппараттары кеңінен пайдаланылады; тиристорлар қолданатын ток ажыратқыштар, жоғары өнімді пневматикалық және гидравликалық аппаратура қолданылады.
Контактілік пісіру машиналары нәрлендіру тегіне, энергияны түрлендіру немесе жинақтауына қарай мына түрлерге бөлінеді: а) өндірістік немесе төмендетілген жиілікті бір фазалы айнымалы токты; б) тұрақты токты (токты екінші ретті контурда түзетумен); в) үш фазалы, төмен жиілікті тиристорлы түзеткішпен; г) энергия жинақтағышпен (конденсаторларда, электролиттік жүйеде, айналып тұрған массада).
Ток трансформаторының төменгі кернеу жағында ток түзеткіші бар контактілік пісіру машиналары үлкен габаритті аллюминий қорытпаларынан, титаннан, ыстыққа төзімді және тот баспайтын болаттан жасалған құрылымдарды пісіруде бірқатар технологиялық және энергетикалық артықшылықтар береді. Олар төмен жиілікті машиналармен салыстырғанда әмбебап және жұмыста сенімді, энергия шығыны аз және металл сыйымдылығы көбірек.
Пісіру машиналарында тұрақты токты қолдану пісіру сапасының жоғарылығымен қатар жылдамдығын көбейтеді, ал көп электродты машиналарда электродты кезектеп немесе топтап қосуды бір нәрлендіру көзінен жасауға болады. Бұл электродтарды ыңғайлы орналастырып көп электродты машиналардың, престердің, пісіру кешендері мен желілерінің құрылымын жақсартуға мүмкіндік береді.
Қалың емес жеңіл қорытпалы өнімдерді нүктелік пісіруге қолданатын конденсаторлық машиналардың артықшылықтарына жүйедегі кернеудің кез келген тербелісінде пісіру тогын тұрақты ұстап тұруы және басқа нүктелік пісіру машиналарына қарағанда жүйеден қуатты аз тұтынуы жатады.
Контактілік пісіру машинасының электрлік күшті бөлігі кернеуі 380 немесе 220 В нәрлендіру торабынан 75-750 кВА қуат, 2-10 кА пісіру тогын алуды қамтамасыз етеді.
Бір фазалы айнымалы ток машиналарын пайдалану үш фазалық желіде фазалар қиғаштауын туғызуы себепті қуат жағынан шектеледі. Пісіру машиналарының қайталана-қысқа мерзімді жұмыс режимі желі кернеуін периодты өзгертіп, басқа электр тұтынушылардың жұмысына зиян келтіреді.
Пісіру машиналарының қуат коэффициенті 0,6-0,7 құрайды.
Тұрақты ток машиналарының артықшылықтары: фазалардың біркелкі жүктелуі, ток импульсының қалпын және ұзақтығын реттеудің көп мүмкіншіліктері, сонымен қатар көп импульстік режимнің алынуы; бір фазалы машиналармен салыстырғанда қуаттың азырақ жұмсалуы; пісіру тогына ферромагниттік массалардың әсерінің жоқтығы.
Төмен жиілікті машиналарда өндірістік жиіліктік үш фазалы ток төмен жиілікті 5-20 Гц токтың импульстеріне түрлендіріледі. Олардың артықшылықтары пісіру тогының импульсінің қолайлы қалпы –баяулап өсуі және төмендеуі, контурдың индуктивтілігінің төмендеуінен үш фазалық желіні бірқалыпты төмендетілген қуатпен жүктеу және жоғарылатылған қуат коэффициенті болып табылады.
Энергия жинайтын контактілік пісіру машиналарында үзіліс кезінде жинақтауышта желіден энергия баяу жиналып, пісіру үрдісі кезінде оны қысқа мезгілде қолданады.
Контактілік пісіру машинасының берілген өнімділігін және пісірудің жоғары сапасын қамтамасыз ету үшін пісіру тогының әр циклда өту уақытын қатаң сақтау керек.
Бұл үшін пісіру тогының ажыратқыштарын пайдаланады. Олар механикалық, асинхрондық электромагниттік, синхрондық электромагниттік, игнитрондық т.б. болуы мүмкін. Пісіру тогының ағу уақыты арнайы электромеханикалық, электропневматикалық және электрондық уақыт реттегіштермен іске асырылады.
3 ЭЛЕКТР ДОҒАЛЫҚ ҮРДІСТЕР ЖӘНЕ ҚОНДЫРҒЫЛАР
3.1 Электр доғалық қыздыру
3.1.1 Электр доғалық разряды және оның құрылымы
Сыртқы пішіні және сипаттамалары бойынша газдардағы электр разрядтары бірнеше түрге бөлінеді: электрондық, қараңғы (немесе бәсең), әлсіз жанған (бықсық) және доғалық (3.1 сурет).
Аталған электр разрядтары тәуелді және тәуелсіз болуы мүмкін.
Егер разрядтық аралықта зарядталған бөлшектерді туғызу үшін сыртқы факторлар әсері - ионизаторлар (ультракүлгін, рентген сәулелері, осциллятор) қажет болса электр разряды тәуелді деп аталады. Тәуелсіз разряд кезінде зарядталған бөлшектер пайда болуын энергия көзі қамтамасыз етеді.
Электр доғасы газдардағы электр разрядының жоғары ток тығыздығы және аз катодтық потенциал құлауымен сипатталатын түрі.
Электр доғалық және әлсіз жанатын разрядтардың салыстырмалы көрсеткіштері 3.1 кестеде келтірілген.
3.1 кесте - Электр доғалық және әлсіз жанатын разрядтар көрсеткіштері
|
Параметр |
Доғалық разряд |
Әлсіз жанатын разряд |
|
Кернеудің катодтық құлауы, В Ток тығыздығы, А/см2 Температура, 0С
|
5-20 10-105 >(3-5)103
|
200-300 (10-100)10-6 қоршаған орта |
Кестеден доғалық разрядтың катодтық кернеу құлауы әлсіз жанған разрядтағыдан бір деңгей төмен, ток тығыздығы бірнеше деңгейге, ал температурасы өте жоғары болатынын көреміз.
Электр доғасы жүретін үрдістер сипаттамалары бойынша үш аймақтан тұрады (3.2 сурет).
 |
3.2 сурет - Доға құрылымы
Теріс электродқа іргелес аймақты
катодтық кернеу құлау аймағы деп атайды, онда кернеу
құлау шамасы ![]() =5-15 В. Одан кейін доға
бағанасы орналасады. Оң электродқа іргелес аймақты
анодтық кернеу құлау аймағы деп атайды, кернеу
құлау шамасы
=5-15 В. Одан кейін доға
бағанасы орналасады. Оң электродқа іргелес аймақты
анодтық кернеу құлау аймағы деп атайды, кернеу
құлау шамасы ![]() =10-20 В. Катодтық және
анодтық кернеу құлау аймақтары өте аз (1 мкм)
шаманы құрайды. Сондықтан бұл маңдағы
потенциал градиенті өте жоғары 105-106 В/см.
=10-20 В. Катодтық және
анодтық кернеу құлау аймақтары өте аз (1 мкм)
шаманы құрайды. Сондықтан бұл маңдағы
потенциал градиенті өте жоғары 105-106 В/см.
Электродтар аралығындағы толық кернеу құлауы
![]() (3.1)
(3.1)
Мұнда ![]() ,
,![]() - анодтық және катодтық
потенциал құлауы;
- анодтық және катодтық
потенциал құлауы;
![]() -электр өрісінің кернеулігі;
-электр өрісінің кернеулігі;
![]() - доға ұзындығы.
- доға ұзындығы.
Электродтар аралығында келесі үрдістер жүреді: ионизация, деионизация, диффузия, шекаралық беттердегі ионизация. Ионизация нәтижесінде газда үш түрлі зарядталған бөлшектер туады: электрондар, оң және теріс зарядты иондар. Доға бағанасындағы негізгі ионизация механизмі термиялық ионизация болып табылады.
Электродтар бетіне электрондар мен иондар соғылу кезінде олардың кинетикалық энергиясы өте жоғары болған жағдайда разрядтық аралыққа зарядталған бөлшектер «ұрылып» шығуы мүмкін.
Бірақ негізінен разрядтық аралыққа зарядталған бөлшектер эмиссиялық механизм жолымен жүреді.
Зарядталған бөлшектердің атқылауы нәтижесінде жоғары температураға дейін қызған катодтан электрондар термоэлектрондық эмиссия жолымен шығады. Термоэлектрондық эмиссия тогының тығыздығы катодтың температурасына және материалына байланысты
![]() (3.2)
(3.2)
Мұнда ![]() - термоэлектрондық ток
тығыздығы, А/см2;
- термоэлектрондық ток
тығыздығы, А/см2;
![]() - электрод материалымен анықталатын
тұрақтылар;
- электрод материалымен анықталатын
тұрақтылар;
![]() - катод бетінің температурасы, К
- катод бетінің температурасы, К
Электрод маңындағы кернеулік шамасы жоғары болған жағдайда (105-106 В/см) автоэлектрондық эмиссия орын алуы мүмкін.
![]() (3.3)
(3.3)
Мұнда ![]() - термоэлектрондық ток
тығыздығы, А/см2;
- термоэлектрондық ток
тығыздығы, А/см2;
![]() -
электрод материалымен анықталатын
тұрақтылар;
-
электрод материалымен анықталатын
тұрақтылар;
![]() - электрод беті маңындағы
кернеулік, В/см.
- электрод беті маңындағы
кернеулік, В/см.
Деионизация үрдісі зарядтардың рекомбинациясы және олардың қоршаған ортаға диффузиясы нәтижесінде жүреді.
Стационарлық жағдайда бұл үрдістер арасында тепе-теңдік орын алады. Ионизация дәрежесінің температурадан, қысымнан және газ түрінен тәуелділігі Саха теңдеуімен сипатталады
![]() (3.4)
(3.4)
Мұнда ![]() -газдың ионизация дәрежесі
–көлем бірлігіндегі иондар немесе
-газдың ионизация дәрежесі
–көлем бірлігіндегі иондар немесе
электрондар санының ионизацияға дейінгі толық
нейтралдық молекулулар санына қатынасы;
![]() -қысым, Па;
-қысым, Па;
![]() - температура, К;
- температура, К;
![]() - ионизация жұмысы, Дж;
- ионизация жұмысы, Дж;
![]() -Больцман тұрақтысы.
-Больцман тұрақтысы.
3.1.2 Доғаның вольтамперлік сипаттамалары және оны реттеу
Доғаның маңызды тәуелділіктерінің бірі доға кернеуі мен тогының арасындағы тәуелділік болып табылады.
Қалыптасқан режимдегі доға жағдайында (стационарлық тұрақты ток доғасы) бұл сипаттама статикалық деп аталады.
Токтың аз мәндерінде доғаның вольтамперлік сипаттамасы құламалы болып келеді, Айртон теңдеуімен бейнеленеді
![]() (3.5)
(3.5)
Мұнда ![]() - электрод материалына, газ
құрамына және доғаның
- электрод материалына, газ
құрамына және доғаның
суытылу жағдайына байланысты анықталатын тұрақтылар;
![]() - доға ұзындығы;
- доға ұзындығы;
![]() - доға тоғы.
- доға тоғы.
Үлкен ток мәндерінде сипаттама келесі түрге келеді
![]() (3.6)
(3.6)
(3.6) формуладағы ![]() катодтық және анодтық
кернеу құлауларының қосындысын береді.
катодтық және анодтық
кернеу құлауларының қосындысын береді. ![]() - доға
бағанасындағы градиент.
- доға
бағанасындағы градиент.
Доғаның тұрақты жануын
қамтамасыз ету үшін оның және нәрлендіру
көзінің вольтамперлік сипаттамаларын үйлестіру қажет (3.3
сурет). 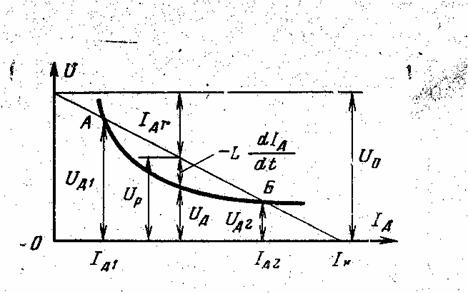
3.3 сурет - Тұрақты ток доғасының орнықты жану шарттары
Доға электр тізбегі келесі теңдеумен сиптатталады
![]() (3.7)
(3.7)
Мұнда ![]() - нәрлендіру көзінің
кернеуі;
- нәрлендіру көзінің
кернеуі;
![]() - доғадағы кернеу;
- доғадағы кернеу;
![]() -доға тогы;
-доға тогы;
![]() -доға тізбегінің активтік
кедергісі;
-доға тізбегінің активтік
кедергісі;
![]() -доға тізбегінің индуктивтігі.
-доға тізбегінің индуктивтігі.
Доға нәрлендіру көзінің
сыртқы сипаттамасы болып табылатын (![]() ) түзуі мен доғаның
вольтамперлік сипаттамасының А және Б қиылысу
нүктелерінде жанады. Бірақ А нүктесінде ток кездейсоқ
азаятын болса, доға аралығына түсетін кернеу доға
кернеуінен аз болуы себептен, доғаның жануы орнықсыз болады
да, ток доға сөнгенше төмендейді. Ток өсетін болса,
доға аралықтағы кернеудің доға кернеуінен
жоғары болуы себептен ток Б нүктесіндегі мәніне дейін
өседі. Бұл нүктеде доға орнықты жанады.
Доғаның орнықты жану шарты
) түзуі мен доғаның
вольтамперлік сипаттамасының А және Б қиылысу
нүктелерінде жанады. Бірақ А нүктесінде ток кездейсоқ
азаятын болса, доға аралығына түсетін кернеу доға
кернеуінен аз болуы себептен, доғаның жануы орнықсыз болады
да, ток доға сөнгенше төмендейді. Ток өсетін болса,
доға аралықтағы кернеудің доға кернеуінен
жоғары болуы себептен ток Б нүктесіндегі мәніне дейін
өседі. Бұл нүктеде доға орнықты жанады.
Доғаның орнықты жану шарты
![]() (3.8)
(3.8)
Доғаның вольтамперлік сипаттамасын бірнеше жолмен реттеуге болады:
- нәрлендіру көзінің кернеуін реттеу арқылы (3.4 а сурет);
- доға тізбегінің кедергісін реттеу арқылы (3.4 б сурет);
- доғаға әртүрлі факторлармен әсер ету жолымен: доға ұзындығын өзгерту, қоршаған ортаны және оның қысымын өзгерту, газ ағыны, магнит өрісі әсері (3.4 в сурет).
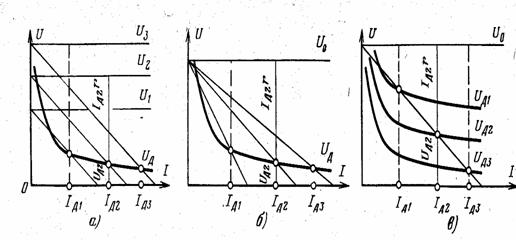
3.4 сурет - Доғаның вольтамперлік сипаттамасын реттеу
а) нәрлендіру көзінің кернеуін реттеу арқылы; б) доға
тізбегінің кедергісін реттеу арқылы; в) доға кернеуін реттеу
арқылы
3.1.3 Айнымалы ток доғасы
Айнымалы ток доғасында ток пен кернеу периодына екі рет бағыты мен полярлығын ауыстырып, нольден өтеді. Осы кезде доға разряды өшіп, қайта жанады (3.5 сурет).
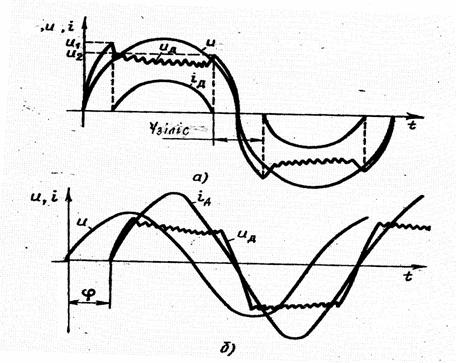
3.5 сурет - Активтік (а) және индуктивтік кедергілі (б) тізбектердегі
айнымалы ток доғасының ток және кернеу осцилограммалары
Доға өшкен кезде электродтық аралықта температура төмендеп деионизация үрдісі жүреді, оның диэлектрлік беріктігі ұлғаяды, электродтардың потенциалы өседі. Кернеу электродтық аралықтың диэлектрлік беріктігін тесуге жеткілікті болғанда доға қайта жанады. Доға тогы өсуімен қатар аралықтың температурасы жоғарылауына байланысты электрөткізгіштіктің өсуінен доға кернеуі төмендейді. Содан кейін кернеу ток максимумынан өтіп белгілі бір шамаға дейін азайғанша тұрақтанады, доға өшуі алдында біраз өседі. Доға периодына екі рет өшіп-жануына байланысты кернеу графигінде әр периодында екі жану және өшу шыңдары болады. Активтік кедергілі тізбекте доға жануында үзіліс болады. Үзіліс ұзақтығы электродтар аралығының диэлектрлік беріктігі мен кернеу өсу жылдамдығы қатынасымен, электродтар температурасымен анықталады.
Доғасыз аралықтарды электр тізбегіне
индуктивтік кедергі қосқанда ток пен кернеу арасында пайда болатын
ығысу арқылы реттеуге болады. Нәрлендіру көзінің
кернеуі төмендегенде доғадағы кернеу индуктивтік
кедергінің электромагниттік энергиясы есебінен сақталады.
Доғаның үзіліссіз жануы ![]() 0,85 жағдайында қамтамасыз етіледі.
0,85 жағдайында қамтамасыз етіледі.
Айнымалы ток доғасының вольтамперлік сипаттамасы - кернеу өзгеруінің бір периодтағы ток өзгеруінен тәуелділігі, динамикалық болып келеді. Ток және кернеу графиктерінің қалпына байланысты әр түрлі болуы мүмкін (3.6 сурет).
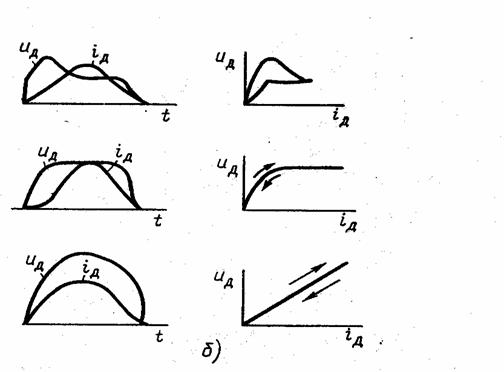
3.6 сурет - Айнымалы ток доғасының осцилограммалары
мен вольтамперлік сипаттамалары
3.1.4 Электр доғалық қыздырудың қолданылуы
Электр доғалық қыздыру металлургия, химия, машина құру және басқа өндіріс салаларында кеңінен қолданылады.
Электр доғалық қыздырумен қара және түрлі-түсті метал, қорытпалар, рудалық материалдар балқытылады:
1. Болат сынықтарын электрлік балқыту.
2. Мыс балқыту.
3. Металдарды рудалардан тотықсыздандыру.
4. Ферроқорытпаларды рафинациялау.
5. Вакуумдық-доғалық қайта балқыту.
6. Доғалық пісіру т.б.
Соңғы жылдары болатты электр доғалық балқыту жолымен алу үлесі конверторлық, әсіресе мартендік әдісті ығыстыру есебінен елеулі ұлғайды (3.7 сурет)

3.7 сурет - Әр түрлі әдістердің болат балқытудағы үлесі
Доғалық пештерде болат балқытып шығару үлкен қарқынмен өсуде: 1995 ж. - 752 млн. т (32,6%), 1999 ж. – 788 млн. т, 2003 ж. – 895 млн. т .
Қуатына қарай доғалық болат балқыту пештері аса қуатты (меншікті қуаты 700 кВА/т), қуатты (400-700 кВА/т), орта қуатты (200-400 кВА/т) болып бөлінеді.
Электр доғалық пештері доғаның әсер етуіне қарай тікелей және жанама қыздыратын болып бөлінеді. Тікелей қыздыратын пештерде доға электрод пен балқыған материал арасында жанады. Жанама қыздыратын пештерде – екі (үш, төрт, алты) электрод арасында. Кеңінен тараған электр доғалық тікелей қыздыру пештері, қара және баяу балқитын металдарды және рудалық материалдарды балқыту үшін қолданылады. Жанама қыздыратын пештерде түрлі-түсті металдар, кейде шойын және никель балқытылады.
3.2. Доғалық болат балқыту пештері
3.2.1 Доғалық болат балқыту пешінің құрылымы және технологиясы
Доғалық пеш төбесі күмбезбен (6) жабылған, іші отқа төзімді және жылу оқшаулағыш материалмен (5) қаланған (футеровка) металдық қаптама (4) болып табылады. Күмбезден арнайы тесіктер арқылы пеш ішіне (жұмыс кеңістігіне) электродтар (9) түсіріледі. Шихтаны (3) балқыту және металды термоөңдеу электродтар мен шихта арсында жанған электр доғасының жылуы есебінен жүреді. Шихтаны пешке салу және үрдіс барысында шығатын қожды ысыру, ваннаның ішін қарау үшін жұмыстық терезе (10), дайын балқытпаны төгу үшін төгетін тұмсық (2) қарастырылады. Шихта пештің үстінен күмбезді ашып салынуы да мүмкін. Пеш металды төгу үшін еңкейту (11), күмбезді ашу үшін көтеру немесе бұру, электродтарды қозғалту механизмдерімен жабдықталады. Бұл мақсатта гидравликалық немесе электромеханикалық жетектер пайдаланады. Электродтар қозғалту механизмімен жалғасқан арнайы электрод ұстағыштарда (8) бекітіледі (3.8 сурет).
3.8 сурет - Доғалық болат балқыту пеші
1-пеш түбі; 2-төгетін тұмсық; 3-шихта; 4-қаптама; 5-футеровка; 6-күмбез;
7-ток жеткізуші; 8- электрод ұстағыш; 9-электрод; 10-жұмыс терезесі; 11-еңкейту механизмі; 12-ванна.
Болат балқытудың дәстүрлі технологиялық үрдісі келесі сатылардан тұрады:
1. Футеровканың ішкі бетінің бұзылған жерлерін толықтыру.
2. Шихтаны –метал сынықтары, қож туғызатындарды салу.
3. Балқыту. Балқытпа бетінде қож пайда болуы, фосфорды аластату.
4. Тотықтандыру периоды. Фосфорды аластатуды аяқтау. Ваннаның СО көпіршіктері қалқып шығуына байланысты қайнауы.
5. Тотықсыздандыру периоды. Метал ваннасынан оттегін ферросилиций қоспаларымен шығару. Күкіртті аластату.
6. Металды төгу.
Шихта балқу барысында электродтар оның ішіне төмен түсіп, құдықтар пайда болады. Балқу сатысында технологиялық қысқа тұйықталуы, шихтаның құдыққа құлауы себебінен электр доғалары жиі үзіліп, тұрақсыз жанады. Шихтаны балқыту периодында барлық электр энергиясының (60-80) % -ы жұмсалады. Метал балқығаннан кейінгі сатыларда доға тұрақтанады. Балқыған ваннада темір, кремний, марганец, фосфор тотығып, оксид түрінде ванна бетіне қож болып қалқып шығады. Қожда кремний оксиды темір, марганец шала оксидтерімен қосылып силикаттар құрайды. Бұл үрдістерді үдету үшін ваннаға темір рудасын қосады немесе оттегін үрлейді. Метал көміртегі рудадағы металды тотықсыздандырады да, көпіршік түрінде көміртегі тотығы пайда болып, ванна бетіне қалқып шығу нәтижесінде ванна қайнайды. Көміртегі жеткіліксіз болған жағдайда ваннаға шойын, кокс, электрод сынықтарын тастайды. Жиналған қожды пештен жұмыс терезесінен ағызып, қалғанын сыртқа ысырып тастайды. Бұл кезде пеш өшіріліп, электродтар жоғары көтеріледі.
Тотықсыздандыру периодында металдан күкіртті аластатады. Ол үшін ваннаға ферросилиций мен ферромарганец қосып, ванна бетіне тағы қож жинайды. Пешке флюс қосылған әктас және ұсақталған кокс, ферросилиций салады. Күкірт әктаспен байланады.
Балқыту соңында керекті құрамды метал алу үшін ваннаға арнайы қоспалар қосады.
Қазіргі кезде жетілдірілген болат балқыту технологиясы қолдануда:
1. Шихтаны дайындау.
2. Болатты доғалық пеште қысқартылған тотықтандыру периодымен балқыту.
3. Металды ожауға төгу.
4. Металды қажетті құрамды және қалыпты жағдайға дейін пештен тыс қондырғысында жеткізу.
5. Металды дайындамаларды үздіксіз құю қондырғысында құйып тарату.
Болатты балқыту кезінде жүретін әр түрлі технологиялық үрдістердің талабы бойынша пештің электрлік режимі өзгеріп отыруы қажет (3.9 сурет).
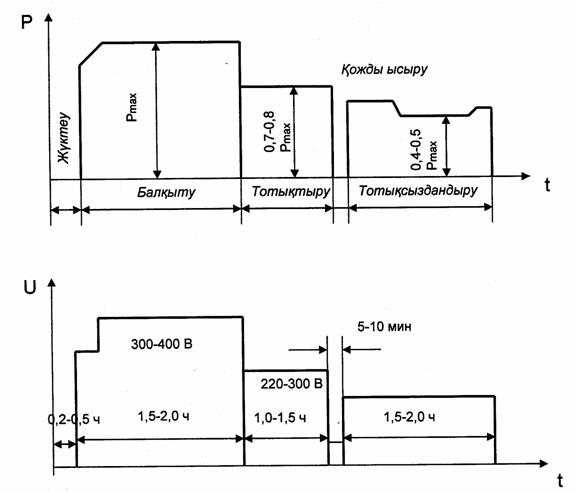
3.9 сурет - Болат балқыту пешінің қуат және кернеу графигі
Балқыту барысында қуат пен кернеу (40-100) % аралығында өзгереді. Сондықтан пеш трансформаторы икемді қуат реттеуді қамтамасыз етуі қажет. Бұл трансформатордың кернеу сатыларын ауыстырып қосу және доға ұзындығын өзгерту арқылы жүзеге асырылады.
Доғалық болат балқыту пештері электр
жүйесі үшін қуатты және жағымсыз электр
тұтынушысы болып табылады. Оның қуат коэффициенті ![]() =0,7-0,8, желіден
тұтынатын қуаты балқыту барысында өзгеріп отырады,
режимі доғаның үзілуі және технологиялық
қысқа тұйықталуына байланысты токтың жиі кенет
өзгеруімен сипатталады. Доға басқа тұтынушыларға
жағымсыз және электр желісінде қосымша жоғалыстар
туғызатын, жоғары жиілікті гармоникалар шығарады. Қуат
коэффициентін жоғарылату үшін нәрлендіру
подстанциясының шиналарына конденсаторлық топтар қосады.
Жоғары жиілікті гармоникалармен фильтрлерді пайдалану арқылы
күреседі. Пештер подстанциясын басқа тұтынушылармен 110, 220
кВ кернеумен байланысқан жеке нәрлендіруге бөлу кеңінен
қолданылады.
=0,7-0,8, желіден
тұтынатын қуаты балқыту барысында өзгеріп отырады,
режимі доғаның үзілуі және технологиялық
қысқа тұйықталуына байланысты токтың жиі кенет
өзгеруімен сипатталады. Доға басқа тұтынушыларға
жағымсыз және электр желісінде қосымша жоғалыстар
туғызатын, жоғары жиілікті гармоникалар шығарады. Қуат
коэффициентін жоғарылату үшін нәрлендіру
подстанциясының шиналарына конденсаторлық топтар қосады.
Жоғары жиілікті гармоникалармен фильтрлерді пайдалану арқылы
күреседі. Пештер подстанциясын басқа тұтынушылармен 110, 220
кВ кернеумен байланысқан жеке нәрлендіруге бөлу кеңінен
қолданылады.
3.2.2 Болат балқыту пешінің электр жабдықтары және электрмен жабдықтау сұлбасы
Болат балқыту пешінің электр жабдықтарының және электр жабдықтау сұлбасының бірқатар ерекшеліктері бар. Электрдоғалық пештің ток тізбегіне кіретін негізгі электр жабдықтарына келесілер жатады (3.10 сурет):
1) Электр доғалық пеш, электродтары және ваннамен бірге;
2) Пешті трансформатормен қосатын шина және кабельдер жүйесі, қысқа желі. Қысқа желі деп трансформатордың екінші сыртқа шығарушы өткізгіші мен электродтарды қосатын ток өткізгішті атайды.
3) Пештік трансформатор;
4) Реактор, қысқа тұйықталу тогын шектейді және доғаның балқыту сатысында тұрақты жануына ықпал жасайды;
5) Коммутациялық аппаратура: бас жоғары вольтты ажыратқыш, айырғыш, реакторды тұйықтайтын ажыратқыш;
6) Өлшегіш және қорғағыш аппаратура (кернеу, ток трансформаторлары, аспаптар т.б.).
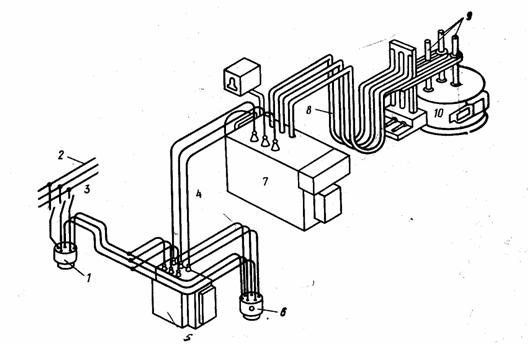 |
3.10 сурет - Электр доғалық пештің электр жабдықтары
1,6-ажыратқыштар; 2-жоғары вольтты шина; 3-айырғыш; 4-жоғары вольтты желі; 5-реактор; 7-пештік трансформатор; 8-қысқа желі; 9-электродтар; 10-пеш
Электр доғалық пештің 3.10 суретке сәйкес қағидалық электр сұлбасы 3.11 суретте келтірілген.
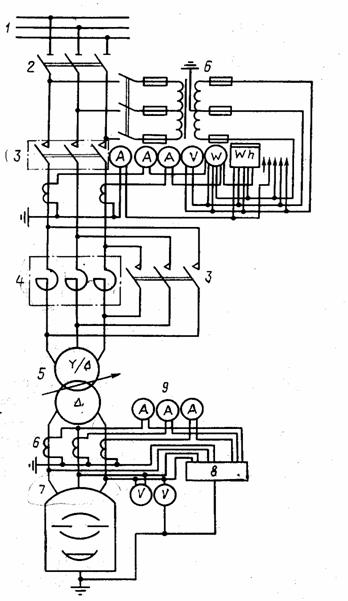
3.11 сурет - Доғалық электр қондырғысының қағидалық
электрлік сұлбасы
1- жоғары вольтты шина; 2-айырғыш; 3-ажыратқыш;
4- реактор; 5-пештік трансформатор; 6-өлшегіш (ток,
кернеу) трансформаторлар; 7-қысқа желі; 8-автоматтық
қуат реттегіш; 9- бақылау аспаптары
Қысқа желі ұзындығының аздығына қарамастан оның активтік, әсіресе индуктивтік кедергісі пештің жалпы кедергісінде елеулі орын алады. Олар пештің энергетикалық көрсеткіштеріне (қуаты, энергетикалық пайдалы әсер коэффициенті, қуат коэффициенті т.б.) едәуір ықпал етеді. Сондықтан қысқа желіні құрағанда оның активтік және индуктивтік кедергілерін азайтуға және фазалар бойынша тегістеуге, фазалардың өзара индукциясын төмендетуге тырысады. Қысқа желі фазаларының өзара индукциясының айырмашылығы болуы қуаттың бір фазадан басқаларға ауысуына әкеліп соғады. Бұдан кернеу симметриялы, ток және активтік кедергі тең болғанымен, фазалардың активтік қуаты әртүрлі болып шығады. Нәтижесінде бір фазаның қуаты жоғары (жабайы фаза), екіншісінікі төмен (өлі фаза) болады. Толық қуат сақталғанмен, қуат ауысуы пештің технико-экономикалық көрсеткіштеріне теріс ықпалын тигізеді. Себебі пеш ваннасы көлемінде бірқалыпты жылу бөлінуі бұзылады. Жабайы фаза маңында футеровка тозуы ұлғаяды, электрод шығыны өседі.
Аталған кемшіліктерді жою мақсатында әртүрлі қысқа желінің қосылу сұлбалары пайдаланылады (3.12 сурет):
1) трансформатор шығарыс шиналарындағы үшбұрыш (3.12 а сурет);
2) симметриялық емес үшбұрыш (3.12 б сурет);
3) электродтардағы үшбұрыш (3.12 в сурет).
а) б) в)
3.12 сурет - Электр доғалық пешінің қысқа желі қосылу сұлбалары
Ең үлкен симметриялы сұлба (1), ең аз симметриялы сұлба (3), ең көп қолданылатын сұлба (2). Ең келешегі бар болып триангуляцияланған үшбұрышты қысқа желі саналады. Бұл қысқа желі қосылысы 1-ші сұлбадан айырмасы электродтар мен трансформатордың шығару шиналарын қосатын токөткізгіштер бір жазықтықта емес тең қабырғалы үшбұрыштың төбелерінде орналасады. Фазалардың өзара индукциясы теңелуіне байланысты симметриялық емес коэффициенті ең төмені болады. Бұл сұлба қуатты пештерде қолданылады.
3.2.3 Доғалық пештің электрлік және жұмыстық сипаттамалары
Болат балқыту доғалық пештерінің жоғары технико-экономикалық көрсеткіштерін қамтамасыз ету үшін технологиялық үрдіс барысында электрлік режимдерін реттеп отыру қажет. Негізгі технико-экономикалық көрсеткіштерге меншікті электроэнергия шығыны (кВт сағ/т), өнімділік (т/сағ.), меншікті электродтар шығыны (кг/т), меншікті отқа төзімді материалдар шығыны (кг/т) т.б. жатады.
Электр режимдерін реттеуді нәрлендіру кернеуін немесе доға ұзындығын (доға тогын) өзгерту арқылы іске асыруға болады. Негізінен электр режимін реттеу доға ұзындығын, сонымен қатар токты үзіліссіз өзгерту арқылы жүргізіледі.
Пайдалы және толық актив қуатының, электрлік шығындардың, электр ПӘК, қуат коэффициентінің токтан тәуелділігі пештің электрлік сипаттамасы деп аталады.
Мұндай тәуелділіктерді пештің орнын басу сұлбасын қолданып салады. Электрлік көзқарастан доғалық пешті трансформатордың төменгі жағына қосылған активтік және индуктивтік кедергілер жинағы ретінде қарастыруға болады (3.13 сурет).
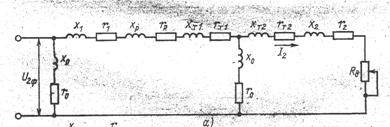 |
|||
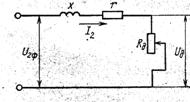 |
|||
а) б)
3.13 сурет - Доғалық пештің орын басу сұлбасы:
а – толық; б-қарапайым
Бұл орын басу сұлбасы үшін
дөңгелектік диаграмманы салуға болады (3.14 сурет).
Қысқа тұйықталу кезінде ![]() , ал ток
, ал ток ![]() .
.
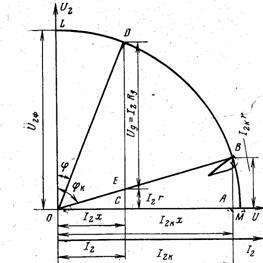
3.14 сурет - Доғалық пештің дөңгелектік диаграммасы
ОА –индуктивтік
кернеу құлауы ![]() ;
;
АВ - активтік
кернеу құлауы ![]() ;
;
![]() қысқа
тұйықталу кезіндегі кернеу мен ток арасындағы фаза
қысқа
тұйықталу кезіндегі кернеу мен ток арасындағы фаза
ығысуы;
ОВ – желі
кернеуі ![]() ;
;
ЕС –
![]() кедергісіндегі кернеу құлауы
кедергісіндегі кернеу құлауы
![]() ;
;
ОС – х кедергісіндегі
кернеу құлауы ![]() ;
;
ДЕ-
доғадағы кернеу ![]() ;
;
![]() - ток
- ток ![]() және кернеу
және кернеу ![]() арсындағы фазалық ығысуы.
арсындағы фазалық ығысуы.
R мен x белгілі болса қысқа тұйықталу кезіндегі кернеулер үшбұрышын салуға болады. Кернеудің активтік қосылғыштары вертикаль бойынша, реактивтілері горизонталь бойынша салынады (ОАВ үшбұрышы). Мұндай үшбұрышты кез келген ток үшін салып шығуға болады.
Салынған дөңгелектік диаграмма доға тогы мен кернеуінің (немесе доға кедергісінің) арасындағы байланысты береді. Бұл тәуелділікті пайдалана отырып электрлік сипаттамаларды анықтауға болады.
![]() ,
(3.9)
,
(3.9)
![]() ,
(3.10)
,
(3.10)
P![]() , (3.11)
, (3.11)
![]() , (3.12)
, (3.12)
S=![]() ,
(3.13)
,
(3.13)
![]() . (3.14)
. (3.14)
мұнда
![]() - қондырғының
электрлік жоғалысы;
- қондырғының
электрлік жоғалысы;
![]() - доғада бөлінетін қуат;
- доғада бөлінетін қуат;
![]() - қондырғының активтік
қуаты;
- қондырғының активтік
қуаты;
![]() - қондырғының толық қуаты;
- қондырғының толық қуаты;
![]() - қондырғының электрлік
ПӘК.
- қондырғының электрлік
ПӘК.
Бұл көрсеткіштер келесі формулалармен табылады.
Меншікті электр энергия шығыны, кВт сағ/т
![]() . (3.15)
. (3.15)
Сағаттық өнімділігі, т/сағ
![]() . (3.16)
. (3.16)
1 т болатты балқыту уақыты, сағ/т
![]() .
(3.17)
.
(3.17)
Толық пайдалы әсер коэффициенті
![]() .
(3.18)
.
(3.18)
3.15 сурет - Доғалық пештің электрлік және жұмыстық сипаттамалары
3.3 Рудатермиялық пештер
3.3.1 Рудатермиялық пештердің қолдануы және жіктелуі
Рудатермиялық пештер (РТП) рудатотықсыздандыратын және руда балқытатын болып бөлінеді. Руда тотықсыздандыратын пештерде рудадан таза метал немесе олардың қорытпалары алынатын тотықсыздандыру үрдістері жүргізіледі. Бұл пештерде шойын, марганец, молибден, кремний, ферромарганец, феррохром, т.б. алынады. Сонымен қатар бұл пештерді фосфор, кремний карбидін, никель штейнін алуға пайдаланады. Руда балқытатын пештерде отқа төзімді материалдар, базальт, диабаз т.б. балқытылады.
РТП-ң өзіне тән ерекшеліктері бар:
1) Суық күйінде электр өткізбейтін шихта электр тогын тек жоғары температурада, доғамен қыздырғанда ғана өткізеді. Өткізгіш шихтадан ток өткенде қосымша бөлінетін жылу шамасы технологиялық үрдіске байланысты жалпы жылу балансының аз бөлігінен (рафинациялау пештері) негізгі бөлігін құрайды (карборунд алу пештері). Көбінесе РТП аралас әсерлі қондырғыларға, доғалық кедергілік пештерге жатады.
2) РТП-де көптеген әртүрлі технологиялық үрдістер жүргізіледі, осыған байланысты олардың құрылымы өзгереді.
3) РТП-де жүргізілетін үрдістердің энергия сыйымдылығы материалдардың балқу температурасының жоғарылығына, шығатын қождың пайдалы өнімнен едеуір көптігіне, реакциялардың үлкен жылу жұтуымен жүретіндігіне байланысты өте үлкен, ондаған мың кВт/т-ға дейін жетеді.
4) көбінесе шығарылатын өнім көлемінің ірілігінен (шойын, фосфор т.б алу) өте қуатты пештер қолданылады (100 МВт дейін). Шихтаны тиеуде, қожды, балқытпаны түсіруде, пештерден шығатын газдарды (СО) аластауда көптеген қиыншылықтар туады.
5) пештер 1-1,5 жыл үздіксіз жұмыс істейді, сондықтан олардың аса қызатын жерлерінің жоғары сенімділігі, сумен суытылуы қажет.
6) электр режимі доғалық метал балқыту пештеріне қарағанда тынық. Доға тұрақты жанады. Ток өзгерісі шамалы, эксплуатациялық қысқа тұйықталу жоқ.
Рудатермиялық пештер өңделетін материалдардың сан-алуандылығына және құрамдарының күрделілігіне, шығарылатын өнімнің ассортиментінің көптігіне байланысты әртүрлі болып келеді:
1. Қожсыз немесе аз қожды;
2. Көп қожды
3. Рафинациялық
4. Блок-үрдістер
Бірінші пештерде ферромарганец, кальций карбидін, феррохром т.б. өндіріледі. Қимасы тік бұрышты немесе дөңгелек футеровкамен қаланған шахта болып табылады (3.16 а сурет).
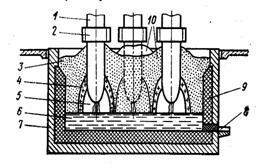
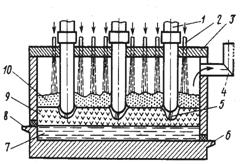
а) б)
3.16 сурет - Рудатермиялық аз (а) және көп қожды (б) пештер
Аз қожды пеште электродтар (1) электрод ұстағыштарда (2) бекітіліп, оның жұмыс кеңістігіне шихтаға (3) түсіріледі. Доға электрод ұшымен балқытпа арасында қызу ісерінен бірігіп жымдастырылған шихтамен (4) шектелген газ қуысында (5) («тигель» деп аталатын) жанады. «Тигель» қабырғасы балқуымен шихта отырып, ванна 6 тереңдігі ұлғаяды. Пештің түбі (7) және қабырғасы (8) графиттік блоктармен қаланады. Балқытпа өңеш (8) арқылы төгіледі.
Көп қожды пештерде фосфор, никель штейні т.б. алынады (3.16 б сурет). РТП тік бұрышты немесе дөңгелек қалыпты үш немесе алты электродтары (1) болады. Шихта (10) күмбездегі арнайы құрылғы (2) арқылы тиеледі. Ток электродтан (1) доға (5) қож (9) балқытпаға (7) өтеді. Үрдіс кезінде пайда болатын газды арнайы сорғыш (4) шығарады.
Рафинациялық пештерде көміртексіз немесе аз көміртекті ферромарганец, феррохром, металдық кремний, никель алынады. Бұл пештер периодты жұмыс істейді, еңкейтілетін болып жасалады, балқыту доғалық болат балқыту үрдісіне ұқсас. Шихтаны пешке салып балқытады, рафинациялайды, содан кейін оны және қожды төгеді.
Блок-үрдістері электрокорунд, ферровольфрам, бор карбидін, периклаз т.б. алуға қолданады. Балқу температурасы жоғары болғандықтан, бұл материалдар қысқа уақытқа ғана балқиды. Ванна түбінде пайда болған балқытпаның төменгі жағы қата бастайды. Оның үстінен шихта салынып, бірте-бірте балқытылады. Пеш толғаннан кейін электродтарды көтеріп, алынған блокты ваннамен бірге пеш астынан шығарады. Блок суығаннан кейін оны алып, ары қарай өңдеуге (ұсату, кесу ) жібіреді.
3.3.2 Рудатермиялық пештерінің электр жабдықтарының ерекшеліктері
Қуаты өте жоғары болғандықтан, РТП-де көмірден жасалған диаметрі 1200-1400 мм, графиттелген диаметрі 800 мм дейін және температура әсерінен өздігінен бірігіп қатаятын диаметрі 2000 мм немесе тік бұрышты 3200х850 мм дейін электродтар пайдаланылады. Өздігінен бірігіп жымдасатын электродтар паста тәріздес электродтық массамен (кокс, тас көмірлі смола, пек қоспасы) толтырылған қалыңдығы 1,5-2,0 мм болаттан дайындалған дөңгелек немесе тікбұрышты қаптама болып табылады.
РТП-ң қысқа желілері доғалық болат балқыту пештеріне қарағанда бір деңгей жоғары қуат өткізеді. Сондықтан қысқа желі симметриялығына, активтік және реактивтік кедергісінің минималдығына ерекше талаптар қойылады. Осы себептен келесі қысқа желі сұлбалары пайдаланылады: үш фазалы немесе бір фазалы трансформаторлы электродтарда үшбұрыш және трансформатордағы компенсацияланған жұлдыз (кейінгі сирек).
Ең жақсы симметрияны бір фазалы трансформаторлы электродтардағы үшбұрыш береді. Компенсацияланған жұлдыз толық симметрияны, минималдық реактивтік кедергіні қамтамасыз етеді, бірақ оның құрылымдық орындалуы өте қиын. Тік бұрышты РТП-де әрқайсысы екі жұп электродтарды нәрлендіретін үш бір фазалық трансформаторлар сұлбасы жиі қолданылады.
Қысқа желі үш бөліктен тұрады – пеш трансформаторының сыртқа өткізгішін қозғалмайтын мыс башмакпен қосатын қатты шиналар (құбырлар) пакеты, иілгіш кабельдер немесе ленталар пакеты, иілгіш ток өткізгіштер бекітілген қозғалғыш башмак пен электрод ұстағышты қосатын сумен суытылатын мыс құбырлар.
Минималдық индуктивтікті және активтік кедергіні қамтамасыз ету үшін таратылған және араластырылған қатты шиналар (құбырлар) пакеті (тура және кері шиналардың кезектесуі немесе фазалардың кезектесуі) қолданылады.
РТП электр жабдықтары негізінен доғалық болат балқыту пештеріндегідей. Тек жабық доғамен шихта астында жұмыс істейтін пештерде айырмашылық бар. Жоғары қуат пен температура доғаның өте тұрақты жануын камтамасыз етеді. Эксплуатациялық қысқа тұйықталудың жоқтығынан қосымша индуктивтік - реактор қолданылмайды. Бұған қоса индуктивтікті азайту үшін күштік тізбекке реактивтік қуатты бойлай компенсациялау қондырғысын қосады. Конденсаторлық батареяларды пештің екінші тізбегіне ток шамасының үлкен болуына байланысты тікелей қосу қиын болғандықтан, арнайы бөлгіш трансформаторлар арқылы қосады. Әдетте трансформаторлар кернеу сатыларын жүктеме астында ауыстыру мүмкіндігімен жасалады. Бойлай компенсациялау қондырғылары қуат коэффициентін 0,70-0,85-тен 0,95-ке дейін көтереді. Сонымен қатар пеш өнімділігі орташа 12 %-ға өседі, ал меншікті электр шығыны 4 %-ға дейін төмендейді.
РТП-ң жұмыс режимдерін реттеу доғаның ашық немесе жабық жануына байланысты жүргізіледі. Ашық доғалы пештерде (рафинациялау пештері, блок үрдістер) режимдері ұқсас болғандықтан, доғалық болат балқыту пештерінде қолданылатын әдістер мен реттегіштер пайдаланылады.
Жабық доғалы пештерде тек пешке берілетін қажетті қуат дейгейін ғана емес, сонымен қатар доға мен шихтада бөлінетін қуат қатынасын ұстап тұру қажет. Сондықтан режимді электродтарды қозғалтып реттеу шектеулі. Негізгі реттеу жолы кернеуді өзгерту болып табылады. Доғаның тынық жануы, электродтарды көп қозғалтудың қалаусыздығы сезімтал, бірақ баяу реттегіштерді қолдануды кажет етеді.
3.4 Плазмалық үрдістер және қондырғылар
3.4.1 Плазмалық қондырғылардың ерекшеліктері, қолданылуы және жіктелуі
Ашық ауада жанған доға бағанасының температурасы 6000-8000 К. Егер доға бағанасын суытып, қысатын болса, оның температурасы 10000-20000 К және одан да жоғарыға көтеріледі. Мұны бірнеше жолмен іске асыруға болады: жоғары жылдамдықты (дыбыс жылдамдығымен шамалас) параллель және жанама газ ағынымен немесе магнит өрісінің әсерімен.
Мұндай доға ауадағыға қарағанды орнықты жанады, ұзындығы үлкенірек, ток тығыздығы, доға бағанасындағы потенциал градиенті, қуат шоғырлануы жоғары болады.
Жоғары температурада газдың ионизациялану дәрежесі үлғаяды, оның жоғары ионизацияланған күйі төменгі температуралы плазма деп аталады (50 000 К дейін).
Төменгі температуралы плазма ағынын алу үшін газды электр доғасымен қыздыру жүргізетін электротехникалық аппарат плазмотрон немесе төменгі температуралы плазма өндіргіштері деп аталады.
Доғалық плазмотрондар жоғары вольтты (2-6 кВ, 50-500 А) және төменгі вольтты (100-800 В, 2-10 кА) болып бөлінеді. Бірінші қондырғылардың доға ұзындығы үлкенірек, сыртқы беті кеңдеу, ал екіншілерінде энергия бөлінуі шоғырланған болады.
Қазіргі кезде көпшілік плазмотрондар тұрақты токпен жұмыс істейді. Айнымалы токты плазмотрондарда токтың әр период сайын нөлден өткенде доғаның сууы оның жиі үзіліп, тұрақсыз жануына әкеліп соғады.
Плазмотрондар, анод ретінде өңделетін металды қолданғанда, тікелей әсерлі, анод ретінде плазмотрон корпусын қолданып, қыздыру соплодан шығатын газ арқылы жүргізілгенде, жанама әсерлі болып ажыратылады.
Плазмотрондар доғаны тұрақтандыру бойынша келесідей бөлінеді (3.17 сурет):
- параллель газ ағынымен;
- бұратылған газ ағынымен;
- доғаны магнит өрімен қысу.
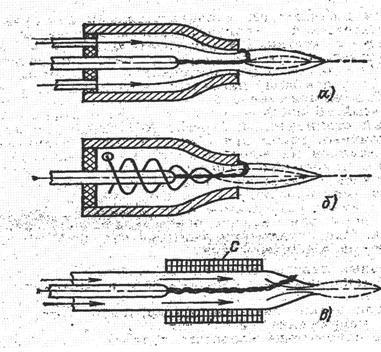
3.17 сурет - Плазматрондар сұлбасы
Плазмалық технологияның қолданылуы:
- газдарды қыздыру (табиғи газдан ацетилен алу);
- арнайы металлургия;
- металдарды плазмалық пісіру және кесу;
- шаңдатып және жағып қаптау;
- ұнтақтық металлургия;
- қатты тұрмыстық қалдықтарды қайта өңдеу.
Плазмотрондарда плазма алу үшін әртүрлі газдар пайдаланылады: аргон, гелий, азот, сутегі. Аргон мен гелий тапшылығы және қымбаттылығына байланысты арнайы технологиялық үрдістерде ғана шектеулі пайдаланылады. Жылу өткізгіштігі және жылу сыйымдылығының жоғарылығына байланысты азот атмосферасындағы электр доғалық разряды кезінде электр энергиясы жылуға айналуы тиімді. Сутегінің жылу өткізгіштігі жоғары, бағасы төмен, тапшы емес. Бірақ жоғары температурада электродтарға зиянды бұзу әсер етуіне себепті сутегі аргонмен бірге қолданылады.
3.4.2 Плазмотрондардың энергетикалық сипаттамалары
Плазмотрондардың энергетикалық сипаттамаларына доға параметрлерінің жұмыс істеу шарттарынан – плазма тудыратын газ түрі, қысым, геометриялық өлшемдер, электрод материалдары, температурасы, магнит өрісінің кернеулігі т.б., тәуелділігі жатады. Бұл факторлардың бәрін бірдей ескеру өте күрделі болғандықтан, плазматронның вольтамперлік сипаттамасын анықтау үшін көптеген эксперимент нәтижелерін жалпылау жолымен алынған эмпириялық формулаларды пайдаланады.
Бір камералық тұрақты токты ауада құйынды тұрақтандырылған аноды цилиндрлік қуысты плазмотрон үшін вольтамперлік сипаттама келесідей теңдеумен өрнектеледі
![]() (3.19)
(3.19)
Сутегімен жұмыс істегенде:
![]() (3.20)
(3.20)
Мұнда ![]() -доға тогы;
-доға тогы;
![]() - плазма туғызатын газ шығыны;
- плазма туғызатын газ шығыны;
![]() - шығыстағы электродтың
ішкі диаметрі;
- шығыстағы электродтың
ішкі диаметрі;
![]() - разрядтық камерадағы
қысым.
- разрядтық камерадағы
қысым.
Осы плазмотрондардың ПӘК үшін келесі формулалар алынған
![]() (3.21)
(3.21)
![]() (3.22)
(3.22)
Мұнда ![]() - электродтың өзіндік
ұзындығы
- электродтың өзіндік
ұзындығы
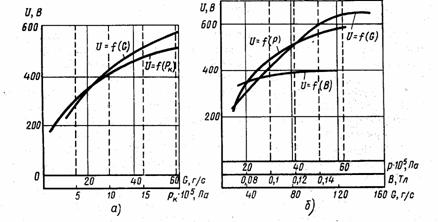
3.18 сурет - Плазматрондардың энергетикалық сипаттамалары
а) құйынды тұрақтандырылған плазматронның кернеуінің газ шығыны мен қысымынан тәуелділігі б) магниттік тұрақтандырылған плазмотронның кернеуінің магниттік индукциядан, газ шығынынан және қысымынан тәуелділігі
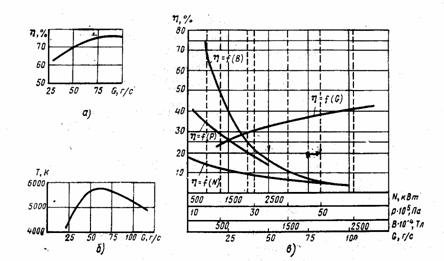
3.19 сурет - Плазмотрондардың энергетикалық сипаттамалары
а) құйынды тұрақтандырылған плазматронның термиялық ПӘК газ шығынынан тәуелділігі; б) газдың шығу орта массалық температурасының шығынынан тәуелділігі; в) магниттік тұрақтандырылған плазмотронның ПӘК оның қуатынан, қысымынан, магнит индукциясынан тәуелділігі.
Плазмотрондарды нәрлендіру үшін сыртқы сипаттамасы тік құламалы қуат көздері қолданылады:
- токты автоматтық
тұрақтандыратын басқармалы вентильдер негізіндегі қуат көздері
(3.20 сурет). Қуатты жоғары вольтты плазмотрондарды
нәрлендіруге пайдаланылады, әр плазмалық қондырғы
үшін жеке дайындалады;
Плазмотрон

3.20 сурет - Автоматтық ток тұрақтандырғышты қуат көзінің сұлбасы
- қанықтырылатын дроссельді және магниттік басқарылатын трансформаторлы қондырғылар;
- үш фазалы электр тізбегінде кернеу резонансы қағидасымен жұмыс істейтін параметрлік қуат көздері.
Екінші және үшінші қуат көздері стандартты дайындалады, төменгі вольтты плазмотрондарда пайдаланылады.
3.4.3 Плазмалық қондырғылар
Плазмалық-доғалық пештер екі түрлі болуы мүмкін:
- отқа төзімді футеровкалы балқыту пеші;
- сумен суытылатын кристаллизаторлы қайта балқыту пеші.
Плазмалық-доғалық пештің құрылымы, қалпы, футеровкасы әдеттегі доғалық пештікіндей. Пештің түбіне сумен суытылатын балқытпамен жанасатын мыс анод орнатылады (3.21 сурет). Электродтар орнына пеш төбесіне немесе бүйіріне бір немесе бірнеше плазмотрондар орнатылады.
Плазмалық кесу доға беку дағында бөлінетін және плазма ағысы әкелетін энергия есебінен металдың балқуы және булануы арқылы іске асады. Металды кесу плазмалық доғамен немесе плазмалық ағынмен жүргізіледі (3.22 сурет). Екінші сұлба қалыңдығы үлкен емес металдарды кесу үшін пайдаланылады.
3.21 сурет - Доғалық-плазмалық пештер
а) ваннасы футеровкаланған: 1-плазмотрон; 2-футеровка; түптік электродтар; шихта; 5- плазмалық доғалар.
б) кристаллизаторлы: 1-құйма; 2-кристаллизатор; 3-плазмотрон; 4-пеш корпусы; 5-дайындаманы беру және айналдыру механизмы; 6-қайта балқытылатын дайындама; 7-қуат көзі; 8-құйманы суыру механизмы
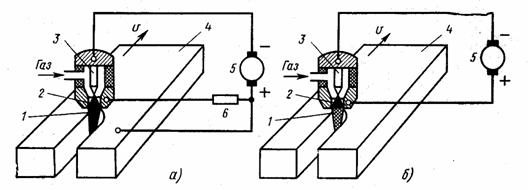
3.22 сурет - Плазмалық доғамен (а) және плазмалық ағынмен (б) кесу сұлбасы
1-плазма ағыны; 2-доға; 3-катод; 4-кесілетін метал; 5-қуат көзі; 6-кезекші доғаның тогын шектейтін кедергі.
Кезекші (кесу жүргізілмейтін) режимде доға катод және сопло арасында жанады, ток арнайы кедергі арқылы өтіп, онымен шектеледі. Кесу үрдісінде доға кесілетін металға ауысады.
Плазмотронның жоғары қуаттылығы және плазманың динамикалық әсері қалың металдарды қосымша сымсыз, метал жиегін өңдеусіз, бір жүрісте пісіруге мүмкіндік береді. Плазмотрон осіне бұрыштап бағытталған қосымша фокустаушы газ ағыны (аргон мен гелий немесе сутегі қоспасы) пісіру ваннасының аз ғана аумағында қыздыруды шоғырландырып қоршаған ортадан қорғайды (3.23 а сурет).
3.23 сурет - Плазмалық пісіру сұлбалары:
а) қорғағыш газ астында б) шашырату және в) шаңдату:
а) 1- пісіргіш қуат көзі; 2-жоғары жиілікті өндіргіш; 3-балқымайтын электрод; 4-плазма туғызатын газ; 5-суытатын су; 6-қорғағыш газ; 7-қорғағыш газ үшін сопло; 8-бұйым.
Плазмалық шаңдату және балқытып құю әдістерімен коррозиялық төзімді, қыздыруға берік және басқа қаптама алынады. Шаңдатқанда жағылатын материал бөлшектері балқытылып, жоғары жылдамдықпен қатты қыздырылған бұйым бетіне жағылады. Бұйым беті балқу температурасына жеткенде шаңдату үрдісі балқытып құюға айналады. Жағылатын материал электр өткізгіш сым (3.23 б сурет) немесе электр өткізбейтін ұнтақ (3.23 в сурет) болуы мүмкін. Плазмалық балқытып құйғанда бұйым мен жағылатын материал ток тізбегіне қосылады.
Әдетте доғалық (немесе басқа) пештерде алынған метал сапасын жоғарылату үшін оны төменгі қысымда вакуумдық доғалық пештерде (ВДП) қайта балқытып, зиянды қоспалар мен газдардан тазартады. Көбінесе ВДП жоғары реакциялық металдарды (титан, ниобий, вольфрам, цирконий, тантал, молибден) және жоғары сапалы арнайы болатты қайта балқытуға қолданады. Жұмыс камерасындағы қысым 1,000-0,001 Па-ға дейін төмендетіледі. ВДП бірнеше жүз кг-нан 50-60 т-ға дейін құймалар алуға болады. Электрод ретінде ВДП әртүрлі металлургиялық өңдеумен алынған құймаларды пайдаланады. Кейде балқытылмайтын электродтар қолданып, пешке қайта балқытылатын метал кесектері салынады. Бұл тәсілдердің әрқайсысы екі түрлі сұлбамен іске асырылады: бітеу кристаллизаторға балқыту (3.24 а сурет), құйманы суырып алуға балқыту (3.24 б сурет).
Метал электрод пен сұйық метал ваннасының арасында жанатын доғамен балқытылады. Метал тамшылары вакуум ортадан өткенде қоспалардан және газдардан тазарып, құйманың жоғары жағындағы сұйық
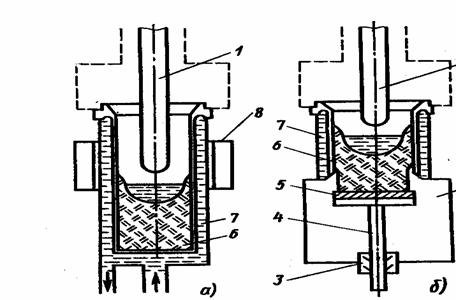
3.24 сурет - Вакуумдық доғалық пештер а) бітеу кристаллизаторлы және б) құйманы суырып алмалы
1-электрод; 2-суытқыш; 3-штоктың вакуумдық тығыздаушысы; 5-түпқойма; 6-құйма; 7-кристаллизатор; 8-соленоид.
ваннаға жиналады. Кристаллизаторды қатты суыту металдың тез қатайып кристаллизациялануын қамтамасыз етеді. Доғаны тұрақтандыру, кернеуді көтеру, ваннаны араластыру арқылы металдың құрылымын жақсарту үшін үрдіс барысында доғаға соленоид магнит өрісімен әсер етеді. Балқытып құю аяқталғаннан кейін вакуумды тоқтатады, кристаллизаторды ажыратып, суытады, құйманы түсіреді.
Вакуумде метал қатты шашырап, кристаллизатор қабырғасында тамшылар түрінде қатады. Сондықтан бұл қабаттан тұратын құйманың сырты іркілдек болып қалыптасады және қосымша сыдыруды қажет етеді.
ДВП-де балқыту тұрақты токпен жүргізіледі. Айнымалы ток доғасы терең вакуумның болмауынан, кристаллизатордың қатты суытылуынан тұрақсыз жанады.
Электрод-катодпен балқыту тік полярлы доғамен балқыту деп аталады. Ал электрод-анодпен балқыту кері полярлы деп аталады. Әдетте кері полярлы доға қолданылады. Оның себебі электрондар атқылауынан ванна қосымша қыздырылып, құйманың жақсы қалыптасуына әсер етеді. Доғалық вакуумдық балқыту доға ұзындығын қатаң қадағалауды талап етеді. Доға ұзаратын болса кристаллизатор қабырғасына ауысып, оны күйдіріп кетуі мүмкін. Суытқыштан шыққан судың металмен жанасуы тасырлақ газ тудырып, жарылысқа әкеліп соғуы мүмкін. Доғаның ұзындығының азаюы электрод пен ванна аралығын метал тамшылары тұйықтағанда токтың көтерілуін, ажыратылғанда кернеудің ұлғаюын туғызады. Әдетте ДВП ұзындығы 3-5 см доғамен жұмыс істейді.
Өндірістік ДВП 1 санатты электр тұтынушыларына жатады. Көбінесе әр пештің өзінің қуат көзі болады. ДВП кернеу ауытқуына өте сезімтал болғандықтан түзеткіш қондырғыларында үш фазалық көпірлік немесе алты фазалық нөлдік түзету сұлбалары пайдаланылады (3.25 сурет).
ДВП үшін оптималдық қуат көзі болып ток көзі табылады: қуат көздерінде жүктеме тогы бойынша кері байланысты қолдану, резонанстық параметрлік ток көзін пайдалану (3.26 сурет).
|
3.25 сурет - ВДП ТВ тиристорлық түрлендіру агрегатының сұлбасы |
Вентильдердің аса жүктелуге қабілетінің төмендігі тамшылық қысқа тұйықталу кезінде токты қатаң шектеуді қажет етеді. Тиристорлық агрегаттар жоғары дәлдікпен ток тұрақтандыруымен қатар ПӘК жоғары, габариттік өлшемдері және массасы шағын болады. 3.25 суретте тиристорлық ТВ агрегатының сұлбасы келтірілген. Трансформатордың екінші орамасына кері жұлдызды екі топ тиристорлар қосылған. Тегістегіш L1 және L2 реакторлары қысқа тұйықталу кезінде орын алатын токтың күрт ауытқуын шектейді. Ш1, Ш2 шунттары және ДТ1, ДТ2 ток трансформаторлары ток күшін өлшеуге пайдаланылады. Агрегаттарда импульстық-фазалық басқару қолданылады. Параметрлік ток көзінің құрамына А |
|
3.26 сурет - Параметрлік ток көзінің қағидалық сұлбасы |
фазасына қосылған кернеуді жүктеме
астында реттегіші бар және басқарылмайтын вентильдерді
қоректендіретін трансформатор кіреді (3.26 сурет). В фазасына токты
реттейтін магниттеуші орамасы бар дроссель, С фазасына сыйымдылығы
реттелетін конденсаторлық батарея қосылған. Реттеудің
негізгі шарты |
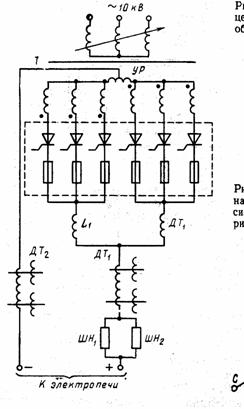
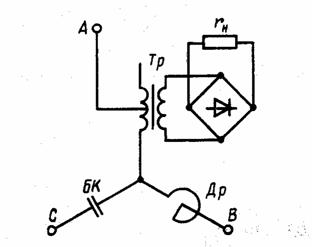
Электр жабдықтарының маңызды элементі болып электрод берілу жылдамдығына әсер ететін автоматтық режим реттегіш табылады. Бұл реттегіш электродтың балқу жылдамдығын тұрақтандырады немесе берілген бағдарлама бойынша өзгертеді, доғаны жағуды, бүйірлік доға режимін және көлемдік разряд тууын болғызбауды қамтамасыз етеді.
3.6 Электр доғалық пісіру
3.6.1 Электр доғалық пісірудің қолданылуы және жіктелуі
Электр доғалық пісіру машина құру және құрылыс саласындағы негізгі технологиялық үрдіс болып табылады.
Электр доғалық пісіру - әртүрлі бөлшектерді электр доғасы көмегімен балқыту арқылы ажырамайтын біріктіру алу үрдісі.
Пісіру орнын қыздыру және металды балқыту үшiн айнымалы және тұрақты тоқ доғасы пайдаланылады. Әдетте пісіріленетiн бөлшек пен электрод арасындағы жанатын тура әрекеттi доға қолданылады. Пісіру балқымайтын және балқитын электродтармен жүргізілуі мүмкін. Балқымайтын электрод ретінде балқу температурасы жоғары материалдар қолданылады (көмiр, вольфрам) және олар пісіру тігісін қалыптастыруға қатыспайды. Мұндай пісіру түрiнде пісіру аумағына қосымша қоспа материалдар енгiзiледi.
Көбiнесе балқитын электродты пісіру
қолданылады. Электродтың металы мен пісірілетiн метал
бұйымдардың шетi балқып бірігіп, пісіру ваннасын
құрайды. Балқыған электрод металы пісіру ваннасына
тамшы түрінде ағады. Металмен бірге пісіру кезінде электрод жабыны
немесе флюс астында пісіру кезінде флюс балқиды. Балқыған
метал мен қож арасында химиялық реакциялар жүреді. Қож құрамына
әдетте ![]()
![]() т.б. және
әртүрлі тұздар
т.б. және
әртүрлі тұздар ![]() кіреді. Қож метал қасиеттерін
жақсартады, доғаның жануын тұрақтандырады. Жабын
құрамына сонымен қатар келесі заттар кіреді: крахмал,
декстрин, целюлоза, ағаш ұнтағы, бор, мрамор т.б.
Доғаның әсерінен олар ыдырап, пісіру ваннасын ауадан
қорғайтын газ тудырады. Кейде пісіру орнын қоршаған
ортадан қорғау үшін арнайы газдар (аргон, аргон-гелий, азот,
көмір қышқыл газы) қолданылады.
кіреді. Қож метал қасиеттерін
жақсартады, доғаның жануын тұрақтандырады. Жабын
құрамына сонымен қатар келесі заттар кіреді: крахмал,
декстрин, целюлоза, ағаш ұнтағы, бор, мрамор т.б.
Доғаның әсерінен олар ыдырап, пісіру ваннасын ауадан
қорғайтын газ тудырады. Кейде пісіру орнын қоршаған
ортадан қорғау үшін арнайы газдар (аргон, аргон-гелий, азот,
көмір қышқыл газы) қолданылады.
Балқитын электродтың 80-95 % бөлігі ваннаға тамшылап ауысады, ал қалған 5-15 % бөлігі буланып және шашырап жоғалтылады.
Доға ұзындығының (4-7 мм) және доғадағы потенциал градиентінің аздығына байланысты
доғадағы кернеу құлауы 8-12 В құрайды.
Анодтық және катодтық кернеу құлауы ![]() болғандықтан,
жалпы электрод пен ванна арасындағы кернеу құлауы 18-45 В
болады. Мұндай жағдайда қуат көзінің бос
жүріс кернеуі
болғандықтан,
жалпы электрод пен ванна арасындағы кернеу құлауы 18-45 В
болады. Мұндай жағдайда қуат көзінің бос
жүріс кернеуі ![]() болуы
қажет.
болуы
қажет.
Механизациялау деңгейі бойынша доғалық пісіру қолдық, жартылай автоматты және автоматты болып ажыратылады. Қолдық пісіру кезінде тігісті қалыптастыру операцияларын жұмысшы-пісіруші қолымен жүргізеді. Қолдық пісіру жабыны бар балқитын электродпен немесе газбен қорғалатын балқитын электродпен іске асырылады (3.27 сурет).
|
3.27 сурет - Доғалық қолдық пісіру сұлбасы 1-метал; 2-пісіру ваннасы; 3-кратер; 4-пісіру доғасы; 5-балқытылған метал; 6-балқытып құйылған метал; 7- қож қабығы; 8-сұйық қож; 9-электрод жабыны; 10-электрод өзегі; 11-электрод ұстағыш; 12-пісіру тізбегі; 13-қуат көзі |
Қолдық пісірудiң өнiмдiлiгi қуат шектеулігіне және пісірушiнiң электродтарды ауыстыруға уақыт жіберуіне байланысты жоғары емес. Қолдық пісіру көп еңбек сіңіруді керек етеді, денсаулыққа зиянды, жоғары деңгейлі көп мамандарды қажет етеді. Жартылай автоматты балқитын электродпен пісіру кезінде операциялардың бір бөлігі автоматтандырылады: электродтық сымды немесе флюсты пісіру орнына беру, оттықты тігіс бойымен жылжыту т.б. |
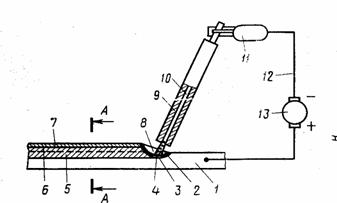
Механизацияландыру және автоматтандыру нәтижесінде пісіру өнімділігі 5-20 есе өседі, тігіс сапасы жоғарылайды, электр энергиясы және материалдар үнемделеді.
Әдетте жартылай автоматтарымен пісіру кезінде сым немесе басқа пісіру материалдарын доға жану орнына беру механизацияландырылады, ал оттық пісіру тігісі бойымен қолмен жылжытылады.
Кеңінен қолданылатын газ астында пісіретін жартылай автомат құрамына шлангілі (2) оттық (1), электродтық сымды беруші механизм (3), сым оралған кассета (5), басқару шкафы (4), пісіру және басқару тізбегінің өткізгіштері (10), (9), берілетін газ параметрлерін реттейтін және өлшейтін аппаратура (8), шланг (6), қуат көзі (7) кіреді (3.28 сурет).
Флюс астында пісіру жартылай автоматтарында газ аппаратурасы флюс беретін құрылғылармен алмастырылады. Пісіру оттықтары 125-630 А токтарға арналып жасалады, өздігінен немесе ауа не сумен мәжбүрлі түрде суытылады.
Ұзын сымды қолдану электродты ауыстыруға кететін үзiлiстi болдырмауға мүмкiндiк бередi. Флюс пісіру доғасын, ваннасын және тiгiсiн атмосфералық әсерден қорғау үшiн қолданылады. Түйіршіктелген флюс (1) пісіру сымы (2) металл және флюс буына толған газдық көпiршiк (3) ішінде жанатын доғаға енгізіледі ( 3.29 сурет).
|
3.28 сурет -Жартылай автоматты пісіру жабдықтары |
Тұрақтандырушы қоспасы бар флюстер, доғаның тұрақты жануын қамтамасыз етедi. Газдық көпiршiктегi жоғары қысым доғаның қуаты жоғары болған жағдайда да металл шашырауына мүмкiндiк бермейдi. Балқыған флюс пісіру тiгiсiн жауып тұрады, одан соң қож қабыршығы (5) түрінде қатады. |

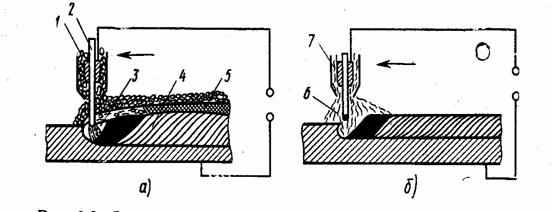
3.29 сурет - Флюс (а) және қорғаушы газ (б) астында пісіру сұлбасы
Балқыған флюстiң металмен әрекеттесуi оның механикалық қасиетiн жоғарылатуға мүмкiндiк бередi. Флюс пісіру аумағына берiледi және арнайы пневматикалық құралдар көмегiмен осы зонадан сыртқа шығарылады. Пісіру ваннасындағы метал тігіс (4) түрінде кристаллизацияланады. Электродты сымға пісіру тоғы түйiспелi мундштук арқылы берiледi.
Қорғағыш газ астында пісіргенде доға біраз қысыммен сопло (7) арқылы берілетін арнайы газбен (6) қоршалады (3.29 б сурет). Бақылаулы атмосфералы камерада инертті газдар көмегімен пісіру тез тотығатын металдарды біріктіру үшін қолданылады.
Пісіру автоматтары доғаны механизациялы қоздыруын және жануын, пісіру материалдарын беруді және доғаны пісіру түзуімен жылжытуды іске асырады. Автоматты пісірумен өте жауапты құрылымдарды жасайды: қазандықтар, үлкен диаметрлі құбырлар, цистерналар, теңіз кемелерінің корпустары т.б. Пісіру автоматтары электродты қозғалту, бағытын және орналасуын түзету, электродтық сымды тарқату механизмдерімен, флюс беру және сорып алу құрылғыларымен, газ беру және оның шығынын өзгерту аппаратурасымен қамтамасыз етіледі. Автоматтар аспалы, өздігінен жүретін, жалпы немесе арнайы пісіру тракторы түрінде болуы мүмкін. Пісіру тракторы негізінен флюс астында пісіруге арналған өздігінен жүретін агрегат, оның арбашасында пісіру оттығы, қозғалту және түзету механизмі, флюстік аппаратура, басқару жүйесі орналасады.
Автоматты пісіруді іс жүзінде іске асыру үшін доға ұзындығын автоматты түрде ұстап тұруды қамтамасыз ету керек. Бұл шарт екі жолмен шешілуі мүмкін:
1) Доғаның режиміне, яғни оның тоғы мен кернеуіне байланысты электродты беру жылдамдығын реттеуді пайдалану.
2) Электрлік доғаның өзіндік реттелу құбылысын пайдалану.
Бірінші әдісті пайдаланған кезде әдетте доғаның кернеуі және сымды беру жылдамдығы арасындағы пропорцияны ұстап тұру қажет. Бұл типтегі автоматтар төмен токты пісіру кезінде қолданылады. Өнімділігі жоғары автоматтарда, тоқ тығыздығы жоғары болған жағдайда доғаның өзіндік реттелу құбылысы пайдаланылады.
Өзіндік реттелудің тиімділігін қамтамасыз ету үшін қоректендіру көзінің сыртқы сипаттамасы қолмен пісіруге қарағанда қатаң болуы қажет. Мұндай сипаттамалар жазық құламалы болады. Флюс қабаты бар доғалық пісіру үшін технологиялық талапқа сәйкес айнымалы немесе тұрақты тоқ пайдаланылады. Тоғы 300-400 А асқанда айнымалы тоқ пайдаланылады. Автоматты пісіру пісірудің сапасын және өнімділігін ерекше арттыруға мүмкіндік береді.
3.6.2 Электр доғалық пісіру қуат көздері
Доғалық пісіру үшін тұрақты және айнымалы ток көздері қолданылады. Тұрақты ток көзі ретінде арнайы пісіру генераторлары және пісіру түзеткіштері пайдаланылады. Тұрақты ток генераторларының энергетикалық және пайдаланулық кемшіліктері болуы байланысты көбінесе доғалық пісіру үшін айнымалы ток көздері - арнайы трансформаторлар қолданылады.
Тағайындалуы бойынша пісіру ток көздері бір постылы және көп постылы болып бөлінеді.
Құрылымы бойынша пісіру ток көздері стационарлық және жылжымалы болып жасалады.
Пісіру ток көздері электр желісінен және іштен жанатын қозғалтқыш жетекті қондырғылар болып келеді.
Ток көздерінің негізгі көрсеткіштері болып оның кернеуінің жүктеме тогынан тәуелділігі - сыртқы сипаттамасы табылады. Сонымен қатар бұған доғадағы кернеудің пісіру тогынан тәуелділігі –доғаның статикалық сипаттамасы қосылады. Доғаның тұрақты жануы үшін қуат көзінің сыртқы сипаттамасы мен доғаның статикалық сипаттамалары сәйкес болуы керек.
Қуат көзінің сыртқы сипаттамасы құламалы, қатаң немесе өспелі болуы мүмкін (3.30 сурет).
|
3.30 сурет - Доғаның қатаң (1) қуат көзінің құламалы (2) және қатаң (3) сипаттамалары |
Қолдық доғалық пісіру үшін доғаның статикалық сипаттамасы қатаң болған жағдайда, қуат көзінің сыртқы сипаттамасы күрт құламалы болуы қажет. Мұндай сәйкестік пісіру үрдісі барысында доға ұзындығының өзгеруі кезінде пісіру тогының ауытқуын болдырмайды. Сыртқы сипаттамасы құламалы қуат көзіінің бос жүрістік кернеуі доғаның жұмыстық кернеуінен жоғары болады да, доғаның алғашқы және сөніп қалған кезінде қайта жануын (әсіресе айнымалы ток кезінде) жеңілдетеді, |
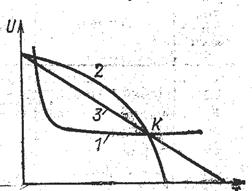
қысқа тұйықталу тогын шектейді. Доға сөнгенде кернеудің алғашқы қалпына келу уақыты 0,03 с аспауы керек.
Автоматтық флюс астында қатаң статикалық сипаттамалы доғалық пісіру кезінде қуат көзінің сыртқы сипаттамасы құламалы немесе жай құламалы болуы мүмкін.
Келесі ток көзіне қойылатын талап оның кернеуі доға жану кернеуінен жоғары болуы керек. Тұрақты ток қуат көздері үшін доға жану кернеуі 30-55 В, ал айнымалы ток үшін 50-60 В болады.
Сонымен қатар қуат көздері әр түрлі қалыңдықты бөлшектерді пісіру мүмкіндігі болуы үшін пісіру тогын (қуатын) реттеуді қамтамасыз етуі керек. Бұл талап қуат көзінің сыртқы сипаттамасын реттеу арқылы іске асырылады.
Пісіру аппараттары технологиялық операцияларға (электрод ауыстыру, бөлшектерді жылжыту т.б.) байланысты қайталамалық қысқа мерзімді режимде жұмыс істейді.
Пісіру жабдығының қосылу уақытының жалпы қосылу және үзіліс уақытына қатынасының пайыздық мәні қысқа мерзімді жұмыс ұзақтығы немесе қосылу ұзақтығы деп аталады.
Айнымалы токпен доғалық пісіру үшін қуат көзі ретінде 220 немесе 380 В кернеуге қосылатын бір немесе үш фазалы арнайы пісіру трансформаторлары қолданылады. Құламалы сыртқы сипаттама алу және токты реттеу жолы бойынша олар екі түрге бөлінеді: магниттік сейілуі қалыпты трансформаторлар, екі бөлек аппараттан тұрады (трансформатор және дроссель); магниттік сейілуі дамыған трансформаторлар.
Қазіргі кезде жеке дроссельді трансформаторлар шығарылмайды. Реттеуіші ішіне орналастырылған пісіру трансформаторында бір ортақ магнит өткізгіште трансформатордың бірінші және екінші орамасы, екінші орамамен тізбектей қосылған реттеуіш орамасы орналасады (3.31 сурет). Пісіру тогын реттеу магнит өткізгіш пен якорь арасындағы ауалық саңлауды өзгерту арқылы жүргізіледі.
|
3.31 сурет - Реттеуіші ішіне орналастырылған трансформатор сұлбасы |
Магниттік сейілуі дамыған трансформаторлар қолдық пісіруде кеңінен пайдаланылады. Пісіру тогын реттеу бірінші мен екінші орамалардың ара қашықтығын өзгерту немесе магниттік шунттың көмегі арқылы жүргізіледі (3.32 сурет). Бұлай магнит ағынының сейілуін өзгерту нәтижесінде трансформатор индуктивтігі (кедергісі) өзгеретіледі. Шунттау тізбегінің кедергісі өсуімен оның индуктивтігі азайып, пісіру тогы өседі. |
|
|
3.32 сурет - Дамыған магниттік сейілулі пісіру трансформаторларының сұлбасы |
Магниттеуіш шунтты ТДФ трансформаторының екіншілік орамасы екі бөліктен тұрады (3.32 сурет). Негізгі бөлігі (2) өзектің төмен жағында, ал қосымша бөлігі (3) бірінші орамамен (4) бірге жоғары жағында орналасады. Шунттау тізбегінің кедергісі өсуімен оның индуктивтігі азайып, пісіру тогы өседі. Магниттік шунт (6) магниттеуіш орамасымен (5) негізгі және қосымша орамалардың арасында бекітіледі. |
|
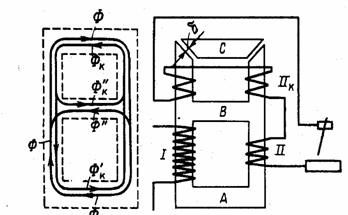
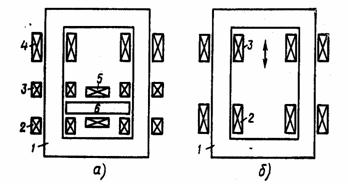
Магниттеуіш ораманың тогы көбейген сайын пісіру тогы да өседі.
Түрақты ток доғалық пісіру қуат көздері екіге бөлінеді: пісіру түрлендіргіштері, пісіру түзеткіштері. Пісіру түрлендіргіші тұрақты ток генераторы мен қозғалтқыштан (электро- немесе іштен жану) тұрады.
Пісіру түзеткіштерінің технико-экономикалық көрсеткіштері пісіру түрлендіргіштеріне және пісіру трансформаторларына қарағанда жоғары болып келеді: динамикалық қасиеттері жақсы, ПӘК жоғары, доға тұрақты т.б.
Кең тараған ВСС-300 бір постылы пісіру қондырғысы, төмендеткіш трансформатордан Тр, селендік түзеткіштерден В, жүргізіп-реттеу аппаратурасынан, вентилятордан тұрады (3.33 сурет).
|
3.33 сурет - ВСС-300 пісіру түзеткішінің қағидалық сұлбасы
|
Үш фазалы төмендеткіш трансформатор магниттік сейілуі жоғары болып дайындалған. Пісіру тогын реттеу трансформатордың бірінші және екінші орамаларының арасындағы магнит ағынының сейілуін өзгерту арқылы іске асырылады, ал оның реттеу аралығын өзгерту трансформатордың орамаларын жұлдыздан үш бұрышқа ауыстыру жолымен жүргізіледі. Түзеткіш блок Ларионовтың үш фазалық көпір сұлбасымен жиналған, параллель қосылған үш селендік бағанадан тұрады. |

Көп постылы пісіру бір немесе үш фазалы трансформатордан жүргізіледі (3.34 сурет).

3.34 сурет - Айнымалы токпен көп постылы пісіру сұлбасы
а) бір фазалы; б) үш фазалы
Біріншілік орама (1) электр желісіне қосылады. Екіншілік ораманың (2) фазалық кернеуі 65-70 В. Пісіру тогын реттеу және құламалы сипаттаманы қамтамасыз ету әр постыда (4) орнатылған дросеель (3) көмегімен іске асырылады.
1. Свенчанский А.Д. Электрические промышленные печи: Учебник для вузов. ч.1. -Электрические печи сопротивления. - М.: «Энергия», 1975. -384 с.
2. Болотов.А.В., Шепель Г.А. Электротехнологические установки: Учебник для вузов по специальности «Электроснабжение промышленных предприятий». -М.: Высшая школа, 1988. –336с.
3. Евтюкова И.П., Кацевич Л.С., Некрасова Н.М. и др. Электротехнологические промышленные установки: Учебник для вузов. -М.: Энергоиздат, 1982. –400с.
4. Слесарев Ю.А. Электрооборудование и электроснабжение электротермических установок. –М.: МЭИ, 2000. –44 с.
5. Свенчанский А.Д., Жердев И.Т., Кручинин А.М. и др. Электрические промышленные печи: Дуговые печи и установки специального нагрева: Учебник для вузов. –М.: Энергоиздат, 1981. –296 с.
6. Минеев А.Р., Кузьмин М.Г., Минеев Р.В. Электроснабжение и оптимизация потребления энергии электротехнологическими установками. Новосибирск: Изд-во НГТУ, 2007.
7. Сайт http://www.ttru.net/index.php «Основы электротехнологии»