Коммерциялық емес акционерлік қоғамы
АЛМАТЫ ЭНЕРГЕТИКА ЖӘНЕ БАЙЛАНЫС УНИВЕРСИТЕТІ
Инженерлік кибернетика кафедрасы
АВТОМАТТАНДЫРЫЛҒАН ЖҮЙЕНІ ЖОБАЛАУ
5В070200-Автоматтандыру және басқару мамандығының студенттеріне курстық жұмысты орындауға арналған әдістемелік нұсқау
Алматы 2013
ҚҰРАСТЫРУШЫ: Джумагалиев Б.С. Сауанова К.Т, «Автоматтандырылған жүйені жобалау» 5В070200- Автоматтандыру және басқару мамандығының студентеріне пәні бойынша курстық жұмыстарды орындауға арналған әдістемелік нұсқау -Алматы: АЭжБУ, 2013- 41 бет.
Әдістемелік нұсқауда «Автоматтандырылған жүйелерді жобалау» пәні бойынша курстық жұмыстардың мазмұны мен көлемі түсіндірілген, әр бөлімді орындауға әдістемелік нұсқаулар келтіріліп, орындау барысында студенттің практикалық, ғылыми- техникалық әдебиеттерді, анықтамалықтарды, МСТ-тарды қолдану білімін тереңдетіп, жетілдіруге негізделген.
Без.-14, Кест.-12, әдеб.көрсеткіші-15 атау.
Пікір беруші: фил.ғыл.канд., доцент Нурмаханова М.К.
“Алматы энергетика және байланыс университеті” коммерциялық емес акционерлік қоғамының 2012 ж. қосымша баспа жоспары бойынша басылады.
©”Алматы энергетика және байланыс университеті” ҚЕАҚ, 2013 ж.
Мазмұны
Кіріспе
1 Курстық жұмыс (жоба) тақырыптары
2 Курстық жобалаудың мақсаты мен мәселесі
3 Курстық жобаның мазмұны және көлемі
4 Жобаны орындау бөлімдері
5& Түсініктеме қағаздың негізгі бөлігін орындауға арналған методикалық нұсқаулық
5.1 Технологиялық процесстің қысқаша сипаттамасы
5.2 Технологиялық процестерді басқару объектісі ретінде анализдеу
5.3 Автоматтандыру есебінің қойылуы
5.4 Автоматтандыруға қажет техникалық құралдар жинағын тандау
6 Жобаның графикалық бөлімін орындауға арналған әдістемелік
нұсқаулар
6.1 Реттеу және басқарудың құрылымдық сұлбаларын орындауға
арналған әдістемелік нұсқаулар
6.2& Автоматтандырудың сұлбаларын орындауға арналған
әдістемелік нұсқаулар
6.3 Принципиалды электр сұлбаларын орындауға арналған
әдістемелік нұсқаулар
Қосымша А
Қосымша Ә
Қосымша Б
Қосымша В
Қосымша Г
Әдебиеттер тізімі
Кіріспе
Тәжірибиеде көрсеткендей студенттердің өзіндік жұмысы, дәріс материалдары, практикалық және курстық жұмыстарды өзіндік орындағанда терең меңгеріліп, есте жақсы сақталады.
Курстың аты айтып тұрғандай, жұмысты орындаудың нәтижесінде нысанды автоматизациялау жобасы болу керек. Сондықтан бұл жұмыста нақты такырып қарастырылып өзіндік зерттеген жоба материалымен аяқталуы керек.
Бұл оқытудың, зерттеудің практикалық шығысы, ал нәтижесі- нақты практикалық мәселенің инженерлік шешімі.
Методикалық нұсқауда жобаның практикалық орындалуы, мысалдар және жобалау кезіндегі материалды безендіру жолдары корсетілген.
Курстық жұмыс (жоба) мамандандыру пәнінің соңғы кезеңі болып табылады. Курстық жұмыстың маңыздылығы өте жоғары, себебі орындалған жұмыс студенттің өндірістік процесстерді автоматтандыру жүйелердегі негізгі есептерді шешімін таба білуін, автоматтандырудың техникалық құралдары және заманауи элементтік базасы туралы білімін және автоматтандырудың техникалық жолдарын қаншалықты меңгергенің көрсетеді.
Курстық жұмыс студентті дипломдық жобаны немесе жүргізілген зерттеу немесе қолданбалы есепті шешу жолын сипаттайтын дипломдық жұмысты орындауға даярлайды.
Курстық жобалауға жобалау мекемелерінің техникалық жобалау және жұмыс құжаттарың даярлау кезеңіндегі орындалатың негізгі жұмыстар кіреді. Курстық жобалау студенттердің теориялық білімін нығайтады, жобалау мекемелері орындайтын негізгі жұмыс түрлерімен, МСТ-қа сәйкес безендіру міндеттемелерімен таныстырады. Курстық жұмысты орындау барысында студент ғылыми-техникалық әдебиеттерді, анықтамалықтарды, МСТ-дарды қолдану қажет.
1 Курстық жұмыс (жоба) тақырыптары
1. Технологиялық процесстерді басқаратың автоматтандырылған жүйелер: механикалық өндеу процесстері, химия технологиялық процесстері, мұнайхимиялық өндірістерінің технологиялық процесстері, газды-мұнайды шығару технологиялық процесстері, жеңіл және азық-түлік өнеркәсібінің технологиялық процесстері және т.б.
2. Өндіріске жатпайтын объектілерді басқаратын автоматтандырылған жүйелер: автоматтандырылған күзет және өртке қарсы жүйелер, әртүрлі ғимараттардың климатын басқаратын автоматтандырылған жүйелер, коммуналдық шаруашылықтардың автоматтандырылған жүйелері, бақылау және есепке алу үлестірілген автоматтандырылған жүйелер.
3. Өндіріс немесе технология процестерді автоматтандыру: технологиялық бөлімді автоматтандыру, автоматтандырылған түзу, икемді автоматтандырылған телім, икемді өндіріс жүйе, автоматтандырылған қойма жүйесі, автоматтандырылған тасымалдау жүйесі және т.б.
4. Технологиялық немесе өндірістік процесстерді автоматтандыру бойынша жобалау құжаттары элементтерін құру.
2 Курстық жобалаудың мақсаты мен есебі
Курстық жұмыстың мақсаты- «Автоматтандырылған жүйені жобалау» пәні бойынша студенттер білімін тереңдету.
Курстық жұмыстың есебі - технологиялық процестерді, қондырмаларды, әртүрлі өндірістегі агрегаттарды автоматтандырудың қысқаша жұмыс проекті түрінде орындау дағдысын алу және димломдық жобалауға дайындық.
3 Курстық жобаның мазмұны және көлемі
Курстық жұмыстың құрамына түсініктеме және графикалық бөлім кіреді.
Түсініктеме 20-25 парақтан тұрады және:
1) Титул беті.
2) Курстық жобалау тапсырмасы.
3) Кіріспе.
4) Негізгі бөлім.
5) Қорытынды.
6) Қолданылған әдебиеттер.
7) Мазмұны.
Негізгі бөлімге кіретіндер:
1) Технологиялық процесстің қысқаша сипаттамасы.
2) Технологиялық процессті басқару нысаны ретінде талдау.
3) Автоматтандырудың есебінің қойылуы.
4) Автоматтандырудың� техникалық құралдар комплексін таңдау.
5) Автоматтандырудың схемасын сипаттау.
6) Автоматтандыруда қолданылатын техникалық құралдар комплексінің сипаттамасын жасау.
Жобаның графикалық бөлігі А1 форматты 3-4 парақтан тұрады және құрамында келесілер болады:
1) Басқарудың құрылымдық сұлбасы немесе техникалық құралдар комплексінің құрылымдық схемасы.
2) Технологиялық процессті автоматтандыру сұлбасы.
3) Принципиалды сұлбалар (электрлік, пневматикалық, гидравликалық) – басқарудың, жөнге салуды қадағалаудың, сигнализацияның, қоректенудың, контроллерге дискретті немесе аналогті ақпаратты енгізу/шығару.
4 Жобаны орындау бөлімдері
Курстық жұмысты орындаудың негізгі бөлімдері келесідей:
- Курстық жұмысты орындауға керекті материалды жинау: объектідегі автоматтандыру жүйесімен, оны басқару жүйесі құрылымы мен танысу; автоматтандыру құралдарының техникалық сипаттамасымен танысу.
- Технологиялық процессті басқару объектісі ретінде зерттеу.
- Басқару есебінің қойылуы.
- Процесстің бақыланатын және реттелетін айнымалыларының тізімін жасау, олардың не себепті бақыланатын және реттелетін түсіндіріп кету.
- Автоматты басқару мен реттеудің типтік техникалық құралдары мен басқарушы есептеуші комплексті таңдау.
- Берілген технологиялық процесстің автоматтандыру схемасын құру.
- Басқа да графикалық материалдарды құрастыру.
- Түсініктеме қағаз дайындау.
- Курстық жұмысты қорғау.
5 Түсініктеме қағаздың негізгі бөлігін орындауға арналған методикалық нұсқаулық
5.1 Технологиялық процесстің қысқаша сипаттамасы
Курстық жұмысты орындауда автоматтандырылатын объектіні зерттеу өндіріс технологияларының сипаттамалары және пайдалану режимдері берілген әдебиеттерді талдаудан басталады және өндірістік тәжірибеде жиналған мәліметтер пайдаланылады. Осындай зерттеу нәтижесі түсініктеме бөліміне процесстің өндірістегі орны мен мақсаты, өнім сапасын сипаттайтың көрсеткіштер, олардың номиналды мәндері, номиналды мәндерінен мүмкін болатын ауытқулар, технологиялық процесстің физико-химиялық көрсеткіштері арасындағы өзара тәуелділігі, материалдық және энергетикалық сипаттамалары түсуі тиіс.
5.2 Технологиялық процестерді басқару объектісі ретінде талдау
Технологиялық процесстің автоматтандыру жүйесін құруда процессті басқару объектісі ретінде талдау ең маңызды мәселе болып табылады.
Сонымен бірге кіріс және шығыс айнымалылары, кіріс пен шығыс айнымалыларының арасындағы тәуелділік, технологиялық процесстердің орындалу тәртібі анықталады.
Кез келген технологиялық процесс агрегатқа келіп түскен материалды ағынның физикалық немесе физика-химиялық қасиеттерін анықты бір өлшемдегі энергия, реагенттер және т.б шығындар арқылы өзгертуге арналған. Сондықтан кез келген технологиялық процесс үшін қасиеттері осы процессте өзгеретін кіріс материалды ағынды және кірістегі материалды ағынды өндеу нәтижесі - шығыс материалды ағынды анықтауға болады.
Кірісіндегі материалдық және энергетикалық ағымдардың күйін кіріс айнымалылар жиынтығы мен сипаттауға болады (заттар шығыны, энергия, бөлек компоненттер жиыны). Кірісіндегі айнымалылар басқарылатын және басқарылмайтын болып бөлінеді.
Басқарушы кірістегі айнымалылар немесе басқарушы әсерлер деп оларды өзгертіп анықты бір мақсатқа қол жеткізуге мүмкіндік беретін айнымалыларды атайды.
Басқарылмайтын кірістегі айнымалылар деп өзгерістуге еш мүмкіндік жоқ айнымалыларды атайды. Олар екіге бөлінеді: бақыланатын және бақыланбайтын. Бақыланатын айнымалылар кез келген уақыт аралығында сандық мәнін алуға мүмкіндік береді.
Бақыланбайтын айнымалылар – сандық мәні жайлы ақпарат алуға еш мүмкіндік жоқ. Бұл айнымалыларды сыртқы әсер деп айтады.
Кірістегі айнымалыларға технологиялық процесстің жұмыс жасау режимін сипаттайтың айнымалылар (режимдік айнымалылар) да жатады (температура, қысым және т.б.), олар да кірістегі айнымалылардан тәуелді.
Технологиялық процестті автоматизация объектісі ретінде талдағанда ең алдымен кіріс және шығыс айнымалылары анықталып, топтастырылады және процесс туралы мәліметтер негізінде араларындағы өзара байланыс анықталады.
Технологиялық процеске басқару объектісі ретінде қарағанда әсіресе автоматты жүйелерді құру кезінде ерекше талаптарды тудыратын бірқатар ерекшіліктерді айтып кеткен жөн:
1) Пиро- және гидрометаллургия процестерінің көбісі үзіліссіз өтеді.
Технологиялық агрегаттардан және құрылғалардан бірде аралас, бірде өзара байланысып немесе органикалық, органикалық емес, қатты, сұйық түрде үзіліссіз шикізат, реагенттер, аралық өнімдер өтіп жатады.
2) Едәуір инерттылығы және кешігу.
Үзіліссіз процесстердіге кешігулердің негізінде тасымалдау кешігулер жатады. Тасымалдау кешігулер басқару объектілерін орналасу ара қашықтығы мен және ағындардың жылдамдықтары мен анықталады. Бұл кешігулер басқарылатын объектілердің кірісіне және шығысына түсетін технологиялық орталардың параметрлер өзгерістері арасындағы уақыттың ұзаруына әкеледі.
3) Шикізаттың физика-химиялық қасиеттері және құрылымы өзгеруінің
кездейсоқтығы басқарылатын объектілер ауытқы әсер де кездейсоқтығына әкеледі.
4) Шикізат қасиеті және құрылымы, технологиялық орта және дайын өнім туралы ақпараттың толық емесі көбісіне құрылымын және қасиеттерін талдайтын сәйкес құрылғылардың жоқтығынан.
Технологиялық процесспен танысу басқарудың құрылымың зерттеуден, процесстің айнымалыларын анықтаудан басталады және 8 семестрден кейін өндірістік практикада жүзеге асады. Жұмысты технологиялық ережелерді, аппараттар және тізбектер сұлбаларын, технологиялық сұлбаларды зерттеуден бастау керек. Келесілерге ерекше көңіл аудару керек:
- объекттің ерекшеліктеріне – құрылғылардың параллель тізбектерінің бар (жоқ) болуы, аралық ыдыстарға;
- технологиялық процестерді басқарудың ұйымдасқан жүйесінің қалыптасуына әсер ететін ерекшеліктер – регламент, объекттің жұмыс істеу режимі, уақыт бойынша технологиялық процестердің өтуінің характері, объектінің нормальды және авариялық режиміндегі физикалық, химиялық және басқа құбылыстардың мәні;
- объектінің орналасуы – датчиктердің, көмекші құрылғылардың, орындаушы механизмдердің және т.б. орналасқан жерінен бақылау және басқару пункттеріне дейінгі ара қашықтық;
- қоршаған орта ерекшеліктері – объектінің жұмыс істеуіне ішкі және сыртқы ауытқулардың әсері (температураның, ылғалдылықтың, шаңдалғандық, агрессивтілік, токсивтілік, дірілдің және т.б.), электр, магниттік және электромагниттік өрістердің бар болуы;
- өрт және жарылыс қауіпсіздігінің шарттары.
Металлургиялық өзгертулерге басқару объектісі ретінде келесі ерекшеліктер тән:
- Технологиялық процесстердің үзіліссіздігі.
- Ылғалды және шаңды бөлмелердегі автоматтандыру мүмкіндіктерінің (құрылғалар) эксплуатациясының ауыр шарттары.
- Жоғары энерго-, су- және ауатұтынушылықтар.
- Тұтынушылықтың өзгеруінің кең диапазоны.
- Транспортты технологиялық байланыстардыың және параллельді жұмыс істеп тұрған идентивті технологиялық тізбектерді белгілі саны, ұқсас автоматизация мүмкіндіктерін көбірек уақыт талап ететін рециклдердің бар болуы.
- Математикалық модельдерін алуды қиындататын және АБЖ-ң күрделілігін анықтайтын технологиялық процесстің күрделілігі.
5.3 Автоматтандыру есебінің қойылуы
Есептің қойылуында процесстің техникалық және экономикалық сипаттамаларын толық бейнелейтін оның тиімділігі туралы көрсеткішін жақсарту, өсіру есебі түрінде қойылған есепті қарастырады. Сонымен бірге технологиялық процесске байланысты шектеулер салынатын өзге де көрсеткіштер келтіріледі. Кірістегі және режимдік айнымалылардың процесстің сапасын көрсетіп тұрған тандалған көрсеткіштерге қандай әсер келтіретініне талдау жүргізіліп, әр айнымалы үшін бақылау және реттеу нақты есептері қойылады. Әр реттелуші өлшем үшін басқарушы әсер тиянақталады.
5.4 Автоматтандыруға қажет техникалық құралдар жинағын таңдау
Технологиялық процесске сәйкес құралдарды, реттеуші құрылғыларды, есептеуіш техниканы тандау маңыздылығы зор екені еш күмән тудырмайды. Автоматтандыру құралдарын дұрыс таңдау автоматты бақылаушы және реттеуші жүйелері элементтерінің сенімді жұмыс жасауын қамтамасыз етеді. Техникалық құралдарды тандауды анықтайтындар:
- Қашықтан басқарушы, реттеуші, өлшеуіш құралдар мен құрылғылар үшін қосымша қуат бар/жоғы.
- Автоматтандырылған өлшеуіш құрылғыларды пайдалану шарттары (афессивтік, абразивтік, қоршаған ортаның ластығы ж. т.б.).
- Автоматтандыру құрылғыларының қажет дәлдігі мен жылдамдығы.
- Автоматтандыру құрылғылары үшін қосымша қуаттандыруды ұйымдастыру, тандау жабдықтардың пайдалану шарттарынан, өртқауіпті, атылып кету қауіпсіздігінен, қосымша қуаттандырудың сенімділігінен тәуелді. Қазіргі заманда автоматты түрде бақылау және реттеуші құрылғылар ретінде кең қолданылатын электрлік, пневматикалық, гидравликалық жүйелер және аралас пневмоэлектрлік, электрогидравликалық жүйелер.
Электрлік жүйелер пневматикалық және гидравликалық жүйелерге қарағанда бірнеше артықшылықтары бар. Ең басты артықшылықтары мыналар: әртүрлі өлшеулерді өлшеудегі электрлік әдістердің жан-жақтылығы; өлшеуші және түрлендіруші құрылғылардың аз инерциалдылығы, сигналды алыс қашыққа жіберуі. Электрлік жабдық кемшіліктеріне мыналарды жатқызуға болады: орындаушы механизмдердің үлкендігі және инерциалдылығы; оларды өрт қауіпті аймақтарда қолдану қиындығы. Электрлік автоматтандыру жүйелерінің элементтерің пневматикалық және гидроавтоматика элементтерімен рационалды араластырып пайдалану технологиялық үрдісті автоматтандыруда әртүрлі қиын есептерді шешуге мүмкіндік берді.
Пневматикалық жүйелер автоматты бақылау және баптауды агресивті, ылғал және өртқауіпті ортада қарапайым және арзан жабдық көмегімен ұйымдастыруды қамтамасыз етеді. Автоматтандыру жабдығын қолдану мүмкіндігі кейбір баптаушы параметрлерді пневматикалық сигналға түлендіру қиындығы және оларды алыс арақашықтыққа тасымалдау қиындығымен шектеледі. Осы қиындықтардан құтылу үшін электропневматикалық түрлендіргіштер енгізілген пневматикалық орындаушы механизмдер қолданылады.
Гидравликалық жүйелердің негізгі артықшылығы қарапайымдылығы, сенімділігі, орындаушы механизмдердің ықшамдылығы (компакность), сондай-ақ гидродвигательдердің бірнеше күшеюін алу мүмкіндігі. Кемшілігіне кейбір баптаушы шамаларды түрлендіруде түрлендіргіш жабдықтың күрделілігі, реттеуіш әсер жететін ара қашықтығының шектілігі.
Автоматтандыру жабдықтарына және құрылғыларына үлкен топтағы жабдықтар жатады, олардың көмегімен өлшеулер, баптаулар, басқару және техникалық үрдістің сигналды параметрлерін жүзеге асырылады. Олар өлшеуіш және түрлендіруші құрылғылар; басқару жабдықтары, орындаушы механизм және баптаушы орган түрлеріне бөлінеді.
Технологиялық параметрлердің датчиктерін (өлшеу түрлендіргіштері) таңдау кезінде және басқа мәліметтерді алу кезінде бірнеше метрологиялық және режимдік факторларға көңіл аудару керек:
- Автоматтандыру жүйелеріне рұқсат етілген қателігі арқылы датчиктің дәлдік класын анықтау.
- Датчиктің инерттылығы.
- Өлшеу шектері.
- Қоршаған орта әсері.
- Жарылғыш және жанғыш талаптар жағынан датчикті қолдану мүмкіндіктері.
- Датчиктен шығатын ақпараттың қандай қашықтыққа жеткізілетіні.
- Өлшеуші шаманың және басқа да ортаның параметрлерінің шекті мәні.
Датчиктерді ереже бойынша 2 кезеңге таңдайды: 1-ші кезеңде датчиктер түрі бойынша таңдалынады. (Мысалы, температура бойынша-манометрлік термометр, кедергі термометрі, термопара). 2-ші кезеңде датчиктер түрөлшем (типоразмер) бойынша таңдалынады. (Мысалы, мыстан жасалған кедергі термометрі, градуировка 100 м, ТСМ-0193 немесе Метран-204-02 түрі, басы судан қорғалған).
Датчиктерді қолдану шарттарды және сала туралы нақты мәліметтерді шығарушы завод нұсқауында келтіріледі.
Мысалы, температура датчигін таңдау керек. Температураның шекті мәндерін, датчиктердің қолдану диапазонын, сондай-ақ шығыс сигналының түрін ескере отыру керек. Кедергі термометрі және термопара 0.5% дәлдікпен, ал манометрлік және жанасқан термопара (контактные) 1.5%-2.5% дәлдіктен артық емес өлшеуді қамтамасыз ету керек.
Қызудың - 50 до +200 аралығында платинадан емес мыстан жасаған термометрлерді қолдану керек. Тармопараны қол жетпейтін, өлшемі шектелген аймақтарда жоғарғы температураны өлшеуге қолдану өте ыңғайлы.
Келесi мәселелерге назар аудару керек:
- датчик автоматтандырылған жүйенiң келесi элементтерiнде сигналдың берiлуiн есепке тандалуы керек. Яғни, датчиктің шығыс сигналы жобаланған жүйедегі байланыс сигналына сәйкес келу керек;
- шығыс сигналдарға арналған датчикердің саны қабылданған автоматтандырылған схема құрылымымен анықталады;
- датчикті таңдау кезінде оның төлқұжаттық параметрлерін іске асыру және қалыпты жұмыс жасау үшін жағдай жасау мүмкіндіктері анықталу керек. Мысалы, диафрагмалы расходомердің дұрыс жұмысын қамтамасыз ету үшін оған дейінгі құбырдың түзу бөлігі ұзындығы 10 Ду және 20Ду кейін болу керегін білуіміз қажет (Ду құбырдың шартты диаметрі).
АРЖ екінші ретті аспаптарды таңдағанда келесі жағдайларды ұсынады:
1) Екінші ретті аспаптың әрекет ету диапазоны реттеуші датчиктің (өлшейтін түрлендіргіш) әсерімен және реттеушінің шектік мәімен анықталады.
2) Екінші ретті аспаптың диапазоны датчик (өлшейтін түрлендіргіш) диапазонының үштен бірінен аспау керек.
3) Датчиктердің санына байланысты екінші ретті аспап бірнүктелі және көпнүктелі аспаптарды таңдайды. Егер сигнал реттеуішке екінші ретті аспаптан келсе бірнүктелі аспап қолданылады. Егер реттегіш сигналды тікелей датчиктен алатын болса, ал екінші ретті аспап тек қана өлшеу мен тіркеу үшін қолданылса онда екінші ретті аспаптардың және басқада АРЖ санын азайту үшін көпнүктелі аспаптар пайдаланылады.
4) Екінші ретті аспаптар динамикалық қасиеттерін есепке ала отырып талдалуы қажет.
Үлкен, ыңғайсыз, заманға сай емес екінші ретті құрылғыларды, жеке реттеуіштерді қолданбау үшін, технологиялық процесстерді автоматтандыру заманауи жүйелері есептеуіш және цифрлық техника, микроконтроллерлер қолданумен жасалады.
ТПАБЖ-да ақпаратты жинау, өндеу, басқарушы сигналдарды шығару құралдары ретінде контроллерлерді, микроконтроллерлерді, өндірістік компьютерлерді қолдану керек, ал ағымдағы ақпаратты бейнелеу мен сигнализациялау және технологиялық процестің жүрісін бақылау үшін санды-алфавитті толықтүсті дисплейлерді немесе сұйық кристалды дисплейлер негізіндегі операторлар панелі қолданылады.
Екінші ретті аспаптар бақылаушы түрлендіруші комплекстің бір ажыратылмайтын бөлігі болса ғана пайдаланылады (газды талдаушылар).
Орындаушы құрылғыларды (ОҚ) тандау төменде көрсетілген талаптарды қамтамасыз етуіне байланысты:
- ОҚ құрылымы мен жұмыс жасау принципі автоматтандыру есебіне сәйкестігі;
- өндіріс ғимараты категориясына сәйкестігі;
- реттеуші ортаның қасиеттері мен мәндеріне сәйкестігі;
- жұмыстың қажетті сенімділігін және техникалық қорын қамтамасыз ету;
- қоршаған ортада қондырғының сенімді жұмыс істеуі;
- қажетті реттеу жылдамдығын қамтамасыз ету;
- қадамды сипаттаманың сызықтығы.
Кең тараған бірайналымды электрлі орындаушы механизмдер – МЭО және МЭО-1. Оларды басқару (іске қосу,тоқтату, қозғалыс бағытын өзгерту) контактты және контактсыз құрылғылармен іске асады. Контактты басқаруда реверсивті электромагниттік қосқыш немесе реле қолданылады. МЭО механизмдерін контактсыз басқару ПБР-2М реверсивті контаксыз қосқышпен, ал МЭО-к ПБР-3А қосқышпен орындалады.
ИМТМ-40/2,5-83 типті орындаушы механизмді бекіту құрылғыны лезде орын ауыстыру қажет болғанда қолданады.
МЭП механизмдері автоматты және дистанционды басқару жүйесінде тұрақты жылдамдықта реттеу органды түзу сызықты орын ауыстыру үшін қолданады.
Жалпы жағдайда келесі техникалық қамтамасыздандыру болуы тиіс: объектпен байланысу құрылғылары бар есептеуіш комплекстар, сигналды қабылдау және түрлендіру құрылғылары, сигналды жіберу және орындаушы құрылғылар каналдарының коммуникациялары, автоматты регулятор, датчиктер, екінші ретті аспаптар және орындаушы механизмдер- традиционды локальды автоматизация құралдары, оперативті персоналдың АТК техникалық саймандармен байланысу құрылғысы, информацияны бейнелеу құрылғысы, регистраторлар информацияны қолмен енгізу пульты, басқару пульты, жүйелер немесе видеотерминалдар.
6 Жобаның графикалық бөлімін орындауға арналған әдістемелік нұсқаулар
6.1 Реттеу және басқарудың құрылымдық сұлбаларын орындауға арналған әдістемелік нұсқаулар
Басқару және реттеудің құрылымдық сұлбасы әрбір жобаланып жатқан объект үшін басты құжат болып табылады, себебі онымен технологиялық процесске тиімді (тиімді емес) әсер етуші арналары анықталып орнатылады.
Басқару және реттеу сұлбаларын әзірлеу кезінде обьектіні жобалауға жүйелі ыңғайы мен өткізу керек. Жобаның әрбір бөлімінде прогрессивті шешім қабылдауменен бірге адамның еңбекті және материалды қорлары мен қосалқы қорлары максималды қолдануды қамтамасыз ететін жалпы тиімді жетілдірулер қолданылады. Реттеу және басқару құрылымдық сұлбасы технологиялық себебі бойынша құрастырылады, әрбір сұлба обьектідегі процесске оперативті әсер етуімен шектеледі.
Сұлбаларды бөлу басқару иерархиясының вертикалі (бөлім, цех, өндіріс) бойынша мүмкін. Бұл жағдайда басқарудың жоғарғы буынын толық сипаттап, ал төменгілерді жеңілдетіп, мағынасын ашпай көрсету қажет.
Негізгі шартты графикалық белгі- бес горизонталды жолы бар тікбұрыш. Автоматтандырылған обьекттің бөліктемелерін бейнелейтін тіктөртбұрыштар ішінде өндіріс құрылымының мағынасы ашылады.
Реттеу мен басқару орнын бейнелейтін тіктөртбұрыш ішінде көрсетіледі:
1) жоғарғы жолда- басқару орындардың атауы (мысалы, күкіртқышқыл өндірісінің диспетчер орны,жұмыс орны, т.б);
2)& екінші жолда- шешім қабылдайтын технологиялық жұмысшылар (диспетчер, оператор т.б.);
3) үшінші жолда- орынға орнатылған негізгі құрылғылардың атауы (бақылау қалқаны, басқару орны, мнемосұлба, байланыс құралдары және т.б.);
4) төртінші жолда- тік сызықша арқылы шартты әріптік белгілер түрінде техникалық құрылғылардың негізгі функционалды топтары жазылады;
5) бесінші жолда-тік сызықша арқылы шартты белгілеудің арабша цифрлары түрінде осы басқару иерархиясы деңгейіндегі жұмысшылар және техникалық құрылғылар мен жүзеге асырылатын негізгі функциялар көрсетіледі.
Объектінің жұмыс істеуін қамтамасыз ететін негізгі өндірістік қызметтер, сұлбада тікбұрыш түрінде көрсетіледі. Оның ішіне қызметтің аталуы (өндеу, энергоқызмет, техникалық құрылғыларға, автоматтандырылған технологиялық өндірістерді басқару жүйелерге техникалық қызмет көрсету және т.б.), кезекші қызметші (мастер, слесарь, және т.б.), техникалық құрылғылар (байланыс құралдары, түрлері) жазылады.
Басқарудың бірінші деңгейінің шартты графикалық суретінің астында, тікбұрыштың ішінде, сұлбадан төмен технологиялық жабдықтың атауы (мұнара, компрессор, қойма және т.б.), осы деңгейдегі басқару орындарынан қызметшілер арқылы басқарушы әсерге бағынатын технологиялық қондырғылар, олардың өндірістің құрылымының қай бөліміне жататындары келтіріледі.
Құрылымдық сұлбаға әкімшілік бөлімдер, директор, бас инженер т.б. бөлімдер мен толықтырылу мүмкін, олар сұлбада сәйкес жазбасы бар дөңгелекшемен көрсетіледі.
Сұлбаның сызбасында негізгі жазбаның астына қолданылған шартты белгілер тізімі келтіріледі.
Басқару және бақылау орны мен басқарылатын объекті арасындағы байланыс тұтас сызықпен бейнеленеді. Мысал ретінде А қосымшасында құрылымдық сұлбасы келтірілген.
6.2 Автоматтандырудың сұлбаларын орындауға арналған әдістемелік нұсқаулар
Автоматтандыру сұлбасы жобалаудағы объектінің технологиялық процесін автоматтандыру деңгейін және құрылымын анықтайтын негізгі техникалық құжат болып табылады.
Автоматтандыру сұлбасын құруда технологиялық параметрлерді өлшеу әдістері, автоматтандыру құралдары, қашықтан немесе автоматтты түрде басқарылатын технологиялық жабдықтардын реттеуші және бекітуші органдарының орындаушы механизмдерінің жетектері тандалып автоматтандыру құралдары қалқандарда немесе басқару орындарында, технологиялық жабдықтарда, және т.б. орналасуы және технологиялық процестің және жабдықтың күйі туралы ақпаратты көрсету тәсілі анықталады.
Автоматтандыру сұлбасы әдетте А1 форматты парақта, технологиялық жабдық, байланыстар, басқару органдары мен автоматтандыру құралдары және фунционалды блоктар мен автоматиканың элементтері арасындағы байланыстар, автоматтандыру құралдарын және барлық бақылау, реттеуіш, басқару және сигнализацияны жүйелерінің аппаратурасы шартты белгілер көмегімен көрсетілгендер сызба түрінде орындалады.
Көмекші құрылғылар, редукторлар, ауа фильтрлары, реле, қорек көзі, автоматтандырылған ажыратқыштар сияқты басқа да құрылғылар, сонымен бірге монтажды элементтер автоматтандыру сұлбаларында көрсетілмейді.
Автоматтандыру сұлбалары қалқандардың, басқару орындардың шартты белгілері тікбұрыш түрінде, сызбаның төменгі бөлімінде жазылып, ішіне автоматтандыру құралдары көрсетіліп орындалуы тиіс.
Автоматтандыру сұлбасын құру кезінде автоматтандыру құрылғылары мен құралдары жайылған түрде көрсетілуі мүмкін: бірінші ретті түрлендіргіш, екінші ретті аспаптар, орындаушы механизмдер, реттеуші және бекітуші органдар, басқару аппаратурасы және сигнализация, жинақты құрылғылар (телемеханика құралдары, басқарушы есептеуіш жинақтар, микроконтроллерлер) және т.б.
Технологиялық жабдықтарға және байланыстарға енетін немесе олармен механикалық байланысқан автоматтандырудың құралдары мен құрылғыларын сызбада қастарына, жақын көрсетіледі. Әрбір тіктөртбұрыштың сол жағында оның атауы жазылады.
Қалқандар мен орындардың тіктөртбұрыштарын онда приборлардың және автоматтандыру құралдарының белгілерін орналастырғанда байланыстың қарапайымдылығы мен анықтығы қамтамасыз етілетіндей және байланыс сызықтары қиылыспайтындай ретте көрсеткен дұрыс.
Қалқанда орналаспаған және технологиялық құрылғылармен және құбырлармен тікелей байланыспаған автоматтандыру құралдары мен құрылғыларын, шартты түрде тіктөртбұрышта «Жергілікті құрылғылар» немесе «Орны бойынша құрылғылар» деп көрсетеді.
Автоматтандыратын объектінің маңызын, өлшеудің диапазонын және құрылғылардың шәкілін таңдау мүмкіндіктерін, реттеуіштердің орнатқыштарын түсінуді жеңілдету үшін автоматтандыру сұлбаларында орнатылған жұмыс режиміндегі өлшенетін және реттелетін технологиялық параметрлердің шекті жұмыс мәндері көрсетіледі. Бұл мәндер халықаралық бірлік жүйесінде «Жергілікті құрылғылар» тіктөртбұрыштың үстінде байланыс сызықтарында көрсетіледі, ал «Жергілікті құрылғылар» тіктөртбұрыштың үстіндегі байланыс сызығының ұзындығы 50 мм-ден кем болмау керек.
Түсіндіру мәтіні шартты белгілер кестесінің үстіне немесе басқа жерге орналастырады.
Негізгі белгі үстінде 25мм х 185мм өлшемінде бос кеңістік қалдыру керек.
Автоматтандыру құралдары мен құрылғыларын суреттейтін, технологиялық жабдықтың нұсқауларын, құбырлар коммуникацияларын, тіктөртбұрыштарды, автоматтандыру сұлбаларындағы щиттар және пульттерді -0,6-1,5 мм қалыңдықтағы сызықтармен, ал автоматтандыру құралдары мен құрылғыларын -0,6-1,5 мм, байланыс сызықтарын- 0,2-0,3 мм, яғни ¼ қалыңдықтағы сызықпен, орындау дұрыс.
Автоматтандыру сұлбасында көрсетілген барлық автоматтандыру құралдары мен құрылғыларына, екі бөліктен тұратын позициялы белгілеулер меншіктеледі: араб цифрларымен көрсетілген функционалды топтар нөмері және орыс алфавитінің жолдық әріптерімен құралдарының нөмерлері және берілген функционалды топтағы автоматтандыру құралдары.
Әріптік белгілер функционалдық топтағы әрбір элементке алфавит бойынша сигналдың ақпаратты қабылдайтын құралдан басқарылатын процеске әсер ететін құрылғыға жүйелі түрде өтуіне байланысты беріледі.
Автоматтандыру схемаларындағы позициялы белгiлерi құралдың iшiнде шартты график түрiнде белгiлерiн қояды - төменгi жартылай шеңберде немесе амалдарынша қамшылар жақтан немесе оның үстiнде қасында шартты график түрiнде белгiмен
Құралдардың шартты белгіленуі және автоматизация құралдары МС 21.404-85 КҚБЖ бойынша орындалуы керек. Технологиялық процессті автоматтандыру. Автоматтандыру құралдары мен құрылғыларының шартты сұлбада белгіленуі
МС 21.404-85 бойынша негізгі шартты белгілену әріптік белгіленумен қатар қарапайым шартты сұлбалық белгілермен сәйкес болу керек (1 кестені қара).
Өлшеу параметрлері, құралдары «Құралдар орын орнымен» келесідей орналасуы керек – T,P,L,F,Q,W,D,M,V және тағы басқа, яғни алдымен температураны өлшеу түрлендіргіштері, сосын қысым деңгейі және ары қарай,МС 21.110-82 бойынша.
Құралдарға және комплект позициялар 21.110-81-шi МСТ бойынша бұрыштық спецификация және спецификация дәл осылай тағайындайды және дәл сол ретпен толтырылады.
1.кесте- 21.404-85 МСТ бойынша автоматтандыру құралдары мен құрылғылардың графикалық белгіленуі
2.
|
Аталуы |
Белгіленуі |
|
1. Алғашқы өлшейтін түрлендіргіш (датчик), технологиялық түтікті өткізгішке,құрылғыға, жарға және т.б. қалқанға емес (орын бойынша) орнатылатың құрылғы. а) негізгі белгі б) қосымша белгі |
|
|
2. Қалқанға, пультке орнатылатын құрылғы а) негізгі белгі б) қосымша белгі |
|
|
3. Орындаушы механизм
|
|
|
4. Орындаушы механизм |
|
|
5. Энергия немесе басқару сигналын беру тоқтаған кезде орындаушы механизм: а) реттеуші органды ашады; б) реттеуші органды жабады; в) реттеуші органды өз қалпында қалдырады |
|
|
6. Реттеуші орган |
|
|
7. Әрдайым қосылып тұрған құралы жоқ сұрыпталған құрылғы (жөндеу, сипаттамалар алу, т.б. кезінде құралдардың эпизодты қосылуына арналған) |
|




Барлық өлшеуіш түрлендіргіштер (датчиктер) және орын бойынша орналасқан құралдар (технологиялық құбыр желісінде, аппаратта, қабырғада, жерде, бағанада, металл құрылымдарында) үшін ішіне жазылатын әріп көлеміне байланысты шеңбер немесе сопақша ретінде бірегей графикалық шартты белгісі қабылданды. Щитта немесе пультта орналасқан құрал үшін горизонталды сызықпен 2-ге бөлінген дәл осы шартты белгі қолданылады. Сұрыпталған құрылғылардың әрдайым қосулы тұрған құралдары үшін арнайы белгілер жоқ, бірақ жөндеу, бақылау сипаттамаларын алу және басқа да тексеру жұмыстары кезінде құралдардың эпизодты қосылуына арналған әрдайым қосылып тұрған құралы жоқ сұрыпталған құрылғы үшін арнайы графикалық шартты белгі қарастырылған. Осындай сұрыпталған құрылғылар байланыс желісі келтірілген жарты шеңбер түрінде белгіленеді. Бұл әдіс автоматизация құралдары мен құрылғыларының шартты белгілерін құрастырудың негізгі принциптерін өзгертпей жөндеу және бақылау операциялары кезінде схемадағы қажетті таңдауларды тез табу мүмкіндігін қамтамасыз етеді.
Барлық орындаушы механизмдер байланыс желі кесіндісі бар шеңбермен белгіленеді. Энергия немесе басқару сигналын беру тоқтаған кезде орындаушы механизмнің жағдайын көрсету үшін оның шартты белгісіне кіретін байланыс желі кесіндісінде тілше немесе көлденең сызық келтіріледі. Орындаушы механизмнің қосымша қолша жетегін шеңбер ішіне Н әрпімен белгілейді. Реттеуші органды құбыр желі арматурасы сияқты белгілейді.
Шеңбер немесе овалдың түрiндегi оның график түрiнде шартты белгiлеуiне құралдың толық белгiсi немесе автоматтандыру құралының алулары үшiн және тағайындауды анықтауға әрiптiк шартты белгiлеулер, жұмыс мiнездеме, атқарылатын функциялар тiзiмге кiргiзіледi.
Шартты белгiлеулер әрiптiң қонысы оның мәнiн анықтағанда әрiптiк белгiлердiң құрастыруы ортақ қағида негiзiнде салады. Құралдар немесе автоматтандыру құрылғылар туралы барлық қажеттi мәлiмет латынша әрiптермен көлемiне және математикалық белгілерге жатқызылады.
Барлық әрiптiк белгiлер латынша әлiпбидiң әрiптерiнен құрастырылған. Шартты белгiлеудегi бiрiншi әрiптiң негiзгi мәндерi 2-ші кестеде келтiрiлген. Кестеден онда A,B,C,I,N,O,Y,Z әрiптерлердiң болмайтыны көруге болады, олар резервтi болып табылады және қажеттi жағдайларда МСТ ескерiлмей мәлiметке белгiлерді енгiзуi үшiн қолданылады. Х әріпі қолдануға ұсынылмайды. Стандарт бойынша әртүрлі шамаларды бір құжаттамада белгілегенде ылғи бір резервтік әріпті қолдануға болмайды.
3-ші кестеде құралмен атқарылатын функцияларды белгiлеу үшiн жетi әрiп көрсетілген.
2 кесте- Өлшенетін шамалардың 21.404-85 МСТ бойынша негізгі әріптік шартты белгiлеулер
|
Белгілеулер |
Өлшенетін шамалардың бiрiншi әрiптiң негiзгi мәні |
|
D |
Тығыздық |
|
E |
Кез келген электрлік шама |
|
F |
Шығын |
|
G |
Өлшем, жағдай, |
|
H |
Қоләсерi |
|
K |
Уақыт, уақыттық бағдарлама |
|
L |
Деңгей |
|
M |
Ылғалдылық |
|
P |
Қысым, вакуум |
|
Q |
Сапаны сипаттайтын шама: құрамы,концентрация |
|
R |
Радиоактивтік |
|
S |
Жылдамдылық, жиілік |
|
T |
Температура |
|
U |
Әртүрлі өлшенетін шама |
|
V |
Тұтқырлық |
|
W |
Масса |
3 кесте- 21.404-85 МСТ бойынша негізгі әріптік шартты функцияның белгiлеулері
|
Белгілеулер |
Мәліметті бейнелеу |
Белгілеулер |
Шығыс сигналдың қалыптасуы |
Белгілеулер |
Қосымша мән |
|
A |
Сигнализация |
C |
Басқару |
H |
Өлшенетін шаманың жоғарғы шегі |
|
I |
Түсінік |
S |
Қосу, өшіру |
L |
Өлшенетін шаманың төменгі шегі |
|
R |
Регистрация |
O |
Интегралдау |
|
|
Құралда орындалып жатқан функция, функцияны көрсететін, әріптер арасында резервті болып табылатын E, G, V әріптерімен белгіленеді. Шығыс сигналының калыптасуын көрсететін бес резервті әріп бар: K, O, T, Y, Z.
Өлшеу түрлендіріштердің, аспаптарының және автоматтандыру құралдарының функционалдық белгілерін төрт басты әршппен белгілейді (4 кестені қара).
4 кесте - Құралдар мен өлшеуіш түрлендіргіштердің функционалдық белгілерін қосымша әріпті белгілеу
|
Белгіленуі |
Функционалдық белгісі |
|
Е |
Сезімтал элемент |
|
Т |
Дистанциялық беріліс |
|
К |
Басқару станциясы |
|
Ү |
Түрлендіру, есептеу функциялары |
Е әрпі сезімтал элементтерді белгілеу үшін арналған, басқаша айтқанда бастапқы түрлендіруді орындайтын құралдар, мысалы, расходомерлердің қабылдау құралдары, термоэлектрлік түрлендіргіштер (термопара), кедергі термотүрлендіргіштер (кедергі термометрі), уровнемер және т.б.
Т әрпі дистанционды сигнал жіберу арқылы аралық түрлендіруді белгілейді. Көп жағдайда оны, дистанциондық көрсетілімдерді жіберу үшін қолданады, мысалы, шкаласыз манометр, дифманометр, термометр және т.б.
К әрпі құралдар қатарына жататын басқару станциясын белгілейді.
Сигналдарды түрлендіргіштердің белгілеулерін құрастыру үшін Ү – сигналдарды ажырату, - көбейту, - логикалық операциялар, әрпі қолданылады.
Өлшеу параметрін нақтырақ анықтау үшін 5 кестеде көрсетілген қосымша төрт әріптік белгілеулер қарастырылған,соның ішінде – D, F және Q – әріптерін кіші әріппен жазуға рұқсат етіледі: d, f, q.
5 кесте- Өлшеу параметрін нақтылайтын, қосымша әріптік белгілеулер
6
|
Белгіленуі |
Бірінші әріптің қосымша мағынасы |
|
D(d) |
Айырмашылық (айырма) |
|
F(f) |
Байланыс, бөлік, бөлшек |
|
I |
Автоматты өшіріп-қосу |
|
Q(q) |
Интегралдау, уақыт бойынша суммалау |
6 кестеде, аспаптардың жұмысы мен автоматтандыру құралдарының сипаттамаларын анықтайтын қосымша әріптік белгілеулер көрсетілген. Бұл белгілеулер латын әріптерімен және математикалық белгілерді қолданумен құрастырылған. Жеке әріптік белгілеулердің ерекшеліктерін атап өту керек.
7 кесте- Құрылғы жұмысының сипаттамаларының қосымша әріптік белгіленуі
|
Белгіленуі |
Сипаттама |
|
E P G
A D AE(AI) AA(AO) DE(DI) DA(DO) ЛЖ |
Сигнал энергиясы: Электрлік Пневматикалық Гидравликалық Сигнал формасы: Аналогты Дискретті Сигналдардың аналогты енгізілуі Сигналдардың аналогты шығарылуы Сигналдардың дискретті енгізілуі Сигналдардың дискретті шығарылуы Локальды желі |
Сигнализацияны 3-кестедегідей А әрпімен белгілейді. Бұл белгілеу сигналды аппаратураның (арматураның) қандай да бір щитқа шығарылғанынан немесе жабдықтың өзіне орнатылғанынан тәуелсіз қолданылады.
Өлшенетін шамалардың шектік мәндерін H және L (жоғарғы және төменгі деңгейлер) әріптерімен анықтайды.
Жабдықтың коммутациялық операцияларын орындайтын контакттік құрылғысын (қосу, ажырату, блоктау, т.б.) S әрпімен белгілейді.
Егер контакттік құрылғы коммутациялық функцияларға қоса сигналды функцияларды да орындаса, онда оның белгіленуі ретінде S және A әріптерін қолданады. Оған қоса реттеу функциясын белгілеу үшін S әрпін жабдық немесе автоматтандыру құралының белгіленуіне енгізбейді.
Әріптердің қандай ақпарат беретіндігін біле отырып, барлық әріптік белгілеулерді құрастыру принципін қарастырайық.
Негізгі әріптік белгілеуді жабдықтың шартты графикалық белгілеуінің (шеңбер, дөңгелек) жоғарғы өрісіне жазады. Осы жабдықтың нақты өлшеу, реттеу, басқару сигнализациясы сұлбаларындағы позициялық белгілеуін өрісте сызық астында көрсетеді. Ақпараттың әріптік шартты белгілеуін жазудағы келесі кезек қабылданған.
Алдымен негізгі өлшенетін шаманың белгіленуі мен, қажет болса, оның анықтамасы жазылады. Одан кейін жабдықтың функционалдық белгілері көрсетіледі; егер белгілер бірнеше болса, олар қатаң тәртіпте жазылады: көрсетуі I; тіркеу R; реттеу, басқару C; қосу, ажырату, ауыстыру S; сигнализация A. Жабдықтың шартты белгіленуіне оның нақты тізбекте қолданылатын белгілері ғана енгізілу керектігін ұмытпаған жөн. Мысалы, егер көрсетуші және жазушы манометрдің берілген сұлбада тек көрсетуші қызметі қолданылса, оны PIR емес, PI деп белгілейді. Егер деңгей сигнализаторының электронды шкаласыз блогы контакттік құрылғы мен ендірілген сигналды шамдармен жабдықталса, онда нақты сұлбада қарастырылған функцияларға байланысты жабдықтың шартты белгісі әр түрлі болады. Осылайша, егер жабдық құрылғыны тек қосу (ажырату) үшін қолданылса, оны LS, сигнализация үшін (жергілікті, қашықтан) – LA, сигнализацияны қосу (өшіру) үшін – LSA, деңгейді реттеу үшін – LC деп белгілейді.
Кейбір жағдайларда жабдықтың шартты
белгісінде графикалық белгілеуге енгізілген әріптік белгіге
кодталған ақпараттан көп ақпарат енгізу керек.
Бұл жағдайларға қосымша ақпаратты
графикалық белгілеудің оң жағына (дөңгелек,
шеңбер) жазады. Мысалы, өлшенетін шаманы нақтылау үшін
жабдықтың шартты графикалық белгілеуінің оң
жағына «кернеу», «ток», рН, О2; радиоактивтілік түрі:
α-, β- немесе ![]() -сәулелену белгілерін көрсетеді. U
әрпімен жабдықпен өлшенетін бірнеше әртекті шамаларды
көрсеткенде, белгілеудің оң жағына өлшенетін
шамаларды нақтылап анықтап жазады.
-сәулелену белгілерін көрсетеді. U
әрпімен жабдықпен өлшенетін бірнеше әртекті шамаларды
көрсеткенде, белгілеудің оң жағына өлшенетін
шамаларды нақтылап анықтап жазады.
 |
1 сурет- Шартты белгiлеулердiң мысалдары
Суретте автоматтандыру құралдар құрылымынның шартты белгiлері көрсетілген. Әрбір құрылым бір-бірімен байланысқан және бiрнеше жеке белгiлерден құралған. Жекелеген құрылғылардың әрбір бірінші әрібі өлшейтін парамертлерін көрсетеді (температурасын,қысымын, деңгейін және т.б.). Оның ерекшелігі қолмен басқару жиынтыққа бірге кіреді.
Мысалы, температураны өлшеу мен реттеу жиынында бастапқы түрлендіргіші TE әріпімен белгіленеді (температура өлшеуінің сезімтал элементі); екінші регистрлеуші құрылғы TR (температураны өлшеп өзі жазғыш құрылғы); реттеуші блок – TC (температураны реттеуші) және т.б.
Жеке блоктар түрінде орындалған, қолмен басқаруға арналған барлық құрылғылардың шартты белгілерінде әрқашан бірінші H (қол әсері) әрпін жазады. Мысалы, электр тізбектерінің ауыстырып қосқыштарын басқару мен өлшеу белгілерде; газ және әуе жолдарында; қашықтықтан басқарылатын байпастық панельдерде; батырмаларда, кілттік басқаруда және т.б.
Әріптермен құралған құрылымдардың тағы бір ерекшелігін ұмытпау керек. Жиында бірнеше әртүрлі шамаларын өлшеуге арналған – бастапқы өлшеуіш түрлендіргіштер (датчиктер), параметрлі датчиктің өлшеуінің белгілеуі бойынша арнайы әріппен белгіленеді.
Онда схемадағы таңдалып қосылып тұрған құрылғы үшін өндірісте арнайы гарфикалық белгілеу болмайды. Таңдалған құрылғының қондырғысының орналасуы технологиялық құбыр мен аппараттық жолдардың қиылысу нүктесінде болады. Екінші жолдың соңы бастапқы өлшеу түрлендіргіші немесе құрылғымен байланысады.
 |
2 сурет- Бастапқы өлшеу түрлендіргіштер
2,а суретінде термоэлектрлік түрлендіргіштің (термопара) технологиялық құбырда орналасу белгіленуі көрсетілген, ал 2,б суретінде манометр. Бастапқы өлшеу түрлендіргішінің шығыны (мысалы, диафрагма), технологиялық құбырдың қиылысуында орналасады, оны 2,в арнайы белгілеуінді көруге болады.
Мысалы, программаланатын микропроцессорлық контролдар кешендi құрылымдар, кез келген өлшемдердiң тiк төртбұрыштарымен тура қалқандар сияқты белгi қояды.
Жасап шығарушының зауытының құжаттамасымен сәйкес комплект құрылымының түрлерiн тiк төртбұрыштың iшiнде көрсетедi.
Жиi кездесетiн құралдар және орын-орнымен және орын орнатылатын автоматтандыру құралдары шартты белгiлеулердi мысалдар өте мұқият қарап шығамыз.
3 суретте өлшем және температураның реттеуi үшiн құралдардың шартты белгiлеуi келтiрiлген. Мысалы, 3 a суреттінде термоэлектриялық түрлендiргiш, орын-орнымен қойылған температураны өлшейтін сезгiш элемент, алғашқы өлшеу түрлендiргiш, жылу түрлендiргiш, маноөлшегiш термометрдiң термобаллоны, кедергiнi өлшейтін термометрi тағы сол сияқтыларды көрсетiн көлденең сызығы жоқ дөңгелек; бiрiншi әрiп Т өлшенетін параметр температура деп білдіреді, ал екiншi әрiп Е сезгiш элементті білдіреді.
4

3 сурет – Температураны өлшейтін және реттейтін құралдар
Температураны өлшеу құралы белгiсiндегi I-шi әрiп (3, б) көрсететiн құрал туралы хабарлайды. 3 (в) сүретте келтiрiлген құралдардың белгiлерi келесіні білдіреді: екiсi құрал қалқанда орнатылған (дөңгелектiң iшiндегі көлденең сызық), екеуі де R-ді, T-ны тiркейдi, ал екiншiсі қосымша С-ны реттейді. 3 (д) суретінде Т температура, S- контакттік құрылғы.
3 (г, сол жағы) суретінде орын-орнымен қойылған шәкiлсiз регулятор көрсетілген. Белгiдегі екiншi әрiп, реттеуiшті білдіреді..
 |
4 сурет- Қысымды өлшейтін құралдар
4 (а) суретте орын-орнымен (сәйкесiнше) қойылған қысымды өлшеу үшін құралдар (Р) берiлген, көрсететiн манометр (f), дифманометр, вакуумметр және т.б; дифманометр (D), (I-шi әрiптiң жоқтығы) шәкiлсiздігін білдіреді, (T) қашықтан басқарулы жіберуші манометр, электр және пневмоөткізумен дифманометр.
4 (б) суретте, шеңбердiң жоғарғы бөлiгiне қысымды есепке алатын құралын көрсету үшін P және R әрпi енгізілген. Құралдардың бұл түрiнiң мысалы ретінде қысымды есепке алатын кез келген қосалқы аспап бола алады.
4 (в) суретте, электр түйiстiргiш манометрдiң (вакуум өлшеуiштін) және реттеуiштін белгiсi берілген: P - қысым көрсету, I - көрсеткіш, S - түйiстіргіш құрылғы, C - реттеуіш.
Сұлбада автоматтандыру кұралы орналасқан спецификациялар толтырудың тізбегі де ұсынылады.
Автоматизация сұлбасында көрсетілген (Б қосымша) автоматизация жабдықтары мен құралдарына спецификация В қосымшасында берілген.
6.3 Принципиалды электр сұлбаларын орындауға арналған әдістемелік нұсқаулар
Принципиалды электр сұлбаларын МСТ 2.702-85 3 бөлімі заңдарымен орындау керек, ол Конструкторлық іс-қағаздардың жалпы жүйе талаптарына (ЕСКД) стандарттарына сай орындалуы тиіс.
Сұлбаны ЕСКД стандарттарымен бекітілген графикалық шартты белгілерді қолдану арқылы орындайды. Егер стандартқа сай емес графикалық белгілер қолданылса, онда МСТ-2.701-85-ке сай жұмыс жасау керек.
Графикалық элементтер белгілерінің өлшемі мен көріністері барлық курстық және дипломдық жоба сұлбаларында бірдей болуы керек, егер де стандартта қандай да бір мүмкіндіктер ескерілмесе.
Сұлба элементтерінің әріптік-цифрлық элементтері және оларды құрастыру заңдылықтары МСТ 2.701-85 сәйкес орындалуы тиіс. МСТ 2.710-85 бойынша әртүрлі элементтердің кодтар кестесі Г қосымшасында берілген.
Принципиалды электр сұлбалары МСТ 24.206-80 талаптарына және негізгі әдістемелік нұсқаулар бойынша орындалуы тиіс.
Жалпы жағдайда автоматизация жүйелерінде принципиалды электр сұлбаларында төмендегілер көрсетілуі тиіс:
- электр қорының басқарудың, сигнализациясының, өлшемдердің, реттеудің, күштік тізбектері;
- басқа сұлбаларда қолданылған берілген сұлба құралдарының контактілері, және басқа сұлбада қолданылатын құралдардың контактілері;
- диафрагма және ауыстырғыш контактілерін қосу кестесі, бағдарламалық құрылымдар, соңғы және жолдағыш (путевых) өшіргіштері;
- құралдар жұмысының циклограммасы;
- қолдану кестесі;
- технологиялық сұлбаны түсіндіруші, жабдықтардың жұмыс істеу циклограммасы, жабдықтардың істеу тәуелділігінің тұйықталу;
- сұлбасы;
- қажетті жазбалар, түсіндірмелер, техникалық талаптар;
- элементтер тізімі;
- негізгі жазбалар.
Автоматизация жүйелерінің жобалануының күрделілігі және олардың принципиалды электр сұлбаларында орындайтын функцияларына байланысты фукционалды тізбектер төмендегідей көрінуі, сызылуы мүмкін:
- мағынасына байланысты бөлек (басқару, сигнализация, өлшеу,
реттеу, электрқоры);
- біріктірілген (мысалы: басқару мен сигнализация; өлшеу, реттеу, электрқоры т.б.).
Тізбектерді таңбалау МСТ 2.709-72 бойынша орындалады, әртүрлі жұмыстарға арналған электр тізбектерге кестеде көрсетілгендей цифрларды меншіктеу қажет:
8 кесте -Тізбектерді таңбалау
|
Тізбектің арналуы |
Цифралар топтамасы |
|
|
Негізгі |
Резервтік |
|
|
Басқару, реттеу тізбектері |
1-299 |
1001-1299 2001-2299 және т.б |
|
Өлшеу тізбектері |
300-499 |
1300-1499 2300-2499 және т.б |
|
Сигнализация тізбектері |
500-799 |
2500-2799 1500-1799 және т.б |
|
Қуаттандыру тізбектері |
800-999 |
1800-1999 2800-2999 және т.б |
Қуаттандыру және үлестірушы желілер үшін қуаттандыру электрлік сұлбаларды бөлек орындау ұсынылады.
Үлестіруші желі сұлбасының төменгі бөлігінде кесте орналасады. Бұл кестеде схемадан қорек көзін алатын барлық электр қабылдағыштар құралдың қолдануы бойынша нұсқауларымен, қорек қуатымен, кернеуі және орнату орнымен түгенделеді.
Электрлік құрылымдық сұлбаларды құрастыру барысында, арнайы матрицаны қолданған дұрыс, бұл матрица құруда біркелкілілікті қамтамасыздандырады. Матрица алдын – ала көбейтіліп, дайын тұру керек.
Электрлік құрылымдық сұлбаларды немесе оның бөліктерін ЭЕМ- да орындаған жағдайда қосымша МСТ 2.004-79 және ЕСКД (Кондуктордық құжаттарды терілетін және графикалық құрылғыларда ЭЕМ-да шығару ережелері) ережесін сақтау керек.
Электрлік құрылымдық схемаларды МСТ 2.301-68 бойынша арнайы форматтарда (А0 форматынан басқа) орындаған жөн. Сонымен қатар, қосымша А3х3, А4х4 форматтары рұқсат етіледі. МСТ 3.308-68 бойынша электрлік құрылымдық сұлбаларда, 4 бөлімде басқарылатын (реттелетін) жабдықтың, тетіктің, учаскінің, сызықтың және т.б аталуы жазылады.
Егер сұлба бөлек қалқанша немесе пульт бойынша құрастырылса, қалқанша немесе пульттың аталуы көрсетіледі.
Құжаттың аталуы, сұлбаның функционалды тағайындалуы (басқару, реттеу, сигнализация үшін), ал реттеу және өлшеу сұлбалары үшін – реттелетін немесе өлшенетін параметрдің аталуы.
Егер бұл атаулар 3 графадағы атауларға сәйкес келсе, жабдықтың, тетіктің, учаскінің, сызықтың және т.б атауын көрсетпеуге де болады.
Электрлік құрылымдық схемаларды орындау барысында кейбір стандарттағы кейбір ережелерді бір жақты түсіну үшін берілген методикалық нұсқауға жүгінген жөн.
Бір бет шекарасында байланыс сызығы үзілгенде (сызықтар келесі парақтарға өтпегеде), стрелкамен аяқтайды және жанына тізбектің таңбасын МСТ 2.709-72 бойынша көрсетеді.
Бір парақтан екінші параққа өтетін байланыс сызықтарын стрелкамен белгілемейді және бейнеленген сұлбаның шекарасынан тыс өңдейді. Байланыс сызығының үзілген жерінде көрсетілген мекен жайды МСТ 2.710-81 негізінде құрылымды әріпті-сандық белгілеулер мекен жайы бөлімін құру ережелері бойынша және келесі нұсқауларға сәкес орындайды:
Бірнеше бетке орындалған сұлба үшін келесі параққа өткен байланыс сызықтары үзілген жерде МСТ 2. 709-72 ережесі бойынша таңба қойылады және жанынан жақшаның ішінен парақ номері жазылады. Мысалға, 301 (2).
Күрделі сұлбаларда таратылған әдіспен бейнеленген элементтің (реле) құрама бөліктерін оңай табу үшін, сұлба алаңын бірнеше бөлшектерге бөліп немесе, сұлбаны жолдық әдіспен орындау керек. Ал реле орамының графикалық бейнесінің жанынан (оң жағынан) реле контактарының жағдайын (тұйықталған, тұйықталмаған) көрсетіп, орналасқан мекен жайы белгілеуін (бөлшектер, жолдары, таңбалануы), контактардың орналасу орны, сонымен қатар, берілген контактардың шығарылатын реттік нөмері кестеде орналасады.
Егер сұлбада да жалғыз бір элемент (құрылғы) кездессе, бұл элементті (құрылғыны) белгілеу қажет, ол латын алфавитінің бас әрпі және араб санағының 1 санынан тұрады. Мысалға, P1, C1, A1 және т.б.
Егер сұлба бір бетте орындалса элементтер тізімін негізгі жазбаның үстінен орналастырады. Элементтер тізімі негізгі жазбаның үстінен сыймаса, немесе сұлба бірнеше бетте орындалса, тізімді А4 форматты парақтарда орындайды.
Егер «Бөлшек» бөлімде элементтер тізімі кезекті тізбекті нөмерленіп, Р1...Р35 типті болса және оны атап өту мүмкін болмаса, онда жұлдызша таңбасымен өзгертіледі, ал «Ескертулер» графасында «См.п...» типі бойынша сұлбаның техникалық талаптар пункт номерін көрсетеді.
Сұлбаның техникалық талаптар пунктіне сай элементтердің позиционды белгілеуін және орналасқану бөлшекті көрсетеді, мысалға, P1/1A, P2/6B және т.б.
Бірдей атау және бірдей әріптік позициялық белгілеулері бар элементтерді жазғанда «Атаулар» графасында элементтер тізімін бір рет және әр тізім парағында жалпы атаулар түрінде жазуға рұқсат етіледі. Басты аттың астын сызуға және бос қатарды оның алдында және соңында қалдыруға болмайды.
«Ескерту» графасында схемада көрсетілген аспаптар мен автоматизация құрылғылары үшін элементтер тізімінің позициясын құрылғы спецификациясы бойынша көрсету керек.
«Атаулар» графасына жазғанда, элементтер тізімін басты ат ретінде астын сызады және басты атқа дейін және одан кейін бір-бір қатардан қалдырады.
Сұлбаға құрылғы құжаттарында орнатылған элементтер байланыстарының белгілеулерін көрсету керек.
Зауыттық белгілеулерінде байланыстары көрсетілмеген элементтер үшін сұлбаға олардың шартты белгілеулерін монтаждық символдар түрінде келтіреді.
Элементтер байланыстарын 5 суретте көрсетілгендей өндіруші зауыттың және монтаждық символ документациясы бойынша орындау керек.
 |
5 сурет- Шығыстары зауыттық белгілеулерінде көрсетілмеген құрылғылардың шартты белгілеулер мысалы
Екіден артық шығысы жоқ элементтердің белгілеулерін сұлбада көрсетуге болмайды.
Щиттерді және пульттерді жалғаулары және байланыстары көрсетілген кестелерді толтыру автоматтандырылған болса, электрлік сұлбадағы шығыс элементтерінің номерлерін кестелер толтырылғаннан соң қою керек.
Сұлба өрісін бөлшектерге бөлген кезде элемент құрамын жылдам табу үшін оның мекен жайы жазбасына бөлшекті көрсететін мына белгіні енгізу қажет «/». Біріккен тәсіл кезінде байланыс жалғаушыларының суреттерін схемада оларды өзара механикалық байланыс түрінде штрихтап көрсетеді. Егер байланыстардың жалғаушыларының ара қашықтығы тым үлкен болмаса, онда механикалық байланыс сызығын тұтас сызық түрінде көрсетуге болады.
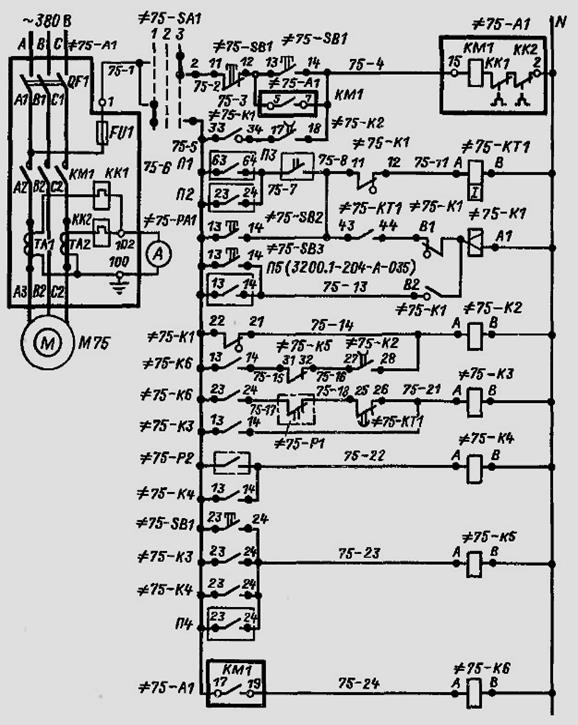
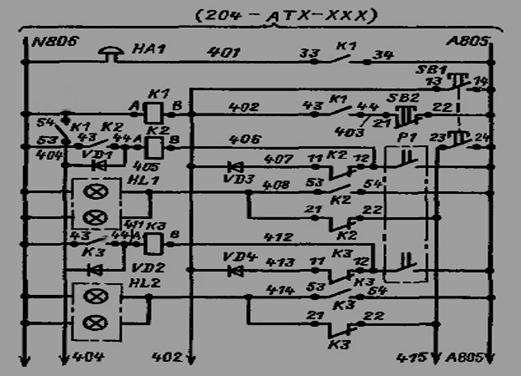
5 сурет- Принципиалды электр басқарушы сұлба мысалы
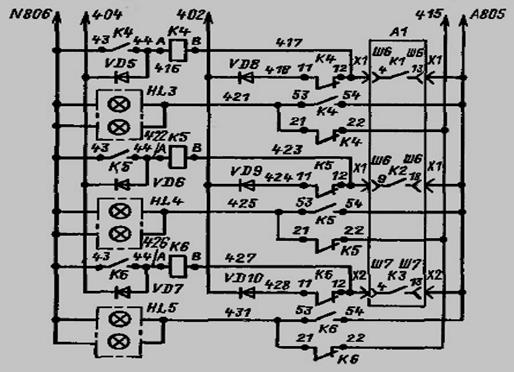
а)
б)
7 сурет- Сигнал беру принципиалды электр сұлбасы мысалы
Егер элементтер тізімінің “Атауы” графасында бірнеше жолдан тұратын мәтін жазылса, онда оның келесі графаларын қолмен толтыру кезінде бірінші жол деңгейінде бастайды.
Егер келесі графаларда жазбалар бір жолда орналасатын болса, онда элементтерді машина жазбалық әдіспен орындау кезінде жазбаны соңғы жол деңгейінде орнату дұрыс болып табылады.
Өзіндік принципиалды сұлбасы бар аспапты құратын элементтерді сұлбаларда байланыс сызығынан 2 есе қалың біртұтас сызықпен көрсеткен жөн болады.
Сұлбаларда айнымалы элементтерді тұтас жіңішке сызықпен көрсетеді және П әрпімен реттік нөмірімен белгілейді.
Бұндай элементтерді еркін кесте аймағында орнататын қолданылу кестесінде көрсеткен дүрыс.
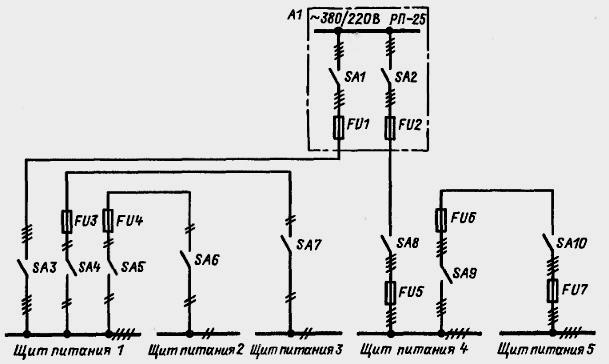
8 сурет- Қуаттандыру желінің принципиалды электр сұлбасы мысалы
8 кесте - Сұлбадағы элементтер тізімі (8 суретті қара)
|
Орны бойынша белгі |
Атауы |
Саны |
Примечание |
|
1 қуаттандыру қалқаны |
|||
|
FU3, FU4 |
Вставка плавкая ВП2Б-1В, 5 А, 250 В, ОЮ0. 481. 005ТУ Выключатели пакетные, ОСТ 16. 0-526. 001-77: |
2 |
Держатель ДВП-2В, ГаО. 481. 014ТУ |
|
SАЗ |
ПВЗ-25 |
1 |
- |
|
SА4, SА5 |
ПВ2-10 |
2 |
|
|
2 қуаттандыру қалқаны |
|||
|
SА6 |
Выключатель пакетный ПВ2-10, ОСТ 16. 0-526. 001-77 |
1 |
- |
|
3 қуаттандыру қалқаны |
|||
|
SА7 |
Выключатель пакетный ПВ2-10, ОСТ 16. 0-526. 001-77 |
1 |
- |
|
4 қуаттандыру қалқаны |
|||
|
FU5 |
Плавкая вставка на 6 А, 500 В к предохранителю ПР-2У4 на 15 А, заднее присоединение, ТУ 16-522. 091-72 |
1 |
|
|
FU6 |
Плавкая вставка на 35 А, 500 В к предохранителю ПР-2У4 на 60 А, заднее присоединение, ТУ 16-522. 091-72 Выключатели пакетные, ОСТ 16. 0-526. 001-77: |
1 |
|
|
FА8 |
ПВЗ-60 |
1 |
- |
|
FА9 |
ПВЗ-10 |
1 |
- |
|
5 қуаттандыру қалқаны |
|||
|
FU7 |
Плавкая вставка на 6 А, 500 В к предохранителю ПР-2У4 на 15 А, заднее присоединение, ТУ 16-522. 091-72 | �
|
|
|
SА10 |
Выключатель пакетный ПВЗ-10, ОСТ 16. 0-526. 001-77 |
1 |
|
Айтылғандай қуаттандыру принципиалды электр сұлбаларды құруда арнаулы матрицаларды қолданған жөн (9 суретті қара).
Үлестіру желі сұлбасының төменгі бөлігіне осы қуаттандыру қалқанынан қуат алушы барлық электра қабылдауштар көрсетіледі, олардың спецификация бойынша орны, орнатылған орны, қуаты көрсетіледі.
 9 сурет- Матрица мысалы
9 сурет- Матрица мысалы
Көп орынды байланыстырушы құрылғылардың графикалық белгілерін құру мысалдары ГОСТ 2.755-74 “Сұлбалардағы шартты графикалық белгілеулер” ережелеріне негізделеді.
Жалпы жағдайда күрделі байланыстырушы ауыстырып қосқыш, мысалы, жеке көп орынды нақтылынған қүйлері бар, кейбір күйлерден қайтып оралатын ауыстырып қосқыштар төменде берілген әдіспен көрсетілуі мүмкін.
10 сурет - Алты орынды екі полюсті ауыстырып қосқыш. Жоғарғы полюстін сейкесінше төменгі полюстің контактарына қарағанда үшінші контакті ертерек, ал бесінші контакт кейінірек қосылады
Қосымша А
11 сурет- Күкірт қышқыл өндірісті бақылау және басқару құрылымдық сұлбасының үзілісі. 1-химиялық зертханамен байланыс сызықтары; 2 –қышқыл бөлімін басқару және бақылау орындары мен байланыс сызықтары; 3 - III және IV технологиялық сызықтарыры арасындағы бақылау және басқару орындарырының байланыс сызықтары
9 кесте – Шартты белгілер (11 суретті қара)
|
Шартты белгі |
Атауы |
|
1 |
Параметрлерді бақылау |
|
2 |
Технологиялық жабдықтарды және орындаушы механизмдерді алыстан басқару |
|
3 |
Өлшеу үшін түрлендіру |
|
4 |
Жабдықтың күйін және параметрлердең ауып кетуін бақылау және сигнализация |
|
5 |
Тұрақтандыру үшін реттеу |
|
6 |
Реттеушелер режимін тандау және қолмен басқару |
|
7 |
Мәліметтерді қолмен еңгізу |
|
8 |
Параметрлерді тіркеу |
|
9 |
Техника-экономикалық көрсеткіштерді есептеу |
|
10 |
Мәліметтерді құрастыру және өндірісті есепке алу |
|
11 |
Технологиялық сызықтарды (агрегаттарды) тексеру |
|
12 |
Технологиялық сызықтарға (агрегаттарға) түсетін жүк-салмақты үлестіру |
|
13 |
Кейбір технологиялық процесстерді тиімділік жақсарту |
|
14 |
Технологиялық процесстің күйін талдау |
|
15 |
Өндіріс негізгі көрсеткіштерін болжамдау |
|
16 |
Смена жұмысың бағалау |
|
17 |
Жоспардағы тапсырмалар орындалуын бақылау |
|
18 |
Өндеулердің өткізілуін бақылау |
|
19 |
ӨБАЖ-де жедел ақпаратты даярлап, шығарып беру |
|
20 |
ӨБАЖ-нен тапсырмаларды және өндірістік шектеулерді алу |
Қосымша Ә
Қосымша Б
10 кесте – Белгілеулер
|
Белгі |
Атауы |
Саны |
Ескерту |
|
1а |
Термоэлектрлі түрлендіргіш ТХА-1293Т, а-10000С, 600мм, ТУ311-00226253.032-93 |
1 |
Концерн «Метран» Челябинск қ. РФ |
|
2а |
Термоэлектрлі түрлендіргіш ТХА-1192Т, а-10000С, 600мм, ТУ311-00226253.026-92 |
1 |
Сол секілді |
|
3а |
Тура солай, ТХА-0193-А, -400С +8000С, 320мм, ТУ311-00226253.032-93 |
1 |
Сол секілді |
|
3-1а |
Кедергінің термотүлендіргіші, ТСМ-0595, кл. В; 100м, сұлба3, 80мм. ТУ311-00226253.035-93 |
1 |
Сол секілді |
|
4а |
Артық қысымды өлшеуші түрлендіргіш Метран 43-ДИ-3153-02-У2-0,5-0,4 МПа-42-С-И; ТУ501К-А001-036-92 |
1 |
Сол секілді |
|
5а |
Диафрагма ДКС10-80-А/Б, исп I, МЕСТ 26969-86 |
1 |
Сол секілді |
|
|
|
|
|
|
9а |
Диафрагма ДКС10-300-А исп I, МЕСТ 26969-86 |
1 |
Сол секілді |
|
|
|
|
|
|
5б, 9б |
Қысымның айырмасын өлшеуші түрлендіргіш Метран-43ДД-3435-02У2-0,25-25кПа-1,6МПа-42- СВН02-02-С-«К» ТУ4212-002-12580824-94 |
2 |
Ауа үшін, «К» әрпісіз |
|
6а |
Қаттыэлектролитті зондолы электрохимиялық Датчик ЭХА-2 өлшеудің шегі 0-30% О2 |
1 |
Концерн «Метран» |
|
7а |
Артылған көміртектің электрохимиялық датчигі ЭХД-ПВ1 өлшеудің шегі 0,01-2,0% СО |
1 |
түрлендіргішпен |
|
6б, 7б |
Бірыңғай шығыс сигналдың өлшеуіш түрлендіргіш 4мА-20мА, Ип-36В ТУ.РИБЮ312-00563415.03-97 |
2 |
Концерн «Метран» |
|
8а |
Ықпалдаушы өлшеуіш есептеуіш, шығу сигналы 4мА-20мА өлшеу шегі А-2500 л/ч. D,40. P, 2,5 Mna |
1
|
“Кронс” фирмасы Германия |
|
16…36 |
Релелі реттеуіштің басқару блогы БУ-21, -220В ТУ25-02.1685-84 |
3 |
“МЗГА” АОЗТсы Мәскеу қ. |
|
1в...3в |
Реверсивтік контактысыз жүргізгіш ПБР-2М1, U-24В ТУ25-02.120760-78 |
3 |
ПО “промприбор” Чебоксары қ. |
|
1г |
Реттеуші клапан 25ч940нж МЭО ішіне орнатулы, кеңістікте орналасу датчигі бар электрлі орындаушы механизм Твых=4-20 мА, Ру 4,0 Мnа Dу 32, исп. (Н3) ТУ26.07-296-82 |
1 |
|
|
2г |
Электрлік орындаушы механизмі бар ауаны реттеуші клапан Dy, Py 1,6 МПа МЭО 100125-0,25 Кеңістікте орналасу датчигі |
1 |
|
|
2д |
Ішіне орнатулы БСПТ-10 Iвых 4-20 мА “НО” орындалуы 25ч914нж ТУ26-07-1325-83 |
1 |
Чуфаров арматура зауыты, Чуфаров қ. РФ |
|
3г |
Электрлік орындаушы механизмі бар ауаны реттеуші клапан МЭО-100163-0,63У, кеңістікте орналасу датчигі бар БСПТ-10 Iвых 4-20 mA “НО” орындалуы 25ч914нж |
1 |
|
|
10а |
3 жағдайлы әмбебап ауыстырып-қосқыш, -220В, 10А. <3* “НО” блок контактілерімен. Диаграмма-С430 УП5300-С430, У4.1 ТУ 16-524-074-75 |
1 |
|
Қосымша В
12 кесте - Кодттар
|
Кодтың бірінші әріпі (міндетті түрде) 1 |
Элементтер түрінің тобы
2 |
Элементтер түрінің мысалы
3 |
Екі әріпті код
4 |
|
А |
Құрылғы(жалпы белгіленуі) |
|
|
|
В |
Электрлік емес шамаларды электрлікке түрлендіргіштер (генератор мен қорек көзінен басқасы) немесе керісінше аналогты немесе көпразрядты түрлендіргіштер немесе көрсеткішке немесе өлшеуге арналған датчиктер |
Дауысын шығару Магнитстрикционды элемент Шағылуды иондайтын детертор Сельсин қабылдағышы Телефон (капсюль) Сельсин-датчик Жылу датчигі Фотоэлемент Микрофон Қысым датчигі Пьезоэлемент Айналу жиідігі датчигі(тахогенератор) Дыбыс төмендеткіш Жылдамдық датчигі |
ВА ВВ
ВД ВЕ BF BC BK BL BM BP BO BP
BS BV |
|
С |
Конденсаторлар |
|
|
|
Д |
Интегралды сұлбалар, микрожинақ |
Интегралды аналогты сұлба
Интегралды сұлба, цифрлы, логикалық элемент
Ақпаратты сақтау құрылғысы
Кешіктіру құрылғысы |
DA
DD
DS
DT |
|
E |
Әртүрлі элементтер |
Қыздыру элементі Жарықтандыру лампасы Пиропатрон |
|
|
F |
Разрядтағыштар,тежегіштер, сақтандырғыш құрылғылар |
Лездік токтан сақтайтын дискретті элемент Инерциялық токтан сақтайтын дискреттіэлемент Балқығыш тежегіш Разрядтағыш, кернеуден қорғайтын дискретті элемент |
FA
FP
FU
FV |
|
G |
Генераторлар, қорек көздері |
Батарея |
GB |
|
H |
Сигналдық және индикациялық құрылғылар
|
Дыбыстық сигнализация аспабы Символдық индикатор Жарықтық сигнализация аспабы |
НА
HG HL |
|
K |
Реле, түйістіргіш,босатқыш |
Токтық реле Сілтеуші реле Электрожылулық реле Түйістіргіш , магниттік босатқыш Уақыт релесі Кернеу релесі |
КА КН КК
КМ КТ KV
|
|
L |
Индуктивті катушкалар,дросселдер |
Люминесценттік жарықтандыру дросселі |
|
|
M |
Қозғалтқыш |
|
|
|
|
Өлшеуіш құрылғылар, аспаптар
|
- Амперметр - Импульс санауышы - Жиілікметр - Активті энергия санауышы - Реактивті энергия санауышы - Омметр - Тіркеуші құрылғы - Сағаттар, әрекет уақытын өлшеуші - Вольтметр - Ваттметр |
РА РС РF PI
PK
PR PS PT
PV PW |
|
Q |
Күш тізбектеріндегі ажыратқыштар мен айырғыштар (энергожабдықтау, құрылғы қорек көзі және т.б.) |
- Автоматты ажыратқыш - Қысқа тұйықтаушы - Айырғыш
|
QF
QK QS |
|
R |
Резисторлар |
- Терморезистор - Потенциометр - Өлшеуші шунт - Варистор |
RK RP RS RV |
|
S |
Басқару, сигнализация және өлшеу тізбегіндегі коммутациялық құрылғылар |
Қосқыш немесе өшіргіш Батырмалы өшіргіш Автоматты өшіргіш Әр түрлі әсерлерден жұмыс істейтін өшіргіш Деңгейге байланысты Қысымға байланысты Жағдайға байланысты Айналу жиелігіне алғанда Температураға байланысты |
SA SB SF
SL SP SQ SR SK |
|
T |
Трансформаторлар, автотрансформаторлар |
Токтың трансформаторы Электромагнитті стабилизатор Кернеу трансформаторы |
TA
TS TV |
|
U |
Байланыс құрылғысы Электрлі өлшемдерді түрлендіргіштер |
Модулятор Демодулятор Дискриминатор Жиелікті түрлендіргіш, инвертор, жиелік генераторы, түзеткіш |
UB UR UI UZ |
|
W
|
СВЧ сызықтары мен элементтері
Антеналар |
тармақтаушы Қысқатұйықтатқыш Вентиль Трансформатор, біртектік емес, фаза айналдырғыш Аттенюатор Антенна |
WE WK WS
WT
WU WA |
|
|
|
|
|
|
X
|
Қосулар түйісуі |
Токосьемник, таятын қосылу Штырь Ұя Жиналмалы байланыс Жоғарғы жилікті байланыс |
XA
XP XS XT XW |
Қосымша Г
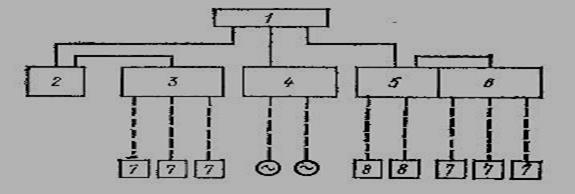
13 сурет- Қуаттандыру желісі (тұтас түзулер) автоматтандырылатын объекттің қуаттандыру көздерін қалқандар мен байланысын көрсетуде үлестіруші желі (үздік түзулер) қалдардан электрқабылдауыштарға байланысын көрсетуде
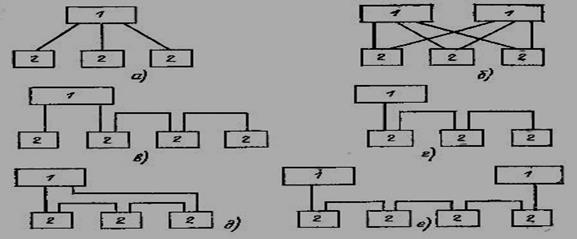
14 сурет-Қуаттандыру желінің сұлбалары
радиалды:
а) бір жақты
б) екі жақты
- қуаттандыру;
- магистралды.
в) бір жақты
г) екі жақты бір көзден қуаттандыру д) екі көзден (е) тәуелсіз көзден
в) радиалды және магистралды.
Әдебиеттер тізімі
1. Емельянов А.И., Капник О.В. Проектирование систем автоматизации технологических процессов. - М.: Энергоиздат, 1983.
2. Чистяков С.Ф. Проектирование. монтаж и эксплуатация систем управления технологическими обьектами. - М.: Энергия, 1980.
3. Наладка средств автоматизации и автоматических систем регулирования Справочное пособие. Под. ред. А.С. Клюева. – М.: Энергоатомиздат, 1989.
4. Клюев А.С., Глазов Б.В., Миндин М.Б.Клюев С.А. Техника чтения схем автоматического управления технологического контроля. - М.: Энергоатомиздат, 1991.-432.
5. Клюев А.С., Глазов Б.В., Дубровский А.Х. Проектирование систем автоматизации технологических процессов Справочное пособие. - М. : Энергия, 1981.
6. Белов М.П. Технические средства автоматизации и управления. Учеб. пособие. - СПб.: СЗТУ, 2006. -184 с.
7. Шандров Б.В.Чудаков А.Д.Технические средства автоматизации. - М.: Академия - 2007, 2007.
8. Волошенко А.В., Горбунов Д.Б. Проектирование функциональных схем систем автоматического контроля и регулирования. -Томск: Изд-во Томского политехнического университета, 2008. - 109 с.
9. Общеотраслевые руководящие методические материалы по созданию АСУТП. - М.: Финансы и статистика, 1982.
10. Парсункин Б.Н., Андреев С.М., Михальченко Е.С. Автоматизация технологических процессов и производств (в металлургии). – МГТУ.: Магнитогорск, 2009, -157с.
11. Андруко Л.М. и др. Волоконно-оптические линии связи. - М.: Радио и связь, 1984.
12.Чуриков А.А., Шишкина Г.В., Антонова Л.Л. Проектирование систем автоматизации технологических процессов. Методические указания по выполнению курсового проекта для студентов дневного и заочного отделений специальности 220301 "Автоматизация технологических процессов и производств" (направление "Аналитические приборы системы контроля технологических процессов"). - Тамбов: Изд. ТГТУ, 2005.
13. Хорошев А.Н. Введение в управление проектированием механических систем: Учебное пособие. — Белгород, 1999. -372 с.
14. Колесников А.А. Веселов Г.Е. Кузьменко А.А. Новые технологии проектирования современных систем управления процессами генерирования электроэнергии - М.: Изд. дом МЭИ, 2011, -280 с.
15.Дорф Р., Бишоп Р. Современные системы управления. Пер. с англ. Б.И. Копылова. – М.: Лаборатория базовых знаний, 2002. – 832 с.
2012 ж. жалпы жоспары, реті 105